一种电机加工用快速自动绕线装置的制作方法
[0001]
本实用新型涉及电机加工生产领域,具体是一种电机加工用快速自动绕线装置。
背景技术:
[0002]
绕线机是把线状的物体缠绕到特定的工件上的设备,包括铜线、漆包线、纺纱线等,电器产品中大多需要用漆包铜线绕制成电感线圈,均可以使用绕线机完成这一道或多道加工,例如:各种电动机、空心杯电机、转子、定子、引脚电感、贴片电感、变压器、电磁阀、一字电感、电阻片、点火线圈、rfid、互感器、音响线圈、ic卡高低频线圈、聚焦线圈等等。
[0003]
但是,目前市场上对定子进行绕线时多是利用将定子套在转轴上,再将定子固定进行绕线操作,因此在使用中的安装拆卸较为不方便。因此,本领域技术人员提供了一种电机加工用快速自动绕线装置,以解决上述背景技术中提出的问题。
技术实现要素:
[0004]
本实用新型的目的在于提供一种电机加工用快速自动绕线装置,以解决上述背景技术中提出的问题。
[0005]
为实现上述目的,本实用新型提供如下技术方案:
[0006]
一种电机加工用快速自动绕线装置,包括绕线平台,所述绕线平台的上表面安装有固定座,所述固定座的一侧位于绕线平台的上表面安装有气缸,且固定座的另一侧安装有转动电机,所述气缸的与固定座之间安装有至少三个绕线定子,所述绕线定子的内侧安装有连接套轴,所述连接套轴的两端均安装有卡销,所述卡销的一端外侧位于连接套轴的内部安装有卡销卡块,且卡销与连接套轴之间安装有压缩弹簧,所述连接套轴的两端设置有套轴卡块,所述气缸的内侧安装有伸缩杆。
[0007]
作为本实用新型再进一步的方案:所述绕线平台的上表面安装有放线轮,所述放线轮的一侧安装有导线轮,所述导线轮的一侧位于绕线平台的上表面安装有移动丝杆,所述移动丝杆的一端安装有平移电机。
[0008]
作为本实用新型再进一步的方案:所述移动丝杆的外侧套接有送线盒,所述送线盒的内部安装有至少三个夹片。
[0009]
作为本实用新型再进一步的方案:所述夹片为橡胶材质构件,所述送线盒与移动丝杆转动连接,所述夹片与送线盒贯通连接。
[0010]
作为本实用新型再进一步的方案:所述平移电机与移动丝杆转动连接,所述放线轮、导线轮的内侧均安装有转轴。
[0011]
作为本实用新型再进一步的方案:所述卡销与连接套轴通过压缩弹簧弹性连接,所述卡销卡块与卡销固定连接,所述绕线定子的内部设置有贯通口,所述卡销与绕线定子通过贯通头贯穿连接,所述连接套轴的外径长度大于所述绕线定子内部贯穿孔的内径长度。
[0012]
作为本实用新型再进一步的方案:所述伸缩杆与气缸伸缩连接,所述转动电机的
一端位于固定座的内侧安装有转轴。
[0013]
与现有技术相比,本实用新型的有益效果是:设置的连接套轴可以和多组绕线定子进行连接,再利用气缸进行挤压从而使得压缩弹簧发生形变,使得位于绕线定子两侧的连接套轴对绕线定子进行夹持,从而能保证在绕线过程中定子不会发生偏转和移动,在绕线完成后通过撤去气缸对伸缩杆的压迫,从而在卡销卡块的复位作用下,连接套轴也撤除对绕线定子的压迫,从而可以之间将绕线完成后的绕线定子取下,再换上新的绕线定子进行绕线,相比传统的利用转轴对定子的安装方式,可以极大的减少了安装和拆卸的时间,在移动丝杆上的送线盒的数量也可以根据生产需求进行增加,从而能够一定程度上的增加多组绕线定子,同时可以起到同时对多个绕线定子进行同时绕线操作。
附图说明
[0014]
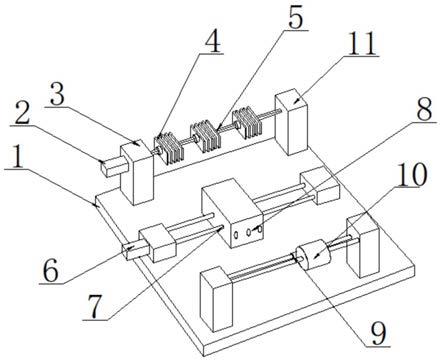
图1为一种电机加工用快速自动绕线装置的结构示意图;
[0015]
图2为一种电机加工用快速自动绕线装置中连接套轴的内部结构示意图;
[0016]
图3为一种电机加工用快速自动绕线装置中绕线装置整体的俯视图。
[0017]
图中:1、绕线平台;2、转动电机;3、固定座;4、绕线定子;5、连接套轴;6、平移电机;7、移动丝杆;8、送线盒;9、导线轮;10、放线轮;11、气缸;501、卡销;502、套轴卡块;503、压缩弹簧;504、卡销卡块;801、夹片;1101、伸缩杆。
具体实施方式
[0018]
请参阅图1~3,本实用新型实施例中,一种电机加工用快速自动绕线装置,包括绕线平台1,绕线平台1的上表面安装有固定座3,固定座3的一侧位于绕线平台1的上表面安装有气缸11(型号为:cda2hb40-50),且固定座3的另一侧安装有转动电机2(型号为:y-160l-6),气缸11的与固定座3之间安装有至少三个绕线定子4,绕线定子4的内侧安装有连接套轴5,连接套轴5的两端均安装有卡销501,卡销501的一端外侧位于连接套轴5的内部安装有卡销卡块504,且卡销501与连接套轴5之间安装有压缩弹簧503,连接套轴5的两端设置有套轴卡块502,气缸11的内侧安装有伸缩杆1101。
[0019]
在图1、2、3中:绕线平台1的上表面安装有放线轮10,放线轮10的一侧安装有导线轮9,导线轮9的一侧位于绕线平台1的上表面安装有移动丝杆7,移动丝杆7的一端安装有平移电机6,移动丝杆7的外侧套接有送线盒8,送线盒8的内部安装有至少三个夹片801,夹片801为橡胶材质构件,送线盒8与移动丝杆7转动连接,夹片801与送线盒8贯通连接,平移电机6与移动丝杆7转动连接,放线轮10、导线轮9的内侧均安装有转轴,卡销501与连接套轴5通过压缩弹簧503弹性连接,卡销卡块504与卡销501固定连接,绕线定子4的内部设置有贯通口,卡销501与绕线定子4通过贯通头贯穿连接,连接套轴5的外径长度大于绕线定子4内部贯穿孔的内径长度,伸缩杆1101与气缸11伸缩连接,转动电机2的一端位于固定座3的内侧安装有转轴。
[0020]
在图1、3中:卡销501与绕线定子4通过贯通头贯穿连接,连接套轴5的外径长度大于所述绕线定子4内部贯穿孔的内径长度,因此在气缸11控制伸缩杆1101对绕线定子4进行加压时,可以通过卡销501先压缩压缩弹簧503,向连接套轴5的内部收缩,从而最终通过连接套轴5对绕线定子4进行夹持,避免在转动过程中会发生多个绕线定子4的转动幅度不相
同,导致绕线程度存在差异的情况发生。
[0021]
本实用新型的工作原理是:根据生产需求以及送线盒8内部的夹片801的数量,将需要同时准备的绕线定子4和连接套轴5连接完成,先通过将前端的卡销501伸入绕线定子4内部的贯穿孔中,将多个绕线定子4两两之间均安装好连接套轴5,连接完成后一侧的绕线定子4通过和转动电机2的一端位于固定座3内侧的转轴安装连接,另一侧的绕线定子4通过和气缸11的内侧的伸缩杆1101连接,通过气缸11推动伸缩杆1101,从而将位于气缸11一侧的绕线定子4向固定座3方向推动,在绕线定子4内部的相连的卡销501会压缩压缩弹簧503,当压缩到连接套轴5接触到绕线定子4的侧面后,停止气缸11的推动作用,根据绕线定子4的数量选择导线轮9和放线轮10的安装数量,在装置整体安装完成后,通过将套在放线轮10外侧的漆包线绕过导线轮9再从而夹片801内部穿过,再分别绕在绕线定子4内部的槽位内部,通过转动电机2转动带动多个绕线定子4整体转动,从而进行多组绕线定子4同时绕线操作,从而极大的增加了生产的效率,在绕线完成后通过撤去气缸11对伸缩杆1101的压迫,从而在卡销卡块504的复位作用下,连接套轴5也撤除对绕线定子4的压迫,从而可以之间将绕线完成后的绕线定子4取下,再换上新的绕线定子4进行绕线。
[0022]
以上所述的,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1