一种磁悬浮电机装配工装、电机及装配方法与流程
1.本发明涉及磁悬浮电机领域,尤其涉及一种磁悬浮电机装配工装、电机及装配方法。
背景技术:
2.随着科学技术的发展和生产的需求,磁悬浮高速电机已成为国际电工领域研究的热点之一。由于磁悬浮高速电机具有能量密度高、结构尺寸小、效率高等优点,目前已经广泛应用于微型燃气轮机、高速离心压缩机、分子泵、高速加工中心、飞轮储能等工业领域,并且其应用范围仍在不断扩大。磁悬浮电机在工作过程中,电机转子的稳定性是保证电机平稳、高效运行的关键。电机转子的永磁体的磁性能、转子本身的动平衡性都直接影响磁悬浮电机的工作性能。
3.中国实用新型专利申请(公开号cn210210199u,公开日:20200331)公开了一种用于磁悬浮轴承装配的工装,包括弧形的轴承部装连接板;轴承部装连接板一端设有吊装板,轴承部装连接板另一端设有弧形的轴承部装固定台;轴承部装固定台设置在轴承部装连接板的内侧,吊装板设置在轴承部装连接板的外侧;轴承部装固定台上设有多个轴承部装连接通孔。本实用新型一种用于磁悬浮轴承装配的工装,解决了依靠人力很难进行大直径磁悬浮轴承部装装配的问题,提高了磁悬浮电机的装配效率,并且保证了磁悬浮轴承的装配精度。
4.现有技术存在以下不足:在装配过程中,由于转子磁钢部位具有强磁,导致电机装配过程较为困难,转子会因磁力与电机定子发生碰撞和摩擦,导致转子表面受损。同时,轴向磁轴承下压过程由于磁力较大,并且下压过程某一位置磁力会由排斥力突然变为吸引力,容易导致工人受伤和轴向磁轴承因碰撞而损坏。
技术实现要素:
5.本发明的目的是:针对上述问题,提出采用第四工装外壁与后轴承座和电机定子的转子孔位相配合,同时定位凹槽对转子后端外表面相配合;进而对转子装配时进行导向防止其左右移动,避免转子因磁力与电机定子发生碰撞和摩擦导致转子表面受损;同时,在轴向磁轴承内孔与转子外壁之间设置有工装凸台以防止轴向磁轴承与转子外壁发生碰撞,在轴向磁轴承下方设置海绵材料的第四工装,防止轴向磁轴承因受到吸引力作用突然下落造成工人受伤和轴向磁轴承损坏的一种磁悬浮电机装配工装、电机及装配方法。
6.为了实现上述的目的,本发明采用了以下的技术方案:一种磁悬浮电机装配工装,该工装包括第一工装、第二工装、第三工装和第四工装;第一工装设置有支撑面和第一孔位,支撑面用于贴合支撑前轴承座端面,第一孔位用于容纳转子前端伸出前轴承座部分;第二工装设置有第二孔位和径向设置的工装开口,第二孔位用于套设在转子外壁,第二工装在工装开口位置被分割为不连通的两部分,并且第二工装材料为海绵;第三工装设置有工装凸台,工装凸台设置有轴向贯穿的凸台内孔;凸台内
孔用于套设在转子外壁,工装凸台外壁用于嵌设在轴向磁轴承内孔;第四工装外表面用于与后轴承座和电机定子的转子孔位相配合,第四工装设置有定位凹槽,定位凹槽内表面与转子后端外表面相配合。
7.作为优选,第一工装材料为铝合金。第三工装材料为铝合金。第四工装材料为硬质橡胶。
8.作为优选,第一孔位直径大于转子前端伸出前轴承座部分的直径。
9.作为优选,凸台内孔与转子外壁之间存在间隙。
10.作为优选,工装凸台的高度小于轴向磁轴承内孔在轴向的长度。
11.另外,本发明还公开了一种磁悬浮电机,该电机采用所述的装配工装组装,该电机包括前轴承座、转子、推力盘、轴向隔圈、轴向磁轴承、径向磁轴承、后轴承座和电机定子;前轴承座和后轴承座分别位于电机定子前后两端,两个轴向磁轴承和一个径向磁轴承都位于前轴承座内,另一个径向磁轴承位于后轴承座内;推力盘固定在转子上,轴向磁轴承和径向磁轴承都套设在转子外壁,并且两个轴向磁轴承分别位于推力盘轴向两端。
12.另外,本发明还公开了一种磁悬浮电机装配方法,该方法用于组装所述一种磁悬浮电机,该方法包括以下的步骤:(s1)将一个径向磁轴承安装至前轴承座后,将前轴承座放置在第一工装的支撑面上,然后将一个轴向磁轴承与轴向隔圈按照安装顺序依次安装在前轴承座上相应位置;(s2)将推力盘固定安装至转子上;而后将推力盘朝下,把转子中心与前轴承座中心孔对齐,将推力盘安装至前轴承座上;(s3)将第二工装放置在前轴承座上表面;而后分别将另一个轴向磁轴承和第三工装套设在转子外壁,第三工装位于轴向磁轴承上方,并且工装凸台外壁嵌设在轴向磁轴承内孔;双手贴合第三工装和轴向磁轴承上表面向下压,直至轴向磁轴承与第一工装上表面接触;抽掉第一工装,第一工装沿着工装开口变形脱离转子,进而将轴向磁轴承安装在前轴承座上;而后将第三工装拆掉;(s4)将另一个径向磁轴承安装至后轴承座,并且将后轴承座和电机定子组装至一起;而后将以上步骤中组装的转子及前轴承座组合件调头并且吊起至电机定子上方,转子中心对准电机定子中心;(s5)将第四工装沿着后轴承座和电机定子的转子孔位向上伸,直至与转子下端接触,并且定位凹槽内表面与转子外表面相配合;而后缓慢将转子及前轴承座组合件下放,该过程第四工装始终保持与转子接触,直至前轴承座完全下落与电机定子上表面接触;(s6)拆除第四工装,将前轴承座固定至电机定子上完成磁悬浮电机装配过程。
13.作为优选,转子上方端面设置有螺纹孔;将转子及前轴承座组合件吊起时,先在转子上方端面的螺纹孔旋合固定设置吊环,而后用吊车通过吊动吊环将转子及前轴承座组合件吊起。
14.本发明采用上述技术方案的一种磁悬浮电机装配工装、电机及装配方法的优点是:在组装转子及前轴承座组合件时,先采用第四工装沿着后轴承座和电机定子的转子孔位向上伸,直至与转子下端接触,并且定位凹槽内表面与转子外表面相配合;而通过定位凹槽与转子下端的配合进而防止其左右移动,避免转子因磁力与电机定子发生碰撞和摩
擦导致转子表面受损。同时,在组装轴向磁轴承时,将第二工装放置在前轴承座上表面;而后分别将上方轴向磁轴承和第三工装套设在转子外壁,第三工装位于轴向磁轴承上方,并且工装凸台外壁嵌设在轴向磁轴承内孔;双手贴合第三工装和轴向磁轴承上表面向下压,直至轴向磁轴承与第一工装上表面接触;抽掉第一工装,第一工装沿着工装开口变形脱离转子,进而将轴向磁轴承安装在前轴承座上;即此种方式中,在轴向磁轴承内孔与转子外壁之间设置有工装凸台以防止轴向磁轴承与转子外壁发生碰撞,在轴向磁轴承下方设置海绵材料的第四工装,防止轴向磁轴承因受到吸引力作用突然下落造成工人受伤和轴向磁轴承损坏。
附图说明
15.图1为组装轴向磁轴承的结构示意图。
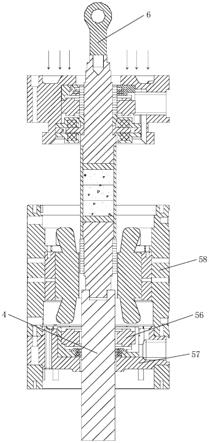
16.图2为组装转子及前轴承座组合件的结构示意图。
17.图3为第一工装的结构示意图。
18.图4、图5为第二工装的结构示意图。
19.图6为第三工装的结构示意图。
20.图7为第四工装的结构示意图。
[0021]6‑
吊环。
具体实施方式
[0022]
下面结合附图对本发明的具体实施方式进行详细的说明。
[0023]
实施例1如图1
‑
7所示的一种磁悬浮电机装配工装,该工装包括第一工装1、第二工装2、第三工装3和第四工装4;第一工装1设置有支撑面11和第一孔位12,支撑面11用于贴合支撑前轴承座端面,第一孔位12用于容纳转子前端伸出前轴承座部分;第二工装2设置有第二孔位21和径向设置的工装开口22,第二孔位21用于套设在转子外壁,第二工装2在工装开口22位置被分割为不连通的两部分,并且第二工装2材料为海绵;第三工装3设置有工装凸台31,工装凸台31设置有轴向贯穿的凸台内孔32;凸台内孔32用于套设在转子外壁,工装凸台31外壁用于嵌设在轴向磁轴承内孔;第四工装4外表面用于与后轴承座和电机定子的转子孔位相配合,第四工装4设置有定位凹槽41,定位凹槽41内表面与转子后端外表面相配合。此种方式中,在组装转子及前轴承座组合件时,先采用第四工装4沿着后轴承座和电机定子的转子孔位向上伸,直至与转子下端接触,并且定位凹槽41内表面与转子外表面相配合;而通过定位凹槽41与转子下端的配合进而防止其左右移动,避免转子因磁力与电机定子发生碰撞和摩擦导致转子表面受损。同时,在组装轴向磁轴承时,将第二工装2放置在前轴承座上表面;而后分别将上方轴向磁轴承和第三工装3套设在转子外壁,第三工装3位于轴向磁轴承上方,并且工装凸台31外壁嵌设在轴向磁轴承内孔;双手贴合第三工装3和轴向磁轴承上表面向下压,直至轴向磁轴承与第一工装1上表面接触;抽掉第一工装1,第一工装1沿着工装开口22变形脱离转子,进而将轴向磁轴承安装在前轴承座上;即此种方式中,在轴向磁轴承内孔与转子外壁之间设置有工装凸台以防止轴向磁轴承与转子外壁发生碰撞,在轴向磁轴承下方设置海绵材料的第四工装,防止轴向磁轴承因受到吸引力作用突然下落造成工人受
伤和轴向磁轴承损坏。
[0024]
第一工装1材料为铝合金。第三工装3材料为铝合金。第四工装4材料为硬质橡胶。
[0025]
第一孔位12直径大于转子前端伸出前轴承座部分的直径以便转子前端伸出前轴承座部分能快速的伸入第一孔位12。
[0026]
凸台内孔32与转子外壁之间存在间隙以避免下压轴向磁轴承时与转子外壁产生较大的摩擦,从而保证快速的将轴向磁轴承下压。工装凸台31的高度小于轴向磁轴承内孔在轴向的长度。
[0027]
一种磁悬浮电机,该电机采用所述的装配工装组装,该电机包括前轴承座51、转子52、推力盘53、轴向隔圈54、轴向磁轴承55、径向磁轴承56、后轴承座57和电机定子58;前轴承座51和后轴承座57分别位于电机定子58前后两端,两个轴向磁轴承55和一个径向磁轴承56都位于前轴承座51内,另一个径向磁轴承56位于后轴承座57内;推力盘53固定在转子52上,轴向磁轴承55和径向磁轴承56都套设在转子52外壁,并且两个轴向磁轴承55分别位于推力盘53轴向两端。
[0028]
一种磁悬浮电机装配方法,该方法用于组装述一种磁悬浮电机,该方法包括以下的步骤:(s1)将一个径向磁轴承56安装至前轴承座51后,将前轴承座51放置在第一工装1的支撑面11上,然后将一个轴向磁轴承55与轴向隔圈54按照安装顺序依次安装在前轴承座51上相应位置;(s2)将推力盘53固定安装至转子52上;而后将推力盘53朝下,把转子52中心与前轴承座51中心孔对齐,将推力盘53安装至前轴承座51上;(s3)将第二工装2放置在前轴承座51上表面;而后分别将另一个轴向磁轴承55和第三工装3套设在转子52外壁,第三工装3位于轴向磁轴承55上方,并且工装凸台31外壁嵌设在轴向磁轴承55内孔;双手贴合第三工装3和轴向磁轴承55上表面向下压,直至轴向磁轴承55与第一工装1上表面接触;抽掉第一工装1,第一工装1沿着工装开口22变形脱离转子52,进而将轴向磁轴承55安装在前轴承座51上;而后将第三工装3拆掉;(s4)将另一个径向磁轴承56安装至后轴承座57,并且将后轴承座57和电机定子58组装至一起;而后将以上步骤中组装的转子52及前轴承座51组合件调头并且吊起至电机定子58上方,转子52中心对准电机定子58中心;(s5)将第四工装4沿着后轴承座57和电机定子58的转子孔位向上伸,直至与转子52下端接触,并且定位凹槽41内表面与转子外表面相配合;而后缓慢将转子52及前轴承座51组合件下放,该过程第四工装4始终保持与转子52接触,直至前轴承座51完全下落与电机定子58上表面接触;(s6)拆除第四工装4,将前轴承座51固定至电机定子58上完成磁悬浮电机装配过程。
[0029]
转子52上方端面设置有螺纹孔;将转子52及前轴承座51组合件吊起时,先在转子52上方端面的螺纹孔旋合固定设置吊环,而后用吊车通过吊动吊环将转子52及前轴承座51组合件吊起。通过使用可拆卸的吊环与转子52上方端面的螺纹孔的旋合来实现转子52及前轴承座51组合件的吊起过程,而不需要在磁悬浮电机其他部位重新设置固定吊环,优化了磁悬浮电机的结构。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1