灌封FSM转子的方法和具有混合转子灌封部的FSM转子与流程
灌封fsm转子的方法和具有混合转子灌封部的fsm转子
技术领域
1.本发明涉及一种用于灌封/封装用于电机的fsm转子的方法。本发明还涉及一种被灌封的fsm转子。
背景技术:
2.他励同步电机(fsm)是可作为马达和/或发电机运行的电机(e
‑
maschine、电机),其具有定子(定片)和可转动地布置在定子中的转子(动子),该定子具有多个在空间上错开的定子线圈,该转子配设有至少一个用作电磁体的转子绕组。转子绕组通常由被绝缘处理的铜线形成。他励同步电机具有良好的效率和良好的功率密度。
3.转子绕组可以用灌封材料、例如塑料材料或类似物持久地固定,以便在运行期间防止转子绕组或铜线滑落,在运行期间有时会出现高的离心力和强烈振动。
4.文献wo 2019/115043 a1描述了在注塑中施加灌封材料。为此,将转子优选竖直竖立地插入到合适的注塑模具中并且优选用热固性塑料注塑包封。在此,以500bar及更高的(非常高的)注射压力工作。
技术实现要素:
5.利用本发明应提供另一种用于灌封/浇注fsm转子或者用于将灌封材料施加到fsm转子上的方法,利用该方法可以在无需高压力的情况下实现机械稳定的转子结构。
6.这利用根据本发明的权利要求1所述的方法来实现。根据并列的独立权利要求,本发明也涉及一种被灌封的fsm转子。由从属权利要求、接下来的发明说明和附图类似地对于两个发明主题得出附加特征。
7.根据本发明提出一种用于灌封fsm转子的方法,该fsm转子具有转子本体和被施加在该转子本体上的转子绕组,其中,转子本体优选由堆叠的转子叠片构成,其中,转子绕组特别是正交循环的/正交磁场的(orthozyklisch)转子绕组(其特征在于特别小的或狭窄的间隙),所述方法至少包括以下的、以所述顺序实施的步骤:
8.‑
将待灌封的fsm转子竖立地或(轴向)竖直取向地布置在灌封模具中、特别是布置在柱形的灌封模具中并且在必要时封闭灌封模具;
9.‑
将第一(液态)灌封材料从下方引入到灌封模具中(初始浇注或预浇注)直至在灌封模具中达到确定的预填充高度或第一填充高度,在该预填充高度或第一填充高度的情况下,第一灌封材料至少到达转子绕组的下端侧,优选精确地到达转子绕组的下端侧,然而特别是不到达转子绕组的上端侧;
10.‑
将第二(液态)灌封材料从上方引入到灌封模具中,其中,第二灌封材料被浇注、特别是滴流到转子绕组上、特别是转子绕组的上端侧上并且特别是通过毛细作用渗入或浸入到转子绕组中,特别是完全填充或浸渍转子绕组;
11.‑
进一步或重新将第一(液态)灌封材料从下方引入到灌封模具中(完成浇注/最后浇注),直至在灌封模具中达到确定的最终填充高度或第二填充高度,在该最终填充高度或
第二填充高度的情况下,特别是第一灌封材料至少到达转子绕组的上端侧并且特别是位于转子绕组的上端侧上方;
12.‑
使灌封材料硬化,特别是通过自反应的硬化过程或者通过热激活(即通过输入热量),并且在必要时使被灌封的fsm转子脱模,其中,随后选择性地还可以使被灌封的fsm转子在炉或者类似物中进行完全硬化。
13.因此,为了固定转子绕组或者为了施加灌封材料,本发明提出,顺序地利用两种灌封材料灌封fsm转子。通过初始浇注(初始灌注)首先将竖立的fsm转子的转子绕组向下、必要时也侧向地或径向地通过第一灌封材料密封,使得接下来从上方渗入到转子绕组中的第二灌封材料不会向下方、特别是也不会侧向地从转子绕组中流出。在转子绕组被第二灌封材料浸透之后或者说在转子绕组被第二灌封材料“完全渗透”之后,可以用第一灌封材料进行fsm转子的完成浇注(完成灌注)。理想地,此后第二灌封材料仅位于转子绕组内部,其中,特别是不再存在气体夹杂物,并且第一灌封材料——特别是在没有气体夹杂物的情况下——位于其它转子区域中、例如转子空腔中、特别是绕组腔中,和/或形成轴向的和/或径向的转子包套。这两种灌封材料近似形成混合转子灌封部(参见下文)。具有这种混合转子灌封部的fsm转子具有非常高的填充度和良好的机械稳定性或机械稳定的绕组固定。
14.优选地,第一灌封材料具有比第二灌封材料高的粘度(或低的流动性)并且特别是也具有比第二灌封材料高的密度。优选地,不仅第一灌封材料而且第二灌封材料都是树脂材料,特别是相同的树脂材料,例如是聚酯树脂或环氧树脂。
15.优选地,第二灌封材料是未被填充/未被添加的树脂材料,其由于低粘度或高流动性而可以非常好地渗入或浸入转子绕组中。优选地,第一灌封材料是被填充的树脂材料,所述被填充的树脂材料具有非常好的机械的强度特性或稳定性特性。被填充的树脂材料特别是指,其富含至少一种填充材料、例如以陶瓷珠的形式,所述填充材料例如可以具有20μm至200μm的直径,其中,填充材料体积分数优选为至少20体积百分比(vol.
‑
%)、特别优选地为至少40体积百分比并且特别是至少60体积百分比。第二灌封材料也可以是被少量或很少量填充的树脂材料,其填充材料体积分数优选低于第一灌封材料的填充材料体积分数,并且优选低于30体积百分比、特别是低于20体积百分比。
16.第一灌封材料和第二灌封材料的不同粘度以及可能也不同的密度(第一灌封材料的密度可以是第二灌封材料的密度的至少2倍)使在灌封时的充分混合变得困难或者阻碍这种充分混合,但是有利于更加液态的和更轻的第二灌封材料向上方分离(参见下文)。
17.可以将第一灌封材料和/或第二灌封材料以控制体积的方式或以控制量的方式被引入到灌封模具中。可以计算或在试验中确定分别所需的体积或分别所需的量。优选地提出,将第一灌封材料和/或特别是第二灌封材料以可视控制的方式引入灌封模具中。由此可以考虑制造公差、特别是在转子绕组中的制造公差。可视控制的引入可以手动地或也可以自动化地、例如借助于摄像机检测地进行。为此,灌封模具可以构造有观察窗。
18.fsm转子的灌封可以至少暂时地在真空中进行,对此特别是指,优选在用第一灌封材料初始浇注时并且在随后引入第二灌封材料时,至少阶段性地对灌封模具进行真空处理。在必要时,也可以不在真空下利用第一灌封材料进行完成浇注/最后浇注,从而可以事先放开真空(环境)。
19.优选地提出,在进一步引入第一灌封材料之后,可能被过多地引入的和/或从转子
绕组中流出的第二灌封材料作为最上层在灌封模具中沉积或汇集,该第二灌封材料在(灌封材料)硬化之前或必要时也在硬化期间被抽出或以其它合适的方式、例如通过刮掉而被去除。灌封模具也可以构造有溢流部或类似物,通过该溢流部可以将最上方的(液态的)第二灌封材料分离。另选地,由第二灌封材料沉积的最上层可以在硬化之前或者在必要时也可以在硬化期间与位于其下方的由第一灌封材料形成的层混合,其中,在剩余的硬化时间期间不再可能发生分离。最上层的第二灌封材料也可以在硬化之后通过机械的再加工、例如通过车削来移除。
20.根据本发明的用于电机、特别是用于机动车的行驶电机的fsm转子具有转子本体以及被施加在该转子本体上的转子绕组、特别是正交循环的转子绕组。此外,这种fsm转子具有由两种灌封材料形成的混合转子灌封部,从而用第二灌封材料灌封或浸渍转子绕组,并且用第一灌封材料灌封其余的转子区域。优选地,所述混合转子灌封部借助于根据本发明的方法来制造或产生。根据本发明的方法的在此描述的方法特征类似地适用于根据本发明的fsm转子。
附图说明
21.下面根据附图详细说明本发明。在附图中示出的和/或在下面说明的特征也可以独立于特定的特征组合作为本发明的一般性特征并且相应地改进本发明。
22.图1以多个单个视图示意性示出根据本发明的方法的第一优选实施可能性。
23.图2与图1类似地示意性示出根据本发明的方法的第二优选实施可能性。
具体实施方式
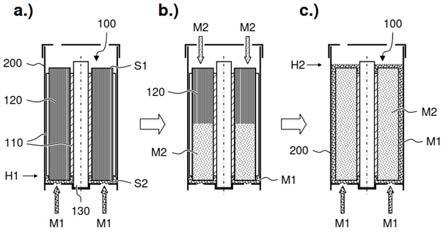
24.图1a以示意性的轴向剖面图示出具有转子本体110和被施加在该转子本体110上的转子绕组120的fsm转子100,该转子绕组可以包括多个绕组部段。优选地,转子绕组120是正交循环的绕组。转子本体110优选由堆叠的转子叠片构成。转子轴130已经被装配或插入,其中,根据结构原理,转子轴也还可以在灌封之后被装配。
25.fsm转子100竖立地或竖直地布置在同样仅示意性示出的灌封模具200中,特别是使得在转子本体110的外周面与灌封模具200的内壁之间基本上不存在间隙。转子绕组120具有下端侧s2和上端侧s1。转子绕组120的轴向端部区域也被称为绕组头部。转子绕组120的轴向中间区域在转子绕组的端部区域或绕组头部之间延伸。
26.在多个步骤中进行fsm转子100的灌封或浸渍,其中,如下面所说明的那样,顺序地将两种不同的灌封材料m1和m2引入到灌封模具200中。
27.首先从下方——例如通过注射的方式——将第一灌封材料m1引入到灌封模具200中(所谓的开始浇注),其中,该第一灌封材料是被填充的(液态)树脂材料,直至上升的灌封材料m1达到确定的预填充高度或开始填充高度h1,其中第一灌封材料至少到达下端侧s2或到达转子绕组120的下绕组头部。这在图1a中表明。
28.随后,将第二灌封材料m2从上方引入到灌封模具200中,其中,该第二灌封材料是未被填充的(稀液状的)树脂材料。在此,第二灌封材料m2——优选与滴流过程类似地——被浇注到转子绕组120上并且特别是通过毛细作用辅助地渗入到转子绕组120中。这在图1b中表明。已经处于灌封模具200中的第一灌封材料m1防止了第二灌封材料m2向下方从转子
绕组120中流出,也就是说转子绕组120在一定程度上从下方通过第一灌封材料m1密封。
29.在用第二灌封材料m2完全填充或浸透转子绕组120之后,再次将第一灌封材料m1从下方引入到灌封模具200中(所谓的完成浇注),直至上升的第一灌封材料m1达到确定的最终填充高度或完成填充高度h2,其中第一灌封材料至少到达转子绕组120的上端侧s2或覆盖上方的绕组头部。这在图1c中表明。可能被过多引入的和/或从转子绕组120中流出的第二灌封材料m2由于其与第一灌封材料m1相比更低的粘度和密度而作为上方的层在灌封模具200中沉积,然后对此可以相应地进行处理,如上面描述的那样。
30.现在,使灌封材料m1和m2硬化。在灌封材料m1和m2硬化之后,可以打开灌封模具200并且可以使被灌封的fsm转子100脱模。优选地,灌封模具200被设计为多件式的。
31.在图2中示出的实施可能性中,在开始浇注时达到在上端侧s1下方的较高的填充高度或预填充高度h1’(参见图2a),而第一灌封材料m1(被填充的树脂材料)不会由于其相对高的粘度和密度而渗入到转子绕组120中。其它步骤类似于第一实施可能性(参见图1和前面的说明)来实施,其中,在引入第二灌封材料m2(参见图2b)时第一灌封材料m1不仅从下方、而且也侧向或径向地密封fsm转子100或转子绕组120。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1