电机定子及电机定子制造方法与流程
1.本技术涉及一种电机定子和一种电机定子制造方法。
背景技术:
2.电机可以是马达驱动或发电机驱动。定子可以包括凹槽中的电绕组,该电绕组由电导体形成。电绕组连接到电源单元,该电源单元可以是多相的。
3.为了形成电绕组或者连接电导体,一种或多个互连元件可以附接到定子的一侧。互连元件与电导体接触。因此,有必要将互连元件彼此电气绝缘。为了将互连元件附接到定子,通常需要大量的组装步骤和连接过程。此外,载架系统通常用于固定互连元件。这种制造方法和必要的部件增加了电机的复杂性。
技术实现要素:
4.本发明所要实现的一个目的在于提供一种电机定子,该电机定子可以高效率制造。本发明所要实现的另一个目的是提供一种制造电机定子的高效率方法。
5.各目的由各独立权利要求的主题实现。从属权利要求提供了有利的构型和扩展。
6.根据电机定子的至少一个实施例,该定子包括定子铁芯。定子铁芯可以沿着纵向轴线延伸。定子铁芯可以具有多个层叠的定子铁芯。层叠的定子铁芯可以一个布置在另一个之上。总体上,定子铁芯可以具有圆筒的形状。定子铁芯的纵向轴线与圆筒的纵向轴线平行。定子铁芯可以具有磁性材料。
7.定子还包括布置在定子铁芯内的至少两个凹槽。凹槽可以形成在定子铁芯内。各凹槽可以延伸穿过定子铁芯。具体地,各凹槽可以完全延伸穿过定子铁芯。这意味着各凹槽可以从定子铁芯的第一侧延伸到定子铁芯的第二侧。在各种情况下,第一侧和第二侧都分别是圆筒的底面和顶面。因此,每个凹槽都可以呈直线形状。凹槽是位于定子铁芯内的凹部。总体而言,定子可以具有在定子铁芯内的多个凹槽。
8.定子还包括电绕组,该电绕组包括至少两个尺寸稳定的电导体。电导体具有导电材料。导体是尺寸稳定的,这一事实可意味着导体具有刚性的形状。具体地说,这些导体不是柔性的。
9.导体可以是固有刚性的。此外,导体可以是机械稳定的。例如,导体在各种情况下都是杆。因此,每个导体都具有杆状的形状。例如,导体的横截面轮廓是梯形。这意味着在各种情况下,导线在穿过定子的横截面上是梯形,其中横截面指定为垂直于定子铁芯的纵向轴线延伸的平面。导体的尺寸稳定性可以通过足够的材料厚度、材料的选择或通过强度优化成形来实现。
10.定子还包括在该定子铁芯的至少一侧上的至少一个互连元件。定子可以在定子铁芯的一侧上具有至少一个互连元件。互连元件可以具有导电材料。例如,互连元件具有铜和/或铝。互连元件可布置在定子铁芯的底面或顶面上。互连元件可以具有环段的形状。此外,互连元件可能呈环的形状。互连元件可以布置在离定子铁芯的一定距离处。电绕组具有
至少两个导体和至少一个互连元件。定子可以有多个电绕组。
11.导体中的至少一个分别布置在各凹槽中。这意味着在各种情况下,导体中的至少一个布置在每个凹槽中。每个凹槽中可以分别恰好布置有一个导体。然而,每个凹槽中也可以布置有至少两个导体。例如,在各种情况下,导体并没有完全填充凹槽。导体可沿定子铁芯的纵向轴线比凹槽有更大的范围。这些导体可以与定子铁芯电气绝缘。为此,在各种情况下,绝缘材料均可以布置在凹槽中。在这种情况下,绝缘材料布置在导体和定子铁芯之间。
12.互连元件与导体中的至少一个电气连接。为此,互连元件可以与导体中的至少一个直接接触。此外,互连元件可以与至少两个导体电气连接。
13.互连元件藉由导体中的至少一个与定子铁芯机械连接。这意味着互连元件与导体中的至少一个机械连接。每个导体均与定子铁芯机械连接。这使得互连元件能够藉由导体与定子铁芯进行机械连接。互连元件可以藉由与其电连接的至少一个导体与定子铁芯机械连接。
14.每个导体均机械固定在凹槽中。这意味着每个导体均与定子铁芯机械连接。导体机械固定在凹槽中这一事实意味着导体固定不动地布置在凹槽中。因此,导体固定地定位在凹槽中。
15.因此,导体与定子铁芯机械连接。例如,由于导体被压入凹槽中,因此可以实现导体固定在凹槽中。此外,还可以用固定材料将导体固定在凹槽中。为此,除了导体外,固定材料还形成在凹槽中。例如,固定材料是一种铸件。固定材料可以是绝缘系统或绝缘系统的一部分。导体通过固定材料机械地固定在凹槽中。
16.互连元件与定子铁芯之间藉由导体中的至少一个的机械连接是自支撑的。这意味着在互连元件与定子铁芯之间有藉由导体中的至少一个的机械连接,并且该机械连接是自支撑的。机械连接是自支撑的这一事实可以意味着,互连元件与定子铁芯的稳定连接不需要另外的机械连接。因此,互连元件主要藉由导体中的至少一个与定子铁芯机械连接。定子元件与定子铁芯之间藉由导体中的至少一个的机械连接是支撑机械连接。因此,定子可以在互连元件和定子铁芯之间没有另外连接元件。互连元件与定子铁芯之间藉由导体中的至少一个的机械连接可以是互连元件与定子铁芯之间仅有的机械连接。互连元件可以仅仅藉由导体中的至少一个与定子铁芯机械连接。
17.互连元件和定子铁芯之间藉由导体中的至少一个的自支撑机械连接使得定子的结构的复杂性能够降低。互连元件可以主要或仅仅藉由电导体中的至少一个与定子铁芯机械连接。因此,不需要另外的承载元件来将互连元件固定到定子铁芯上。此外,不需要装配元件、用于装配互连元件的对准元件以及包含相互绝缘的多个互连元件的复合材料。此外,不需要弯曲、或单独的机械连接或组装过程来将互连元件紧固到定子铁芯上。这意味着,在互连元件与导体的电气连接后,不需要其他过程来将互连元件紧固在定子铁芯上。这就降低了定子结构的复杂性。互连元件藉由导体中的至少一个与定子铁芯连接,这足以使互连元件稳定地紧固到定子铁芯上。
18.降低定子复杂性的结构在定子的制造过程中是有利的。因此,需要的连接过程和装配步骤更少。因此,定子可以高效率地制造。此外,降低定子复杂性的结构在电机运行和维护过程中是有利的。此外,可以提高定子的使用寿命,因为整体上可能出现故障的部件较少。
19.根据定子的至少一个实施例,互连元件以形状配合方式与导体中的至少一个机械连接。这会意味着互连元件和相应的导体各自具有在某些位置相互适配的形状。在机械连接的范围内,互连元件和导体可以以形状配合的方式相互抵靠。例如,互连元件和导体中的至少一个可以在机械连接的区域中彼此邻接而没有间隙。在形状配合连接的范围内,互连元件和至少一个导体中可以直接接触。形状配合连接使机械连接能够具有高稳定性。这有利地使互连元件能够藉由至少一个导体与定子铁芯机械自支撑连接。
20.根据定子的至少一个实施例,互连元件具有至少一个凹部。该凹部可以在至少一侧敞开。该互连元件还可以具有至少两个凹部。在穿过定子的横截面上,凹部可以具有比导体之一更大的面积,其中该横截面指定为垂直于定子铁芯的纵向轴线延伸的平面。该凹部的形状可以适配于导体之一的形状。因此,互连元件与导体之间连接的机械稳定性可以随着凹部而增加。
21.根据定子的至少一个实施例,互连元件与凹部区域中的导体之一机械电气连接。为此目的,相应导体可以至少在凹部中布置就位。在凹部中,互连元件和相应导体可以以形状配合的方式相互连接。在凹部的区域内,互连元件与导体之一导电连接。此外,在凹部区域内的互连元件与导体之间的机械连接是自支撑的。这意味着互连元件通过导体藉由凹部区域内的机械连接与定子铁芯机械连接。凹部区域内的互连元件与导体之间的机械连接可通过冷焊接、激光焊接、电子束焊接、金属惰性气体焊接、金属活性气体焊接、摩擦搅拌焊、钎焊或者藉由压力或弹簧触点来产生。由于互连元件通过导体与定子铁芯机械连接,因此有利地降低了定子结构的复杂性。
22.根据定子的至少一个实施例,导体之一延伸穿过凹部。导体可以完全穿过凹部。凹部可以完全延伸穿过互连元件。由于导体延伸穿过凹部,因此互连元件可以以机械稳定的方式与导体连接。
23.根据该定子的至少一个实施例,凹部具有用于将导体定位在该凹部中的形状。这意味着凹部的形状简化了导体在凹部中的定位。例如,凹部的侧面为斜面。这些侧面可以用于将导体定位在凹部中。凹部可以具有适配于导体的形状。例如,凹部具有用于将导体引导或插入凹部的形状。这样,就简化了导体在凹部中的定位。
24.根据定子的至少一个实施例,定子具有绝缘系统,该绝缘系统至少布置在定子铁芯与导体之间和/或定子铁芯与互连元件之间的中间空间中。绝缘系统具有电气绝缘材料。绝缘系统可以使导体与定子铁芯电气绝缘。因此,绝缘系统至少可以在凹槽中布置就位。此外,绝缘系统可以使互连元件与定子铁芯电气绝缘。绝缘系统可以具有铸件。绝缘系统可以采用铸造或注塑成型。绝缘系统可以是一体的。这意味着绝缘系统不由多个零件组成,而只由一个零件组成。此外,绝缘系统可以与定子铁芯和互连元件机械接触。因此,绝缘系统也可以有助于互连元件与定子铁芯之间的机械连接。然而,互连元件和定子铁芯之间藉由导体中的至少一个的机械连接已经是自支撑的。因此,互连元件与定子铁芯之间的机械紧固不需要绝缘系统。然而,由于绝缘系统有助于机械连接,因此互连元件可以排它性地藉由导体和绝缘系统中的至少一个与定子铁芯机械连接。绝缘系统使定子铁芯与导体以及定子铁芯与互连元件均能够有效电气绝缘。此外,绝缘系统可以与冷却系统接触。因此,定子的其他组成部分也可以通过绝缘系统进行冷却。为了冷却互连元件,后者还可以藉由导热材料与冷却系统连接。
25.根据定子的至少一个实施例,该定子具有至少一个附加(further)互连元件。该附加互连元件可以具有与互连元件相同的结构。此外,该附加互连元件可以具有与互连元件相同的特征。互连元件和附加互连元件可以布置在定子铁芯的同一侧上。在这种情况下,互连元件和附加互连元件可以沿着定子铁芯的纵向轴线一个布置在另一个之上。此外,互连元件和附加互连元件可以在穿过定子的横截面上彼此相邻布置。互连元件和附加互连元件可以藉由绝缘树脂、复合材料、粘接绝缘、浇注料或塑料注塑成型彼此连接。总体而言,定子可以具有互连元件的多样性和/或附加互连元件的多样性。互连元件和/或附加互连元件的多样性使得能够对导体进行单独的电气控制。
26.根据定子的至少一个实施例,互连元件和附加互连元件彼此电气绝缘。为此,可以在互连元件和附加互连元件之间布置以下材料中的至少一种材料:绝缘树脂、复合材料、粘接绝缘材料、浇注料、塑料注塑成型、绝缘材料、绝缘纸、涂层。此外,互连元件和/或附加互连元件可以具有表面处理。在表面处理区域内,互连元件和/或附加互连元件可以电气绝缘。表面处理可以是表面改性,例如氧化。此外,互连元件和附加互连元件可以通过缠绕在它们周围的绝缘体相互连接。互连元件和附加互连元件也可以通过由绝缘材料或塑料组成的基质相互连接。为了能够对导体进行单独控制,必须使互连元件和附加互连元件彼此电气绝缘。
27.根据定子的至少一个实施例,互连元件和附加互连元件在位置上具有相互啮合的形状。这可以意味着互连元件和附加互连元件在位置上进入一种相互匹配的形式。相互啮合形状增加了互连元件与附加互连元件连接的稳定性或互连元件和附加互连元件与定子铁芯固定的稳定性。
28.此外,还提供了一种电机。根据电机的至少一个实施例,该电机具有本文所描述的定子。因此,所描述的定子也公开了该电机的定子的所有特征,反之亦然。此外,该电机还具有可相对于定子运动的转子。转子可以是内部转子或外部转子。气隙可以布置在定子和转子之间。由于互连元件与定子铁芯之间藉由导体中的至少一个的机械连接是自支撑的,因此电机结构的复杂性也降低了。这使得电机能够高效率地制造成为可能。
29.此外,还提供了一种制造电机定子的方法。优选地,定子可以使用本文描述的方法制造。换句话说,定子公开的所有特征也公开了制造电机定子的方法,反之亦然。
30.根据制造电机定子的方法的至少一个实施例,该方法包括方法步骤:提供具有至少两个凹槽的定子的定子铁芯。各凹槽形成在定子铁芯中。随后,凹槽可以进行电气绝缘。这可以意味着凹槽内衬有电气绝缘材料。
31.此外,在凹槽中制作至少两个尺寸稳定的电导体,其中在各种情况下,导体中的至少一个布置在凹槽中。导体机械固定在相应凹槽中。例如,由于导体被压入凹槽中,因此可以实现导体在凹槽中的固定。此外,导体还可以用例如铸件的固定材料固定在凹槽中。为此,首先导体形成在凹槽中。随后,凹槽内剩余的空腔用铸件填充。通过固化铸件,导体机械固定在凹槽中。导体在凹槽内的引入和固定可以一步进行或分成多个单独步骤进行。
32.此外,至少一个互连元件附接到定子铁芯的至少一侧。这意味着互连元件与定子铁芯机械连接。
33.该方法的步骤可以按任何可以与本文所述的顺序不同的顺序进行。
34.定子的电绕组包括导体和互连元件。这可以意味着定子的电绕组具有至少两个导
体和至少一个互连元件。该定子可以有多个电绕组。互连元件与导体中的至少一个电气连接。互连元件藉由导体中的至少一个与定子铁芯机械连接。每个导体均机械固定在凹槽中。互连元件与定子铁芯之间藉由导体中的至少一个的机械连接是自支撑的。
35.互连元件与定子铁芯之间藉由导体中的至少一个的自支撑机械连接使定子能够高效率地制造。由于将互连元件紧固到定子铁芯上不需要弯曲、连接或组装过程,因此制造方法较不复杂。此外,也不需要另外的承载元件、装配元件或对准元件。由于制造方法的这种简化,定子可以高效率地制造。
36.根据该方法的至少一个实施例,定子具有至少一个附加互连元件,并且互连元件和附加互连元件在附接到定子铁芯之前彼此机械连接且彼此电气绝缘。此外,对于定子具有多个互连元件和多个附加互连元件的情况,各互连元件和各附加互连元件在附接到定子铁芯之前彼此机械连接并且彼此电气绝缘。这有利于与定子铁芯的附接,因为不是多个元件,而是互连元件和附加互连元件的仅一个复合体必须附接。此外,互连元件和附加互连元件可以在附接到定子铁芯之前彼此连接以形成多个部分复合体。互连元件和附加互连元件可以通过塑料热填缝或塑料铆接彼此连接。电气绝缘材料可布置在互连元件与附加互连元件之间。
37.根据该方法的至少一个实施例,互连元件通过冷焊接、激光焊接、电子束焊接、金属惰性气体焊接、金属活性气体焊接、摩擦搅拌焊接、钎焊或者藉由压力或弹簧触点与导体中的至少一个电气连接。此外,还可以通过按压或压入(压配合)将互连元件与导体中的至少一个连接。这些方法使互连元件和导体之间能够实现稳定的机械连接以及良好的电气连接。
附图说明
38.下面结合示例性实施例和相关附图来更详细地说明本文描述的定子、电机和制造电机定子的方法。
39.图1、2和3示出了定子的示例性实施例。
40.图4示出了电机的示例性实施例。
41.图5描述了制造电机定子的方法的示例性实施例。
42.图6和7描述了定子的另一示例性实施例。
43.图8和9示出了定子的另外示例性实施例的剖视图。
44.图10和11示出了定子的另外示例性实施例的片段。
具体实施方式
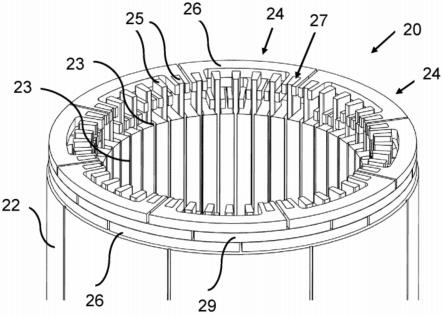
45.图1示出了电机21的定子20的示例性实施例。图1中的视图是斜侧视图,其中没有示出整个定子20。定子20包括具有圆筒形状的定子铁芯22。定子铁芯22中设置有多个凹槽23。各凹槽23完全延伸穿过定子铁芯22。此外,各凹槽23沿定子铁芯22的周向彼此相邻布置。各凹槽23彼此具有相同的间隔。因此,各凹槽23沿定子铁芯22的周向均匀分布。
46.各凹槽23中分别设置有一个尺寸稳定的电导体25。各凹槽23的开口朝向定子铁芯22的中心。在各种情况下,导体25并不完全填充凹槽23。毗邻开口,各凹槽23各具有一个没有导体25的区域。各导体25分别是杆。沿定子铁芯22的纵向轴线,各导体25延伸出定子铁芯
22。因此,各导体25从定子铁芯22的一侧突出。所有导体25均突出定子铁芯22相同的长度。
47.定子20还具有多个互连元件26。定子20可以具有多个互连元件26和至少一个附加互连元件29。互连元件26和附加互连元件29可以具有相同的结构和相同的特征。互连元件26布置在定子铁芯22的至少一侧上。此外,定子20具有多个电绕组24。定子20的每个电绕组24具有至少两个导体25和至少一个互连元件26或至少一个附加互连元件29。
48.互连元件26各具有环段的形状。各互连元件26沿定子铁芯22的周向分布。此外,一些互连元件26沿着定子铁芯22的纵向轴线一个布置在另一个之上。各互连元件26具有导电材料。
49.每个互连元件26都与导体25中的至少一个电气连接。在这种情况下,每个互连元件26都与两个导体25电气连接。这意味着两个导体25分别藉由一个互连元件26彼此电气连接。为此,每个互连元件26都有两个凹部27。在凹部27的区域内,每个互连元件26分别导体25之一机械和电气连接。为此,导体25之一延伸穿过每个凹部27。这意味着导体25之一布置在每个凹部27中。在各凹部27的区域内,各互连元件26分别以形状配合的方式与导体25之一机械连接。各互连元件26和各导体25可以分别通过在凹部27的区域内的不同处理过程来彼此电气和机械连接。例如,互连元件26与导体25之间的连接通过冷焊接、激光焊接、电子束焊接、金属惰性气体焊接、金属活性气体焊接、摩擦搅拌焊接、钎焊或者藉由压力或弹簧接触点来实现。
50.每个互连元件26分别藉由导体25中的至少一个与定子铁芯22机械连接。此外,各导体25分别机械固定在各凹槽23中。这使得各互连元件26和定子铁芯22之间的机械连接可以藉由导体25中的至少一个进行自支撑。因此,这种机械连接很稳定,不需要进一步的机械连接。
51.此外,各互连元件26彼此电气绝缘。这意味着每个互连元件26与其他互连元件26电气绝缘。此外,各互连元件26与附加互连元件29电气绝缘。为此,电气绝缘材料可以布置在互连元件26和附加互连元件29之间。绝缘材料在图1中未示出。此外,互连元件26和/或附加互连元件29可以通过表面处理在位置上电气绝缘。
52.图2示出了定子20的另一示例性实施例。与图1所示的结构的唯一区别在于定子20还具有壳体31。壳体31沿横向方向x包围定子铁芯22,其中横向方向x垂直于定子铁芯22的纵向轴线延伸。此外,壳体31沿横向方向x包围互连元件26。外壳31可以具有铝。
53.在图3中,示出了图1所示的定子20的示例性实施例的倾斜平面图。
54.在图4中,示出了电机21的示例性实施例。电机21具有如图2所示的定子20。此外,电机21具有可相对于定子20运动的转子30。转子30是内部转子并设置在定子20内。
55.图5描述了制造电机21的定子20的方法的示例性实施例。在第一步骤s1中,提供定子20的定子铁芯22。定子铁芯22具有至少两个凹槽23。在第二步骤s2中,将至少两个尺寸稳定的电导体25形成在凹槽23中,其中导体25中的至少一个布置在相应凹槽23中。此外,将各导体25机械固定在各凹槽23中。在第三步骤s3中,将至少一个互连元件26与定子铁芯22的至少一侧附接。为此,互连元件26与导体25中的至少一个电气和机械连接。这可以通过冷焊接、激光焊接、电子束焊接、金属惰性气体焊接、金属活性气体焊接、摩擦搅拌焊接、钎焊或藉由压力或弹簧触点来实现。
56.在第三步骤s3之前的可选步骤中,将至少一个互连元件26和至少一个附加互连元
件29在附接到定子铁芯22之前彼此机械连接并彼此电气绝缘。互连元件26和附加互连元件29可以通过绝缘树脂、复合材料、粘接绝缘材料、浇注料或塑料注塑成型彼此机械连接。通过在互连元件26之间设置有电气绝缘材料,可以实现互连元件26之间的电气绝缘。此外,互连元件26和/或附加互连元件29可以具有表面处理。在表面处理的区域中,互连元件26和/或附加互连元件29可以是电气绝缘的。
57.在图6中示出了定子20的另一示例性实施例。与图1所示的示例性实施例相比,为了说明,在图6中没有示出互连元件26之一。此外,互连元件26和附加互连元件29彼此电气绝缘。为此,电气绝缘材料32布置在互连元件26和附加互连元件29之间。此外,互连元件26和/或附加互连元件29可以具有表面处理。在表面处理区域中,互连元件26和/或附加互连元件29是电气绝缘的。在图6中,示出了电气绝缘材料32布置在由于互连元件26之一未示出而暴露的互连元件26上。电气绝缘材料32还沿横向方向x布置在互连元件26之间。在互连元件26之一未示出的位置的下方,示出了定子铁芯22的一部分。在该部分中,可以看到,电气绝缘材料32也位于互连元件26和定子铁芯22之间。
58.在图7中,示出了来自图6所示的定子20的示例性实施例的节段。此外,在图7中,为了说明,也没有示出互连元件26之一。电气绝缘材料32布置在位于其下方的互连元件26的上侧33上。互连元件26和附加互连元件29的上侧33背向定子铁芯22。
59.图8示出了定子20的另一示例性实施例的部分剖视图。定子20还具有绝缘系统28。绝缘系统28布置在定子铁芯22和导体25之间的中间空间中。此外,绝缘系统28布置在定子铁芯22和互连元件26之间。绝缘系统28为铸件。铸件填充了导体25和互连元件26的区域中的中间空间。
60.在图8的横截面中,示出了其导体25之一延伸超出定子铁芯22的范围。电气绝缘材料32布置在定子铁芯22与互连元件26之一之间。电气绝缘材料32在布置有互连元件26的一侧布置在定子铁芯22上。绝缘系统28布置在凹槽23的没有导体25的区域内。凹槽23的布置有绝缘系统28的区域在定子铁芯22的内侧是可见的。壳体31围绕定子铁芯22和各互连元件26布置。
61.剖视图中所示的导体25与横截面所示的三个互连元件26中最下面的互连元件连接。在各种情况下,一电气绝缘材料32布置在互连元件26之间。布置在最下面的互连元件26上方的两个互连元件26未延伸到导体25,因此它们没有与导体25连接。定子铁芯22、导体25和互连元件26之间的中间空间由绝缘系统28填充。
62.图9示出了定子20的另一示范性实施例的部分剖视图。与图8中所示的示例性实施例的唯一区别在于:使用了绝缘系统28来代替电气绝缘材料32。这意味着绝缘系统28布置在互连元件26之间。此外,绝缘系统28在布置有互连元件26的一侧布置在定子铁芯22上。因此,绝缘系统使定子铁芯22与互连元件26电气绝缘。此外,绝缘系统28使互连元件26彼此电气绝缘。
63.在图10中,示出了定子20的另一示例性实施例的节段。各互连元件26的各凹部27具有分别将各导体25定位在凹部27中的形状。为此,各凹部27在穿过定子20的截面上分别具有梯形形状,其中截面为垂直于定子铁芯22的纵向轴线延伸的平面。各导体25在该横截面上也具有梯形形状。因此,各导体25可以以精确配合的方式定位在各凹部27中。此外,通过梯形形状防止导体25沿横向方向x滑动。
64.在图11中,示出了定子20的另一示例性实施例的节段。在这种情况下,一个互连元件26和附加互连元件29在位置上分别具有啮合形状。在其上侧33处,各互连元件26和各附加互连元件29各具有凸起34。在远离上侧33的其下侧处,各互连元件26和各附加互连元件29各具有凹口35,凹口35具有凸起34的形状。各互连元件26和各附加互连元件29可以以一个凸起34布置在凹口35中的方式分别附接到定子铁芯22上。因此,在各种情况下,一个互连元件26和附加互连元件29彼此接合就位,这提高了各互连元件26和各附加互连元件29彼此之间的连接的稳定性。
65.附图标记列表
66.20:定子
67.21:电机
68.22:定子铁芯
69.23:凹槽
70.24:电绕组
71.25:导体
72.26:互连元件
73.27:凹部
74.28:绝缘系统
75.29:附加互连元件
76.30:转子
77.31:铸件
78.32:电气绝缘材料
79.33:上侧
80.34:凸起
81.35:凹口
82.s1、s2、s3:步骤
83.x:横向方向
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1