一种增减材混合的成形定子铁芯及其制造方法
1.本发明属于定子铁芯技术领域,具体的说是一种增减材混合的成形定子铁芯及其制造方法。
背景技术:
2.定子铁芯是电机此路内的一部分,定子铁芯和转子铁芯、定子和转子之间的气隙一起组成电机的完整磁路。
3.公开号为cn101958612b的一项中国专利公开了定子铁芯及其制造方法,其为展开式铁芯,由周向分布的多个单元铁芯(1)组装成环状,各单元铁芯(1)均具有轭部(11)、从轭部(11)径向放射状延伸的齿部(12)以及位于齿部(12)顶端的齿端部(13),定子铁芯的齿端部具有至少一个开口部(14)。
4.现有的定子铁芯是由块形或条形铁芯拼装而成,在块形的定子铁芯在拼装时,一般是通过胶粘或是焊接来进行组装,在该块形的定子铁芯的焊接或是粘接时,需要将多块定子对齐之后才可进行焊接组装,该安装方式较为繁琐,安装精度较差。
5.为此,本发明提供一种增减材混合的成形定子铁芯及其制造方法。
技术实现要素:
6.为了弥补现有技术的不足,解决背景技术中所提出的至少一个技术问题。
7.本发明解决其技术问题所采用的技术方案是:本发明所述的一种增减材混合的成形定子铁芯及其制造方法,包括块形定子铁芯;所述块形定子铁芯侧面设置有连接齿;多个所述块形定子铁芯相互拼接安装为定子铁芯;多个所述块形定子铁芯之间设有胶水;在安装时,取四块相同的块形定子铁芯,然后将块形定子铁芯的连接齿处对齐拼接,同时在块形定子铁芯相互接触的位置涂覆胶水,待胶水将多个块形定子铁芯固定在一起后,即完成定子铁芯的安装,通过在块形定子铁芯上设有连接齿来进行定位,可使多个块形定子铁芯在拼装时,可便捷的进行定位拼装,同时连接齿可增加多个块形定子铁芯之间的接触面积,提升多个块形定子铁芯在拼装后的固定稳定性。
8.优选的,所述块形定子铁芯的连接齿处开设有通孔;所述通孔内部安装有铆接杆;所述铆接杆中部开设有引流槽;所述引流槽与连接齿之间灌注有胶水;通过在多个块形定子铁芯之间安装有铆接杆,可使多个块形定子铁芯在拼装后有更高的稳定性,使得定子铁芯在使用时的稳定性也会提升。
9.优选的,所述连接齿内部设有多组u形凹槽;所述u形凹槽设置在连接齿上;所述u形凹槽设在通孔侧壁处;通过在连接齿之间设有u形凹槽,可使填充在通孔内部的胶水流到u形凹槽内部,该设置可增加连接齿与胶水的接触面积,使得胶水对连接齿的固定更加稳定。
10.优选的,所述引流槽侧壁上固接有弹性条;所述弹性条在引流槽上设有多组;通过在上设有弹性条,可增加胶水与铆接杆的接触面积,同时提升胶水对铆接杆的控制力,减少
铆接杆会在通孔内部出现转动问题。
11.优选的,所述引流槽侧壁上固接有凸齿;所述凸齿在引流槽上设有多组;所述凸齿的端部为朝向弹性条设置;通过在铆接杆中部设有凸齿,可使得胶水在填充在通孔内部时,胶水与铆接杆的接触面积增加,提升铆接杆在通孔内部的稳定性。
12.优选的,所述弹性条与铆接杆之间设有控制球;所述控制球与弹性条之间连接有铁丝;所述控制球与铆接杆之间连接有弹片;通过在弹性条和铆接杆之间连接有控制球,可使胶水填充在通孔内部后,弹性条中部不会出现大幅晃动,提升弹性条在铆接杆上的稳定性,使得弹性条与铆接杆的配合更加稳定。
13.优选的,所述引流槽侧壁固接有多组喇叭形弹性圈;所述喇叭形弹性圈将控制球包裹;所述喇叭形弹性圈的端口朝向弹性条;所述喇叭形弹性圈侧壁固接有密封圈;通过在控制球周围设有喇叭形弹性圈,可在通孔内部填充胶水的过程中,胶水会将控制球向喇叭形弹性圈内部挤压,使控制球通过铁丝拉扯弹性条,使弹性条在铆接杆上更加不易出现晃动的问题,提升弹性条、铆接杆在块形定子铁芯内部的稳定性。
14.优选的,所述控制球靠近铁丝的一侧固接有柔性垫;通过在控制球的一侧设有柔性垫,可增加胶水填充时,对控制球的压力,使得控制球更易于进入到喇叭形弹性圈内部对弹性条进行拉扯。
15.一种增减材混合的成形定子铁芯的制造方法,该方法适用于上述一种增减材混合的成形定子铁芯;该制造方法包括:
16.s1:取四块块形定子铁芯该处的块形定子铁芯大小和型号相同,将块形定子铁芯浸泡在温度为40℃胶水内部,浸泡5-10min,然后将块形定子铁芯取出备用;
17.s2:将多个块形定子铁芯对其拼装一起,此时多个块形定子铁芯可组成一个完整的圆形,然后将组装完成定子铁芯的表面胶水去除;
18.s3:将定子铁芯放置在冷冻装置内部降温至-2℃,将定子铁芯取出然后对定子铁芯之间的缝隙处进行补充胶水,待定子铁芯温度升至常温即完成定子铁芯的制造。
19.优选的,所述s2中提出的块形定子铁芯在拼装时,需要在块形定子铁芯内部的通孔插入铆接杆,之后在将胶水填充在通孔内部,完成铆接杆对块形定子铁芯的固定。
20.本发明的有益效果如下:
21.1.本发明所述的一种增减材混合的成形定子铁芯及其制造方法,通过在块形定子铁芯上设有连接齿来进行定位,可使多个块形定子铁芯在拼装时,可便捷的进行定位拼装,同时连接齿可增加多个块形定子铁芯之间的接触面积,提升多个块形定子铁芯在拼装后的固定稳定性。
22.2.本发明所述的一种增减材混合的成形定子铁芯及其制造方法,通过在多个块形定子铁芯之间安装有铆接杆,可使多个块形定子铁芯在拼装后有更高的稳定性,使得定子铁芯在使用时的稳定性也会提升。
附图说明
23.下面结合附图对本发明作进一步说明。
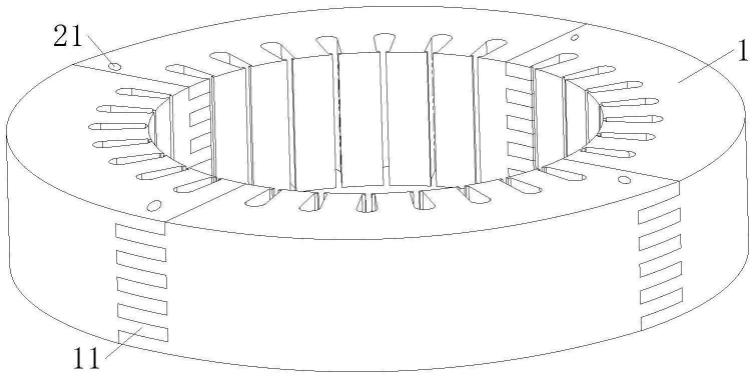
24.图1是本发明的立体图;
25.图2是本发明的横截面局部剖视图;
26.图3是本发明中铆接杆的局部剖视图;
27.图4是图3中a处局部放大图;
28.图5是控制球的结构示意图;
29.图6是本发明中的方法流程示意图;
30.图中:1、块形定子铁芯;11、连接齿;2、通孔;21、铆接杆;22、引流槽;3、u形凹槽;4、弹性条;5、凸齿;6、控制球;61、铁丝;62、弹片;7、喇叭形弹性圈;71、密封圈;8、柔性垫。
具体实施方式
31.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
32.实施例一
33.如图1至图2所示,本发明实施例所述的一种增减材混合的成形定子铁芯及其制造方法,包括块形定子铁芯1;所述块形定子铁芯1侧面设置有连接齿11;多个所述块形定子铁芯1相互拼接安装为定子铁芯;多个所述块形定子铁芯1之间设有胶水;在安装时,取四块相同的块形定子铁芯1,然后将块形定子铁芯1的连接齿11处对齐拼接,同时在块形定子铁芯1相互接触的位置涂覆胶水,待胶水将多个块形定子铁芯1固定在一起后,即完成定子铁芯的安装,通过在块形定子铁芯1上设有连接齿11来进行定位,可使多个块形定子铁芯1在拼装时,可便捷的进行定位拼装,同时连接齿11可增加多个块形定子铁芯1之间的接触面积,提升多个块形定子铁芯1在拼装后的固定稳定性。
34.所述块形定子铁芯1的连接齿11处开设有通孔2;所述通孔2内部安装有铆接杆21;所述铆接杆21中部开设有引流槽22;所述引流槽22与连接齿11之间灌注有胶水;通过在多个块形定子铁芯1之间安装有铆接杆21,可使多个块形定子铁芯1在拼装后有更高的稳定性,使得定子铁芯在使用时的稳定性也会提升。
35.所述连接齿11内部设有多组u形凹槽3;所述u形凹槽3设置在连接齿11上;所述u形凹槽3设在通孔2侧壁处;通过在连接齿11之间设有u形凹槽3,可使填充在通孔2内部的胶水流到u形凹槽3内部,该设置可增加连接齿11与胶水的接触面积,使得胶水对连接齿11的固定更加稳定。
36.如图3所示,所述引流槽22侧壁上固接有弹性条4;所述弹性条4在引流槽22上设有多组;通过在12上设有弹性条4,可增加胶水与铆接杆21的接触面积,同时提升胶水对铆接杆21的控制力,减少铆接杆21会在通孔2内部出现转动问题。
37.如图4所示,所述引流槽22侧壁上固接有凸齿5;所述凸齿5在引流槽22上设有多组;所述凸齿5的端部为朝向弹性条4设置;通过在铆接杆21中部设有凸齿5,可使得胶水在填充在通孔2内部时,胶水与铆接杆21的接触面积增加,提升铆接杆21在通孔2内部的稳定性。
38.所述弹性条4与铆接杆21之间设有控制球6;所述控制球6与弹性条4之间连接有铁丝61;所述控制球6与铆接杆21之间连接有弹片62;通过在弹性条4和铆接杆21之间连接有控制球6,可使胶水填充在通孔2内部后,弹性条4中部不会出现大幅晃动,提升弹性条4在铆接杆21上的稳定性,使得弹性条4与铆接杆21的配合更加稳定。
39.所述引流槽22侧壁固接有多组喇叭形弹性圈7;所述喇叭形弹性圈7将控制球6包
裹;所述喇叭形弹性圈7的端口朝向弹性条4;所述喇叭形弹性圈7侧壁固接有密封圈71;通过在控制球6周围设有喇叭形弹性圈7,可在通孔2内部填充胶水的过程中,胶水会将控制球6向喇叭形弹性圈7内部挤压,使控制球6通过铁丝61拉扯弹性条4,使弹性条4在铆接杆21上更加不易出现晃动的问题,提升弹性条4、铆接杆21在块形定子铁芯1内部的稳定性。
40.实施例二
41.如图5所示,对比实施例一,其中本发明的另一种实施方式为:所述控制球6靠近铁丝61的一侧固接有柔性垫8;通过在控制球6的一侧设有柔性垫8,可增加胶水填充时,对控制球6的压力,使得控制球6更易于进入到喇叭形弹性圈7内部对弹性条4进行拉扯。
42.一种增减材混合的成形定子铁芯的制造方法,该方法适用于上述一种增减材混合的成形定子铁芯;该制造方法包括:
43.s1:取四块块形定子铁芯1该处的块形定子铁芯1大小和型号相同,将块形定子铁芯1浸泡在温度为40℃胶水内部,浸泡5-10min,然后将块形定子铁芯1取出备用;
44.s2:将多个块形定子铁芯1对其拼装一起,此时多个块形定子铁芯1可组成一个完整的圆形,然后将组装完成定子铁芯的表面胶水去除;
45.s3:将定子铁芯放置在冷冻装置内部降温至-2℃,将定子铁芯取出然后对定子铁芯之间的缝隙处进行补充胶水,待定子铁芯温度升至常温即完成定子铁芯的制造。
46.所述s2中提出的块形定子铁芯1在拼装时,需要在块形定子铁芯1内部的通孔2插入铆接杆21,之后在将胶水填充在通孔2内部,完成铆接杆21对块形定子铁芯1的固定。
47.工作时,在安装时,取四块相同的块形定子铁芯1,然后将块形定子铁芯1的连接齿11处对齐拼接,同时在块形定子铁芯1相互接触的位置涂覆胶水,待胶水将多个块形定子铁芯1固定在一起后,即完成定子铁芯的安装,通过在多个块形定子铁芯1之间安装有铆接杆21,可使多个块形定子铁芯1在拼装后有更高的稳定性,使得定子铁芯在使用时的稳定性也会提升。
48.通过在连接齿11之间设有u形凹槽3,可使填充在通孔2内部的胶水流到u形凹槽3内部,该设置可增加连接齿11与胶水的接触面积,使得胶水对连接齿11的固定更加稳定。通过在12上设有弹性条4,可增加胶水与铆接杆21的接触面积,同时提升胶水对铆接杆21的控制力,减少铆接杆21会在通孔2内部出现转动问题。通过在铆接杆21中部设有凸齿5,可使得胶水在填充在通孔2内部时,胶水与铆接杆21的接触面积增加,提升铆接杆21在通孔2内部的稳定性。通过在弹性条4和铆接杆21之间连接有控制球6,可使胶水填充在通孔2内部后,弹性条4中部不会出现大幅晃动,提升弹性条4在铆接杆21上的稳定性,使得弹性条4与铆接杆21的配合更加稳定。通过在控制球6周围设有喇叭形弹性圈7,可在通孔2内部填充胶水的过程中,胶水会将控制球6向喇叭形弹性圈7内部挤压,使控制球6通过铁丝61拉扯弹性条4,使弹性条4在铆接杆21上更加不易出现晃动的问题,提升弹性条4、铆接杆21在块形定子铁芯1内部的稳定性。通过在控制球6的一侧设有柔性垫8,可增加胶水填充时,对控制球6的压力,使得控制球6更易于进入到喇叭形弹性圈7内部对弹性条4进行拉扯。
49.上述前、后、左、右、上、下均以说明书附图中的图1为基准,按照人物观察视角为标准,装置面对观察者的一面定义为前,观察者左侧定义为左,依次类推。
50.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所
示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制。
51.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1