电机端盖、电机及空调器的制作方法
1.本发明属于电机技术领域,更具体地说,是涉及一种装配精度高的电机端盖及应用其的电机及空调器。
背景技术:
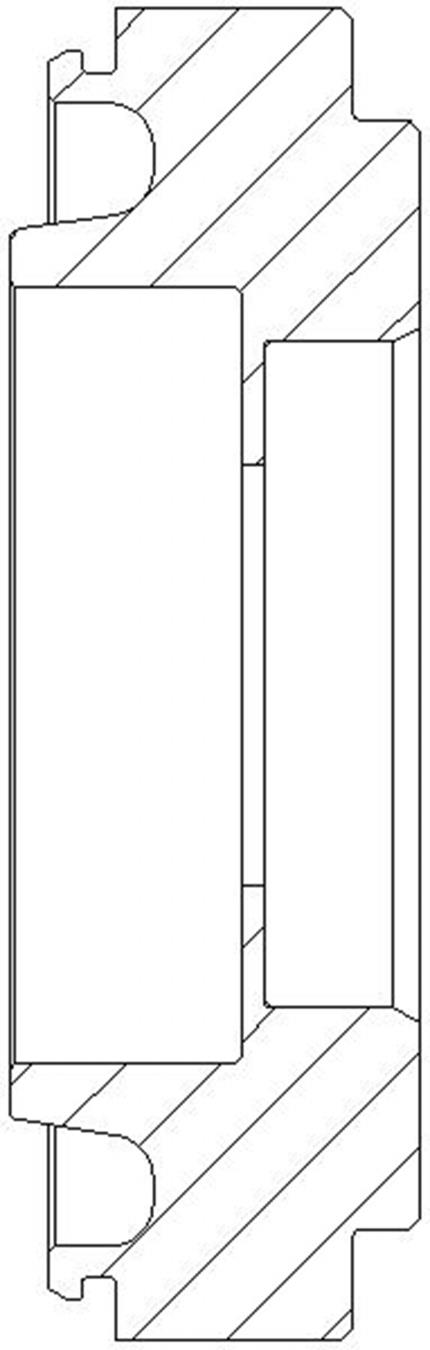
2.目前,市面上的空调器,其电机的端盖及机壳出于通用化、便于加工的角度大多设置成独立的两个部件,通过对应止口结构的配合实现装配,如图1所示。但此类端盖及机壳互为独立部件的装配结构,需要分别对部件的安装两面进行加工,由于加工过程中车床或铣床二次装夹的问题,导致端盖或机壳安装两面的同轴度存在偏差,其偏差范围一般为0.03~0.06。对于一般场合的应用,该程度的偏差尚可满足使用,但对于客户较高的装配精度要求,由于部件本身的以上加工限制了装配时的同轴度,故几乎无法一次装配完成。
3.现有技术中,公开号为cn202157971u的专利申请采用了机壳、端盖一体化的装配结构,此种装配结构仅保证了止口与轴承室的同轴要求,未解决加工过程中二次装夹带来的同轴度不良的问题,故仍无法保证足够高的装配精度;公开号为cn213164151u的专利申请提供了一种法兰车削工装,其目的是保证电机半总成或整机装配后,以转轴为基准再次加工端盖表面,以保障电机的对外安装尺寸;但此种装配结构不适合大尺寸、大重量的电机生产使用,且再次加工会产生较高的加工成本,同时在其拆机后二次装机时的精度仍无法保证;公开号为cn107497613a的专利申请采用工装辅助装配的结构,其具体利用辅助工装对转轴进行调紧定位,然后再拆除工装,此种装配结构装配精度较高,但同时具有操作复杂、调整时间长的缺陷,故不适合大批量生产使用;公开号为cn213279356u的专利申请通过弹性装置对轴承安装进行整定调心,其装置中的弹性体采用橡胶或塑料材料制成,导致其端盖的结构强度较弱,从而限制了其在外部高温或温度变化工况下的使用;且其材料易老化,长期使用容易引发噪音问题。
4.因此,现有的空调器的电机的端盖及机壳需进行二次装夹加工,导致其在装配时同轴精度较低,是本领域亟待解决的技术问题。
技术实现要素:
5.本发明为了解决现有的空调器的电机的端盖及机壳需进行二次装夹加工,导致其在装配时同轴精度较低的技术问题,提出一种装配精度高的电机端盖及应用其的电机及空调器。
6.为解决以上问题,本发明采用的技术方案是:提供一种电机端盖,包括:第一端盖,其上设有作为轴承室的第一通孔,其外圆周面呈第一锥状安装面;第二端盖,其上设有作为油封室的第二通孔,其外圆周面呈第二锥状安装面;第三端盖,其上设有第三通孔,第三通孔的内圆周面为与第一锥状安装面和第二锥状安装面相配合的第三锥状安装面,第三端盖上还设有多个与机壳连接的通孔。
7.优选地,第一端盖在靠近第二端盖的端面上设有第一台阶,第二端盖在靠近第一端盖的端面上设有与第一台阶相匹配的第二台阶。
8.进一步地,第一端盖和第二端盖之间设有弹性垫圈,弹性垫圈上设有与第一台阶和第二台阶配合的第四台阶。
9.优选地,第一端盖、第二端盖、第三端盖和弹性垫圈之间均采用点胶固定。
10.优选地,第二端盖的外圆周面靠近第一端盖的一端设有平行于第二端盖的轴线的导向面。
11.优选地,第一端盖和第二端盖之间的间隙与弹性垫圈的厚度之比为0.7
‑
0.85。
12.优选地,第一锥状安装面与第二锥状安装面的倾斜方向一致。
13.优选地,第三锥状安装面与第一锥状安装面和第二锥状安装面的接触面积比例均为70
‑
90%。
14.优选地,第一锥状安装面、第二锥状安装面、第三锥状安装面的粗糙度均在ra0.2~ra6.3。
15.本发明还提供一种电机,包括机壳,设于机壳一端的端盖结构,端盖结构采用上述的电机端盖,电机端盖通过螺钉与机壳连接固定。
16.进一步地,第一端盖的第一锥状安装面远离第二端盖的一端设有与机壳定位的第一止口,机壳上设有与第一止口配合定位的第二止口。
17.本发明还提供一种空调器,该空调器使用了上述的电机。
18.与现有技术相比,本发明将电机端盖拆解加工,使得各部分端盖的装配面均为一次加工得到,各部分独立装配精度高;利用各部分端盖之间的锥形配合及螺钉的预紧力、弹性垫圈的径向力作用进行装配导正,从而使得整体装配精度进一步提高。
附图说明
19.图1为现有的空调器的电机的端盖与机壳的装配结构示意图;图2为本发明提供的电机端盖的整体装配结构示意图;图3为本发明提供的电机端盖的第一端盖的结构示意图;图4为本发明提供的电机端盖的第二端盖的结构示意图;图5为本发明提供的电机端盖的第三端盖的结构示意图;图6为本发明提供的电机端盖的弹性垫圈的结构示意图;图7为本发明提供的电机端盖的第二端盖的导向面的结构示意图;图8为本发明提供的电机的电机端盖与机壳的爆炸结构示意图。
20.其中,图中各附图主要标记:1
‑
第一端盖;11
‑
第一通孔;12
‑
第一锥状安装面;13
‑
第一台阶;14
‑
第一止口;15
‑
外圆安装面;2
‑
第二端盖;21
‑
第二通孔;22
‑
第二锥状安装面;23
‑
第二台阶;24
‑
导向面;25
‑
第三台阶;3
‑
第三端盖;31
‑
第三通孔;32
‑
第三锥状安装面;33
‑
通孔;34
‑
第五台阶;4
‑
弹性垫圈;41
‑
第四台阶;5
‑
后盖;6
‑
螺钉;7
‑
机壳;8
‑
转子;9
‑
轴承。
具体实施方式
21.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结
合附图2
‑
8及实施例,对本发明进行进一步详细说明。
22.请一并参阅图2
‑
8,本发明提供的电机端盖,包括:第一端盖1,其上设有作为轴承9室的第一通孔11,其外圆周面呈第一锥状安装面12;第二端盖2,其上设有作为油封室的第二通孔21,其外圆周面呈第二锥状安装面22;第三端盖3,其上设有第三通孔31,第三通孔31的内圆周面为与第一锥状安装面12和第二锥状安装面22相配合的第三锥状安装面32;第三端盖3上还设有多个与机壳7连接的通孔33,通过螺钉6穿过通孔33将电机端盖固定连接于机壳7,并通过螺钉6将第三端盖3与机壳7的预紧锁固作用,实现第三锥状安装面32分别与第一锥状安装面12、第二锥状安装面22对应紧密地进行锥度配合,实现第一端盖1、第二端盖2和第三端盖3之间的整体同轴度、垂直度调节优化,从而保证三者构成的电机端盖整体与机壳7的装配实现一步到位。
23.在本实施例中,第一端盖1在靠近第二端盖2的端面上设有圆周凹陷的第一台阶13,第二端盖2在靠近第一端盖1的端面上设有与第一台阶13相匹配的圆周凸起的第二台阶23,第一台阶13和第二台阶23的配合还起到定位的作用。作为更优的实施例,第一端盖1和第二端盖2之间设有弹性垫圈4,弹性垫圈4上设有与第一台阶13和第二台阶23配合的第四台阶41,弹性垫圈4分别面向第一端盖1和第二端盖2的两面对应涂胶,通过胶水将第一端盖1、弹性垫圈4和第二端盖2对应粘合成一个整体,并利用弹性垫圈4在三者之间进行锥度配合时收到挤压作用,分别提供第一端盖1、第二端盖2以对应的轴向力,从而使三者之间的锥状安装面配合更加紧密,并减小安装过程中的机械应力。该弹性垫圈4优选为采用橡胶及其复合材料制成,也可以使用带弹性的塑料制成。第一端盖1和第二端盖2之间的间隙与弹性垫圈4的厚度之比优选为为0.7
‑
0.85,以防挤压过度。作为另一种实施例,第一端盖1和第二端盖2也可以不设弹性垫圈4,从而缩小了二者之间的配合间隙,可以直接在二者之间涂覆胶水实现将二者粘接为一个整体。
24.作为优选的实施例,第二端盖2的外圆周面靠近第一端盖1的一端设有平行于第二端盖2的轴线的导向面24,该导向面24与第二锥状安装面22相接,使第三端盖3在装配过程中先于第二锥状安装面22接触,从而实现电机端盖的第二端盖2和第三端盖3之间的初始位置的定位关系。作为一种实施方式,第二端盖2的外圆周面在第二锥状安装面22远离第一端盖1的一端设有第三台阶25,该第三台阶25用于与电机的安装支架固定连接。作为另一种实施方式,第三端盖3的内圆周面在中部设有第五台阶34,该第五台阶34将其内圆周面分成分别与第一锥状安装面12和第二锥状安装面22对应匹配的第三锥状安装面32的两个部分。
25.在本实施例中,第一锥状安装面12与第二锥状安装面22的倾斜方向一致。该倾斜方向可以呈现为:第一锥状安装面12靠近第二端盖2的一端的外径大于第二锥状安装面靠近第一锥状安装面靠近第一端盖1的一端的外径,第一锥状安装面从其远离第二端盖2的一端向其靠近第二端盖2的一端外径逐渐缩小,第二锥状安装面从其靠近第一端盖1的一端向其远离第一端盖1的一端外径逐渐缩小,即从第一锥状安装面远离第二端盖2的一端,向第二锥状安装面远离第一端盖1的一端外径逐渐缩小;也可以呈现为与上述倾斜方向相反的倾斜方向,即从第一锥状安装面远离第二端盖2的一端,向第二锥状安装面远离第一端盖1的一端外径逐渐增大。作为优选的实施例,第三锥状安装面分别与第一锥状安装面和第二锥状安装面的对应接触面积比例均为70
‑
90%,以保障锥状安装面之间的配合强度。第三锥状安装面分别与第一锥状安装面和第二锥状安装面的对应锥状安装面配合锥度优选为均
为7:24,以满足对刀具的通用性要求。第一锥状安装面12、第二锥状安装面22、第三锥状安装面32的粗糙度优选为均在ra0.2~ra6.3,以避免锥状安装面过于粗糙而导致装配过程中发生卡阻。
26.作为优选的实施例,第一端盖1、第二端盖2、第三端盖3和弹性垫圈4之间均采用点胶固定。
27.本发明还提供一种电机,包括机壳7,伸出机壳7一端的转子8及轴承9,设于机壳7一端的端盖结构,端盖结构采用上述的电机端盖,通过螺钉6穿过第三端盖3的通孔33和固定连接于机壳7一端的端面上的安装孔,实现电机端盖与机壳7的固定连接机壳7的另一端还设有后盖5。在本实施例中,第一端盖1的第一锥状安装面12远离第二端盖2的一端设有与机壳7定位的第一止口14,机壳7的内圆周面上设有与第一止口14配合定位的第二止口电机端盖通第一止口14与第二止口、以及螺钉6穿过通孔33和安装孔固定连接于所述机壳7。作为一种实施例,第一端盖1由外至内设有第一侧壁和第二侧壁,第一侧壁的外圆周面呈第一锥装安装面,第一侧壁的内圆周面和第二侧壁的外圆安装面15之间形成一环状凹槽,第二侧壁的外圆安装面15及该环状凹槽形成便于加工夹持的容纳结构。
28.本发明还提供一种空调器,该空调器使用了上述的电机,该空调器设有用于安装上述电机的安装支架。
29.本发明提高的电机,其电机端盖与机壳7装配时步骤如下:首先将电机的轴承9导入第一端盖1的轴承9室中,使第一端盖1的第一止口14与机壳7内圆周面的第二止口紧密配合安装。然后,在第一端盖1的远离第一止口14的一侧放置弹性垫圈4,并涂覆胶水。再将第二端盖2的油封室向外放置在弹性垫圈4表面。此后将第三端盖3利用锥状安装面配合安装在第一端盖1、第二端盖2的外侧。
30.在安装第三端盖3的过程中,先通过第二端盖2的导向面24实现第三锥状安装面32与第二锥状安装面22先接触,使第二端盖2与第三端盖3确定初始的位置关系,此时第二端盖2与第三端盖3之间为间隙配合。然后第一端盖1通过第一锥状安装面12与第三锥状安装面32配合,此时第二端盖2与第三端盖3之间紧密配合。最后锁固螺钉6,此时弹性垫圈4提供给第二端盖2、第三端盖3轴向力,使各端盖之间利用锥状安装面配合紧密,带胶水固化后,电机装配完成。
31.由于第一端盖1的第一止口14、第一锥状安装面12、轴承9室为同一加工工序得到,第二端盖2的第三台阶25、第二锥状安装面22为同一加工工序得到,第三端盖3的第三锥状安装面32与第一端盖1、第二端盖2通过螺钉6的预紧力紧密配合,且各端盖配合面均未使用二次装夹,故其同轴度、垂直度等形位关系可实现最优。
32.同时,由于各端盖之间的锥状安装面锥度保证一致,使得锥状安装面的配合接触面最大化,避免锥状安装面差值过大引起的点接触不良。 当电机端盖需要拆除并二次安装时,由于装配时的胶水已经将第一端盖1、第二端盖2、第三端盖3、弹性垫圈4粘接为一个整体,故再次安装时可直接整体使用,保证了原有的装配精度。
33.以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1