定子以及用于生产定子的方法与流程
1.本发明涉及用于电动马达的定子。定子具有定子绕组的绕组头部,该绕组头部具有多个绕组端部。
2.本发明还涉及用于生产电动马达用的定子的方法。
背景技术:
3.德国专利说明书de 10 2016 204 935 a1公开了一种电机的定子的接线板。定子的电气绕组借助于电源用的接线板与连接器接触。接线板具有沿周向方向延伸并且通过具有平坦横截面的连接部分连接绕组的导体元件。连接部分用环形塑料体包覆模制,这使导体元件彼此绝缘。
4.德国专利说明书de 10 2016 210 927 a1公开了一种用于电机的定子,该定子具有在金属板堆叠件的一个端面上布置成环形的电绕组的绕组头部。接线单元用于将绕组的绕组端部电连接至电压源的电相导体。接线单元具有由电绝缘材料制成的承载件环,该承载件环借助于固定装置在径向上布置在绕组头部周围的外侧。用于连接相导体中的一个相导体的相应的导电连接元件由承载件环保持。
5.德国专利说明书de 10 2016 222 611 a1公开了一种用于使电机的定子的接线互连的装置。该装置包括具有底侧部的基部本体,其中,该基部本体可以以底侧部安置在定子上。基部本体具有至少一个定位装置,该定位装置用于对定子的线路的至少一个电导体进行定位。定位装置具有插入开口。插入开口在基部本体的底侧部上布置成使得当装置安置在定子上时,所述至少一个电导体通过插入开口插入到定位装置中。定位装置具有导引部分和连接部分,其中,定位装置被设计成使得当基部本体安置在定子上时,所述至少一个电导体借助于导引部分被导引到连接部分中。
6.德国专利说明书de 10 2016 224 526 a1公开了一种电机的定子,该定子由定子芯构成。每个相包括具有第一线圈端部和第二线圈端部的至少一个线圈。为了接触的目的,接触装置安置在层叠定子芯的面上。布线元件和安置在布线元件上的连接元件用于将线圈端部与定子面上的相连接件互连。线圈端部竖向地突出穿过铺设元件的馈通开口,并且线圈端部各自以径向成角度的方式沿着铺设元件的导引凹槽被导引。导引凹槽各自在轴向方向上具有收缩部,这确保了在导引凹槽中被导引的相应的线圈端部不会轴向滑出。
7.德国专利说明书de 10 2017 216 084 a1公开了一种用于电机的定子,该定子具有定子基部本体和用于接纳电绕组的线圈的径向定子齿。在定子基部本体的一个端面上设置有具有用于绝缘位移元件的接纳袋状部的绝缘板。借助于绕组线卷绕的线圈安置在接纳袋状部中。连接板具有环形导体,在环形导体中的每个环形导体上布置有多个绝缘位移元件,这些绝缘位移元件轴向接合在接纳袋状部中,以与绕组线进行电接触。连接板由塑料制成。
8.德国实用新型de 20 2014 003 844 u1公开了一种包括至少三个铜异型件的连接组件。铜异型件各自围绕弯曲轴线弯曲以形成环。铜异型件用漆层绝缘,漆层在预定点处被
去除。在这些点处,形成具有用于接触线圈导线的端部的至少一个平坦表面的间隔开的连接区域。
9.德国实用新型de 20 2014 010 565 u1公开了一种具有多相、尤其是三相定子绕组的电动马达定子。线圈设置有布置在端部处的弧形连接单元,其中,连接单元具有第二数量的汇流条,每个汇流条具有用于线圈的第三数量的绕组和/或接触元件。绕组和/或接触元件作为单独的冲压元件与冲压带结合,以形成相应的汇流条。
10.为了生产绕组,波形绕组和发夹式绕组使用绕组模板从漆包绝缘线(铜或铝合金)的各个股线预弯曲或另外自由地弯曲,并且然后插入到电动马达的定子层叠芯中。然后,在电流流动的意义上根据电动马达的相数(2相或更多相),各个股被互连以产生具有各个相和星形点(星形导体)以及具有彼此的定子旋转场。连接顺序、绕组线的数量和其他参数比如线的厚度、定子槽的数量和极对数量均取决于电动马达的设计。单个绕组线根据接线顺序通过连接元件连接例如焊接至相(例如经由导体棒供电)、星形导体并且连接例如焊接至彼此。用于互连的各个连接件例如在多个工作步骤中被单独焊接、钎焊等。
技术实现要素:
11.因此,本发明的目的是提供一种用于电动马达的定子,其中,降低了生产成本和开发工作,其中,绕组端部的互连应该具有统一的结构设计并且因此使得能够以尽可能最少的工作步骤实现全自动生产过程。
12.该目的通过一种用于电动马达的定子来实现,该定子包括权利要求1的特征。
13.本发明的另一目的是提供一种用于生产电动马达用的定子的方法,其中,降低了定子的生产成本、生产过程和开发工作。应该执行具有尽可能最少的工作步骤的全自动生产过程。同时,该生产过程、互连的实施方式和生产系统的设计应该能够适应不同的电动马达(大小)。
14.该目的通过一种用于生产电动马达用的定子的方法来实现,该方法包括权利要求6的特征。
15.根据本发明的一个实施方式,用于电动马达的定子包括定子绕组的绕组头部,该绕组头部具有多个绕组端部。连接元件包括多个汇流条和星形条。汇流条的多个接触点和星形条的接触点从汇流条沿定子的轴向方向突出。连接元件围绕绕组头部的绕组端部。弯曲脊部定位在连接元件上。绕组端部相对于弯曲脊部弯曲至连接元件的接触点。绕组端部与接触点进行电接触。
16.根据本发明的定子的设计是有利的,因为它降低了定子的生产成本、生产过程和开发工作。特别是对于具有特别有效的绕组技术的定子比如波形绕组和发夹式绕组而言,根据本发明的定子使得能够进行尺寸完全可调整和自动化的生产过程。此外,定子的最小轴向结构是有利的。
17.连接元件的多个汇流条和星形条用用于电绝缘的绝缘材料包覆模制。单个汇流条的接触点在轴向方向上突出超过绝缘材料。包覆模制有利地导致汇流条与星形条之间的位置公差减小。
18.在连接元件上形成有至少一对定心销。对应的弯曲脊部可以借助于形成在连接元件上的凹部固定至定心销。
19.绕组端部焊接、夹持或钎焊至接触点,以用于进行永久电连接。
20.弯曲脊部上坐置有附接件。在附接件中提供绝缘材料,以实现与接触点电连接的绕组端部的电绝缘。具有在灌注之后保留在连接元件上的附接件的弯曲脊部的优点是实现了接触点与绕组端部的电绝缘。
21.绕组端部焊接或夹持或钎焊至接触点,以用于进行永久电连接。
22.附接件坐置在弯曲脊部上并且封围绝缘材料,该绝缘材料使得接触点和与接触点电连接的绕组端部之间能够电绝缘。在用绝缘材料封围之后,弯曲脊部和附接件仍保留在定子上。
23.根据本发明的用于生产电动马达用的定子的方法的特征在于以下步骤:将连接元件安置在定子上并且将连接元件定位成使得连接元件围绕定子的定子绕组的绕组头部上的多个绕组端部。连接元件本身包括多个汇流条和星形条,汇流条的多个接触点和星形条的多个接触点从汇流条沿定子的轴向方向突出。绕组端部经由定位在连接元件上的弯曲脊部朝向连接元件的汇流条的接触点或朝向星形条的接触点弯曲。汇流条的接触点或星形条的接触点由此电接触。弯曲脊部定位在连接元件上。绕组端部在弯曲脊部上弯曲,并与连接元件的汇流条的接触点和星形条的接触点电接触。将附接件安置在引入绝缘材料的弯曲脊部上,使得实现接触点与电连接的绕组端部之间的电绝缘。
24.根据本发明的方法的优点在于,尺寸可调整的、统一的生产过程和生产系统是可能的。还可以实现全自动化生产,其中,减少了组装步骤。这又引起生产误差的减少。
25.根据本发明,利用一个装置执行所有绕组端部在弯曲脊部上的同时弯曲。该装置具有多个辊,这些辊在弯曲脊部上从内部沿径向方向向外移动。绕组端部沿着弯曲半径并沿凹槽折叠。除了执行绕组端部的弯曲之外,弯曲脊部还用作从焊接点(接触点)到绕组头部的绝缘部,并且因此保持为定子或电动马达上的部件。
26.定子绕组的绕组头部的弯曲的绕组端部焊接、夹持或钎焊至连接元件的接触点,以提供永久的电连接。
27.可以将每个弯曲框架自动安置并定位在连接元件上。为此,连接元件形成有多个定心销,这些定心销接合在形成于弯曲脊部上的凹部中。
28.将附接件安置在弯曲脊部上。将绝缘材料安置在附接件和弯曲脊部中,以实现与接触点电连接的绕组端部的电绝缘。
29.根据本发明,可以限定如下用于汇流条的接触点和星形条的接触点与定子的绕组头部的绕组端部的接触和绝缘的全自动生产过程。首先,将连接元件安置并定位在定子的绕组头部上。例如,连接元件可以胶接至定子的绕组头部。然后,将弯曲脊部安置在连接元件上。利用专门设计的装置,所有绕组端部(线缆)均使用弯曲脊部同时弯曲。该装置可以设计为辊工具。接触点与相应的绕组端部的连接例如可以通过激光焊接各个接触点从外部径向地进行。在插入附接件(灌注框架)之前,对接触点处的所有焊接点执行接触测试。最后,将绝缘材料倒入附接件中并因此倒入弯曲框架中,使得实现所有焊接点(接触点)和绕组端部的绝缘封装。
30.为了确保成角度的绕组端部(线缆)之间的完全绝缘,绝缘材料可以是合成树脂或硅树脂。这种绝缘使得能够进行空气和爬电距离的显著减小,并且因此进一步减小定子的安装空间。为了防止液体绝缘材料在其倒入时在弯曲脊部的肋之间流走,附接件(灌注框
架)在该区域中设计为弯曲脊部的相反形状。与弯曲脊部一样,设置的定心销用于在组装期间定位附接件。
附图说明
31.参照附图,现在将借助于示例性实施方式对本发明及其优点进行更详细地说明,而不由此将本发明限制于所示的示例性实施方式。各图中的比例并不总是对应于实际比例,因为为了更好地说明,一些形状被简化,而其他形状相对于其他元件被放大示出。
32.图1示出了用于定子的绕组端部的连接元件的立体图。
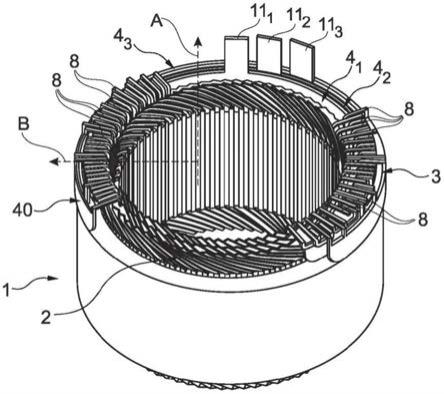
33.图2示出了定子与连接元件的互连部的基本结构的立体图,其中,连接元件不是灌注的。
34.图3示出了定子与连接元件的互连部的基本结构的立体图,其中,连接元件是灌注的。
35.图4示出了定子的绕组端部与连接元件的互连部的详细立体图,其中,连接元件不是灌注的。
36.图5示出了定子的绕组端部与连接元件的互连部的详细立体图,其中,连接元件是灌注的。
37.图6示出了与定子的绕组头部和所形成的触点有关的连接元件的剖视图。
38.图7示出了用于在绕组端部与连接元件的接触点之间产生电接触的弯曲脊部的立体图。
39.图8示出了连接元件的放大图,其中,使用了弯曲脊部。
40.图9示出了弯曲脊部的放大详细视图。
41.图10示出了弯曲脊部的端部的放大详细视图。
42.图11示出了连接至绕组头部的连接元件的示意图和用于翻转绕组端部的工具的示意性图示。
43.图12示出了用于翻转定子的绕组头部的绕组端部的装置的示意性侧视图。
44.图13示出了用于灌注即用型绕组端部的附接件的立体图。
45.图14示出了附接件的立体图,该附接件围绕待灌注的连接元件的区域。
46.图15示出了连接元件上的附接件的局部放大图。
47.图16示出了附接件的立体图,其中,已经填充有灌注剂。
48.图17示出了连接元件上的附接件的局部放大图,其中,填充有灌注剂。
49.图18示出了绕组头部上的绕组端部的电连接所需的各个元件的立体图。
50.相同的附图标记用于本发明的相同或具有相同效果的元件。此外,为了清楚起见,在各个图中仅示出了对相应的图的描述所必需的附图标记。然而,附图仅表示本发明的示例性实施方式,并不将本发明限制于所示的示例性实施方式。
具体实施方式
51.图1示出了用于定子1的绕组头部2(参见图2)上的绕组端部8(参见图4或图5)的连接元件3的立体图。连接元件3包括多个汇流条41、42和43以及星形条40。连接元件3的多个汇流条41、42和43以及星形条40用绝缘材料12包覆模制。多个汇流条41、42和43以及星形条40例
如是用塑料作为绝缘材料12包覆模制。这确保了各个汇流条41、42和43与星形条40之间的电绝缘以及各个汇流条和星形条相对于彼此的固定定位。各个汇流条41、42和43的接触点71、72和73、星形条40的接触点41以及连接点51在轴向方向a上突出超过绝缘材料12。此处所示的实施方式中的各个汇流条41、42和43(三相汇流条)各自具有对应的电源连接件111、112和113,对应的电源连接件也可以从对应的汇流条41、42和43或星形条40沿轴向方向a突出。
52.图2示出了定子1与连接元件3的互连部的基本结构的立体图,其中,连接元件3不是灌注的。图3示出了定子1与连接元件3的互连部的基本结构的立体图,其中,连接元件3是灌注的。在图2和图3的图示中,已经在各个汇流条41、42和43的接触点71、72和73(参见图1)以及星形条40的接触点41(参见图1)上定位有多个绕组端部8,所述多个绕组端部弯曲到端部位置中并且因此接触接触点71、72和73或41。通过使绕组头部2上的绕组端部8沿径向方向b(向外)成角度,可以实现绕组端部8的互连部的轴向方向a上的较小结构。在灌注的连接元件3中,汇流条41、42和43以及星形条40完全嵌入在绝缘材料12中。连接元件3坐置在定子1的绕组头部2上。只有用于各个汇流条41、42和43的电源连接件111、112和113是可触及的。还可以看到弯曲到星形条40的接触点41(参见图1)上的绕组端部8位于各个汇流条41、42和43的接触点71、72和73(参见图1)上。
53.图4示出了定子1的绕组端部8在连接元件3上的互连部的详细立体图,其中,连接元件3不是灌注的。图5示出了定子1的绕组端部8与连接元件3的互连部的详细立体图,其中,连接元件3是灌注的。在图4和图5的详细表示中,已经在各个汇流条41、42和43的接触点71、72和73(参见图1)以及星形条40的接触点41(参见图1)上定位有多个绕组端部8,所述多个绕组端部弯曲到端部位置中并且因此接触接触点71、72和73或41。在涂覆有绝缘材料12的连接元件3中,仅可以看到弯曲的绕组端部8,绕组端部形成各个汇流条41、42和43的接触点71、72和73(参见图1)、星形条40的接触点41(参见图1)以及连接点51(参见图1)。
54.图6示出了与定子1的绕组头部2和所形成的触点相关的连接元件3的剖视图。绕组端部8已经在端部位置中弯曲到接触点71、72和73、接触点41以及连接点51上并且与以上接触点以及连接点形成电接触。通过使绕组端部8沿径向方向b向外成角度,可以实现互连部的轴向方向a上的较小结构。根据本发明,通过调整汇流条41、42和43以及星形条40,可变比例(轴向/径向)是可能的。用于建造和生产的互连部的基本结构始终保持相同并且可以快速实施。同时,互连部可以根据不同的要求和马达被调整尺寸,并且适应不同的安装空间要求。汇流条41、42和43以及星形条40被绝缘材料12围绕并且因此能够彼此固定并且彼此电绝缘。
55.图7示出了用于在绕组端部8与连接元件51(参见图6)的接触点71、72和73、41之间产生电接触的弯曲脊部5的立体图。弯曲脊部5具有多个凹槽13和将凹槽13分开的脊部边沿14。弯曲脊部5的自由端部16各自具有凹部9。凹部9用于接纳连接元件3(参见图8)的定心销15(参见图8)。
56.图8示出了连接元件3的放大图,其中,使用了弯曲脊部5。弯曲脊部5经由定心销15定位在连接元件3上。因此实现绕组端部8相对于连接元件3的精确对准。同时,绕组端部8彼此分开并且经由脊部边沿14对准。
57.图9示出了弯曲脊部5的中央部分的放大详细视图。弯曲脊部5上的顶置凹槽13布置在半径5r上。凹槽13在半径5r上的布置导致各个绕组端部8朝向相应的接触点71、72、73和
41以及连接点51(参见图6)散布,以用于执行绕组端部8的弯曲。如在图8的描述中已经提到的,脊部边沿14用于将绕组端部8彼此空间分开且电气隔离。
58.图10示出了弯曲脊部5的自由端部16的放大详细视图。凹部9形成在自由端部处并且用于将弯曲脊部5正确定位在连接元件3上(参见图8)。弯曲脊部5在连接元件3上的组装例如使用机械臂(未示出)以自动化方式进行。
59.图11示出了连接至绕组头部2的连接元件3的示意图和用于翻转绕组端部8的装置20的示意性图示。图12示出了用于翻转定子1的绕组头部2的绕组端部8的装置的示意性侧视图。装置20具有多个辊22,所述多个辊以可旋转的方式安装并导引在导引件24上。辊22可以与绕组端部8有效连接并且压在绕组端部8上。辊22沿径向方向b作用在绕组端部8上,使得绕组端部围绕弯曲脊部5的每个凹槽13的相应的弯曲边缘29的弯曲半径28在相应的接触点71、72、73和41以及连接点51的方向上弯曲(参见图6)。经由弯曲脊部5借助于辊22进行的弯曲从径向方向b的内侧向外侧进行。绕组端部8沿着弯曲半径28和凹槽13折叠(参见图11)。
60.图13示出了用于在弯曲脊部4中灌注即用型绕组端部8的附接件10的立体图。图14示出了附接件10的立体图,该附接件围绕弯曲脊部5的待灌注在连接元件3上的区域。图15示出了连接元件3的弯曲脊部5上的附接件10的局部放大图。附接件10限定了灌注框架18,该灌注框架围绕待填充有灌注复合材料19的区域(参见图16或图17)。在每个自由端部17处,灌注框架18还具有凹部9(开口),附接件10可以通过该凹部安装在连接元件3的定心销15上。附接件10的灌注框架18具有弯曲脊部5的相反形状,使得在附接件15的灌注框架18与弯曲脊部5之间提供形状配合。形状配合确保在灌注期间没有材料泄漏。如从图14中可以看出的,附接件10通过连接元件3的定心销15相对于弯曲脊部5定位。图15图示了附接件10与弯曲脊部5的附接。附接件10在自由端部17处还具有凹部9,附接件10可以经由该凹部相对于弯曲脊部5定位。
61.图16示出了弯曲脊部5上的附接件10的立体图,其中,绝缘材料12已经被填充为灌注件19。图17示出了坐置在连接元件3上的弯曲脊部5上的附接件10的局部放大图。如图14和图15的描述中已经提到的那样,附接件10也借助于连接元件3的定心销15定位。填充到附接件10和弯曲脊部5中的绝缘材料12围绕并覆盖接触点71、72、73和41以及连接点51(参见图6)。以此方式,实现了对接触点71、72、73和41以及连接点51以及弯曲的绕组端部8的免受环境影响的保护和电绝缘。
62.图18示出了绕组头部2上的绕组端部8的电连接所需的各个元件(弯曲脊部5、附接件10和连接元件3)的立体图。首先,将包括多个汇流条41、42、43和星形条40(参见图1)的连接元件3沿轴向方向a定位在定子1的定子绕组6的绕组头部2上。连接元件3围绕绕组头部2上的多个绕组端部8(参见图6)。在接触点71、72、73和41以及连接点51接触绕组端部8之前,将弯曲脊部5定位在连接元件3上。只有这样绕组端部8才相对于弯曲脊部5弯曲,以与连接元件3的汇流条41、42和43的接触点71、72、73和41以及连接点51进行电接触。最后,将附接件10安置在弯曲脊部5上。最后,将绝缘材料12引入到附接件10和弯曲脊部5中。弯曲脊部5和附接件10保留在定子1上并且还有助于接触点71、72、73和41以及连接点51的绝缘。灌注的绝缘材料12在接触点71、72、73和41以及连接点51与弯曲的绕组端部8之间提供电绝缘。
63.附图标记列表
64.1定子 2绕组头部 3连接元件 41第一汇流条 42第二汇流条 43第三汇流条 5弯曲脊部 5r半径 6定子绕组 71接触点 72接触点 73接触点 8绕组端部 9凹部 10附接件 111电源连接件 112电源连接件 113电源连接件 12绝缘材料 13凹槽 14脊部边沿 15定心销 16自由端部 17自由端部 18灌注框架 19灌注件 20装置 22辊 24导引件 28弯曲半径 29弯曲边缘 40星形条 41星形条的接触点 51连接点 a轴向方向 b径向方向。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1