马达转子以及马达转子的制造方法与流程
1.本公开涉及马达转子以及马达转子的制造方法。
背景技术:
2.作为与马达相关的技术,公知有专利文献1公开的带永久磁铁的转子。转子是所谓的马达转子。专利文献1的转子在树脂材料中埋入多个永久磁铁。根据在树脂材料中埋入多个永久磁铁的构造,永久磁铁能够具有充分的能量积。其结果,能够提高马达的输出。
3.专利文献1:日本特开昭58-12562号公报
4.对于构成马达的部件而言,旋转平衡是重要的。特别是马达的转速越提高,所要求的旋转平衡的精度越高。调整旋转平衡的方法例如首先将用于调整旋转平衡的重物安装于旋转体。接着,切削安装于旋转体的重物。其结果,由于调整了旋转轴线周围的质量分布,因此提高旋转平衡。
5.另一方面,根据应用马达的外部装置,对马达要求各种性能。例如,根据外部装置的状态,要求增加或减少马达的输出。在该情况下,希望提高马达输出的响应性,以便迅速应对外部装置的状态的变化。输出的响应性与马达所具备的转子的质量有关。在使用调整用的重物来提高旋转平衡的方法中,要求重物的大小是能够调整旋转平衡的程度。另一方面,若重物变大,则重物的质量增加。其结果,由于转子的质量增大,因此有可能使旋转的稳定性恶化。
技术实现要素:
6.本公开说明能够减少质量的马达转子以及马达转子的制造方法。
7.作为本公开的一个方式的马达转子具备:轴体;圆筒状的磁铁,其覆盖轴体的外周面;圆筒状的保护层,其覆盖磁铁的外周面;以及端环,其为环状且被轴体插通并与磁铁的端面接触。端环通过形成于端环的内周面与轴体的外周面之间的内周树脂部而相对于轴体固定。
8.根据本公开的马达转子以及马达转子的制造方法,能够减少质量。
附图说明
9.图1是表示具备本公开的马达转子的增压器的剖视图。
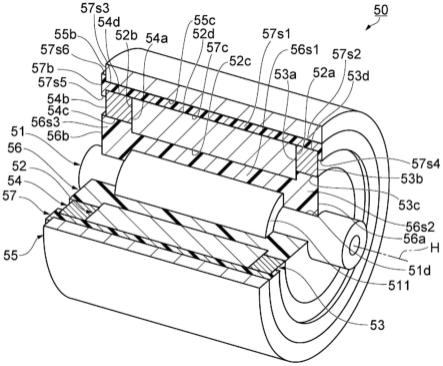
10.图2是表示马达转子的构造的立体图。
11.图3的(a)、图3的(b)以及图3的(c)是表示马达转子的制造方法的工序的图。
12.图4的(a)、图4的(b)以及图4的(c)是表示马达转子的制造方法的工序的图。
13.图5的(a)以及图5的(b)是表示马达转子的制造方法的工序的图。
具体实施方式
14.作为本公开的一个方式的马达转子具备:轴体;圆筒状的磁铁,其覆盖轴体的外周
面;圆筒状的保护层,其覆盖磁铁的外周面;以及端环,其为环状且被轴体插通并与磁铁的端面接触。端环通过形成于端环的内周面与轴体的外周面之间的内周树脂部而相对于轴体固定。
15.马达转子的端环能够作为用于调整旋转平衡的重物而使用。在旋转平衡的调整中,从旋转轴线到质点为止的距离越远,在调整质量时得到的旋转平衡的调整的效果越大。换言之,从旋转轴线到质点为止的距离越近,在调整质量时得到的旋转平衡的调整的效果越小。马达转子的端环通过内周树脂部固定于轴体。根据该结构,质量大的端环由于离开旋转轴线而配置于旋转平衡的调整效果高的部分。质量小的内周树脂部由于接近旋转轴线而配置于旋转平衡的调整效果低的部分。其结果,与将端环直接固定于轴体的结构相比,能够减少作为重物的端环的调整余量。其结果,能够使用轻型的端环。通过采用内周树脂部,能够使马达转子轻型化。因此,能够减少马达转子的质量。
16.在一个方式中也可以为:端环包含调整痕。
17.在一个方式中也可以为:构成端环的材料的密度大于构成内周树脂部的材料的密度。根据该结构,能够使马达转子轻型化。
18.在一个方式中也可以为:沿着轴体的轴线的保护层的长度比沿着轴体的轴线的磁铁的长度长。根据该结构,通过保护层能够保护磁铁。此外端环也能够被保护层保护。
19.在一个方式中也可以为:端环的内侧端面的整个面与磁铁的端面相对。根据该结构,能够将端环配置于离开旋转轴线的位置。
20.在一个方式中也可以为:在端环的外周面与保护层的内周面之间设置有外周树脂部。根据该结构,能够通过保护层保护端环。
21.在一个方式中也可以为:外周树脂部包括:设置于端环的外周面与保护层的内周面之间的第一部分、和从第一部分沿着端环的外侧端面延伸的第二部分。根据该结构,能够将端环固定于磁铁。
22.作为本公开的其他方式的马达转子的制造方法,具有以下工序:在模具配置轴体的工序;在模具配置覆盖轴体的外周面的圆筒状的磁铁并且配置端环的工序,该端环为环状,且以被轴体插通并与磁铁的端面接触的方式配置;以及在轴体的外周面与磁铁的内周面之间以及轴体的外周面与端环的内周面之间分别填充未固化的树脂材料的工序。根据该制造方法,能够制造使调整旋转平衡的效果高以及马达转子的轻型化兼顾的马达转子。此外,通过一次填充工序能够形成磁铁和端环。
23.参照附图,对本公开的马达转子进行说明。图1是表示增压器1的包含旋转轴线h的截面的图。增压器1是具备本公开的马达转子的可变容量型增压器。在以下说明中,在简称为“轴向”时,是指后述的旋转轴2的轴向。“径向”,是指旋转轴2的径向。“周向”,是指旋转轴2的周向。
24.增压器1应用于搭载于车辆等的内燃机。如图1所示,增压器1具备涡轮3和压缩机4。涡轮3具备涡轮壳体31和涡轮叶轮32。涡轮叶轮32收纳于涡轮壳体31。涡轮壳体31具有配置于涡轮叶轮32的周围的涡旋流路33。涡旋流路33沿周向延伸。压缩机4具备压缩机壳体41和压缩机叶轮42。压缩机叶轮42收纳于压缩机壳体41。压缩机壳体41具有配置于压缩机叶轮42的周围的涡旋流路43。涡旋流路43沿周向延伸。
25.涡轮叶轮32设置于旋转轴2的一端。压缩机叶轮42设置于旋转轴2的另一端。轴承
壳体21设置于涡轮壳体31与压缩机壳体41之间。旋转轴2经由轴承22可旋转地支承于轴承壳体21。旋转轴2、涡轮叶轮32以及压缩机叶轮42作为一体的旋转体23,绕旋转轴线h旋转。
26.在涡轮壳体31设置有排出气体流入口和排出气体流出口31a。从内燃机排出的排出气体通过排出气体流入口向涡轮壳体31流入。流入到涡轮壳体31的排出气体通过涡旋流路33向涡轮叶轮32流入。流入到涡轮叶轮32的排出气体使涡轮叶轮32旋转。使涡轮叶轮32旋转的排出气体通过排出气体流出口31a从涡轮壳体31流出。
27.在压缩机壳体41设置有吸入口41a和排出口。当涡轮叶轮32旋转时,压缩机叶轮42经由旋转轴2而旋转。旋转的压缩机叶轮42通过吸入口41a吸入外部的空气。吸入后的空气在通过压缩机叶轮42以及涡旋流路43期间被压缩。压缩后的空气从排出口排出。从排出口排出的压缩空气被供给到内燃机。
28.增压器1具备电动机5。在例如车辆的加速时等,旋转轴2的转矩不足的情况下,电动机5对旋转轴2赋予转矩以补充不足的转矩。电动机5例如为无刷的交流电动机。电动机5具备作为转子的马达转子50、和作为定子的马达定子60。作为电动机5的驱动源,能够使用车辆的电池。在车辆的减速时,电动机5也可以通过旋转体23的旋转能力而进行再生发电。电动机5具有能够应对旋转轴2的高速旋转的特性。所谓高速旋转,例如能够例示10万~20万rpm左右。
29.马达转子50在轴向上配置于轴承22与压缩机叶轮42之间。马达转子50固定于旋转轴2。马达转子50能够与旋转轴2一起旋转。马达定子60收容于轴承壳体21。马达定子60在周向上包围马达转子50。马达定子60具备多个线圈和多个铁心。通过向线圈供给电流,马达定子60产生磁场。通过马达定子60产生的磁场,对马达转子50作用周向的力。其结果,对旋转轴2赋予转矩。
30.参照图2,对马达转子50进行说明。马达转子50具有内套筒51、永久磁铁52、端环53、端环54、保护层55、内周树脂部56、以及外周树脂部57。
31.内套筒51与旋转轴2一起构成轴体。内套筒51具有设置为直径稍大的大径部511。大径部511设置于轴向的中央部。作为内套筒51的材料,例如也可以采用scm435h等钢材。
32.呈圆筒状的永久磁铁52设置于大径部511的周围。也可以在永久磁铁52的外周面沿周向以等间隔形成有槽,该槽沿轴向延伸。永久磁铁52的轴向的长度与大径部511的轴向的长度大致相同。作为永久磁铁52,例如可以采用钕磁铁(nd-fe-b)以及钐钴磁铁等。永久磁铁52被内周树脂部56以及外周树脂部57覆盖。其结果,保护永久磁铁52不受外部环境的影响。
33.保护层55是圆筒状的部件。保护层55有时也被称为“装甲环”。圆筒状的保护层55设置于永久磁铁52的周围。保护层55在永久磁铁52破损的情况下防止碎片向径向飞散。保护层55抑制永久磁铁52的变形,并且减少永久磁铁52的破损的可能性。因此,要求保护层55具有一定程度的刚性。保护层55的轴向的长度比永久磁铁52的轴向的长度长。保护层55的轴向的长度比大径部511的轴向的长度长。作为保护层55的材料,可以采用金属材料或树脂材料。作为金属材料,可列举钛(例如ti-6al-4v)等非磁性体金属。作为树脂材料,还可以列举cfrp(碳纤维强化塑料)等。
34.端环53以及端环54在旋转轴线h的方向上夹着永久磁铁52。包含端环53、端环54、以及永久磁铁52的构成物的长度与保护层55的长度大致相同。端环53以及端环54呈圆环
状。端环53具有向内端面53a(内侧端面)、向外端面53b(外侧端面)、环内周面53c、以及环外周面53d。端环54具有向内端面54a(内侧端面)、向外端面54b(外侧端面)、环内周面54c、以及环外周面54d。
35.端环53以及端环54的材料的密度大于后述的内周树脂部56的材料的密度。只要满足该密度的大小关系,可以适当地选择端环53、端环54以及内周树脂部56的材料。例如,作为端环53以及端环54的材料,可以采用sus等非磁性体金属、热固化性树脂以及热塑性树脂等。
36.环状的端环53与永久磁铁52的第一磁铁端面52a接触。更详细而言,端环53的向内端面53a与永久磁铁52的第一磁铁端面52a接触。该“接触”不一定需要固定。向内端面53a也可以与第一磁铁端面52a粘接。向内端面53a也可以仅与第一磁铁端面52a接触。在图2的例示中,环外周面53d的直径与永久磁铁52的磁铁外周面52d的直径相同。环外周面53d与磁铁外周面52d共面。环内周面53c的直径大于磁铁内周面52c的直径。环内周面53c与磁铁内周面52c并不共面。在环内周面53c与磁铁内周面52c之间存在阶梯差。根据这样的结构,环内周面53c不与套筒外周面51d直接接触。在环内周面53c与套筒外周面51d之间存在缝隙。在环内周面53c与套筒外周面51d之间的缝隙填充有内周树脂部56。
37.永久磁铁52与端环53的关系并不限定于上述的关系。向内端面53a的内侧部分也可以比永久磁铁52的磁铁内周面52c靠近旋转轴线h。环内周面53c的直径也可以小于永久磁铁52的磁铁内周面52c的直径。向内端面53a的外侧部分也可以比永久磁铁52的磁铁外周面52d离开旋转轴线h。环外周面53d的直径也可以大于永久磁铁52的磁铁外周面52d的直径。
38.内周树脂部56与环内周面53c接合。端环53通过内周树脂部56固定于内套筒51。外周树脂部57与环外周面53d接合。端环53通过外周树脂部57固定于保护层55。外周树脂部57与向外端面53b的外周侧的一部分也接合。在图2所示的例示中,向外端面53b的内周侧为露出面。在向外端面53b的内周侧未设置有树脂部等。
39.端环54与永久磁铁52的第二磁铁端面52b接触。端环54的向内端面54a与永久磁铁52的第二磁铁端面52b接触。对于详细的结构,端环54也与端环53同样。因此,省略端环54的详细的说明。
40.在内套筒51与永久磁铁52之间存在微小的缝隙。在缝隙形成有内周树脂部56。其结果,内套筒51的套筒外周面51d被内周树脂部56覆盖。磁铁内周面52c被内周树脂部56覆盖。端环53的环内周面53c也被内周树脂部56覆盖。端环54的环内周面54c也被内周树脂部56覆盖。内周树脂部56包含部分56s1、部分56s2、以及部分56s3。部分56s1被套筒外周面51d与磁铁内周面52c夹住。部分56s2被套筒外周面51d与环内周面53c夹住。部分56s3被套筒外周面51d与环内周面54c夹住。内周树脂部56的第一端面56a可以与端环53的向外端面53b共面。内周树脂部56的第二端面56b也可以从端环54的向外端面54b突出。即,也可以在第二端面56b与向外端面54b之间形成有阶梯差。
41.在永久磁铁52与保护层55之间存在微小的缝隙。在永久磁铁52与保护层55之间的缝隙形成有外周树脂部57。其结果,永久磁铁52的磁铁外周面52d被外周树脂部57覆盖。保护层内周面55c被外周树脂部57覆盖。保护层55的第二保护层端面55b的内周侧也被外周树脂部57覆盖。端环53的环外周面53d也被外周树脂部57覆盖。端环54的环外周面54d也被外
周树脂部57覆盖。端环53的向外端面53b的外周部分也被外周树脂部57覆盖。端环54的向外端面54b的外周部分也被外周树脂部57覆盖。外周树脂部57包含部分57s1、部分57s2(第一部分)、以及部分57s3的(第一部分)。部分57s1被磁铁外周面52d与保护层内周面55c夹住。部分57s2被环外周面53d与保护层内周面55c夹住。部分57s3被环外周面54d与保护层内周面55c夹住。外周树脂部57还包含部分57s4的(第二部分)。部分57s4在外周树脂部57的第一端面侧,从端环53的向外端面53b突出。部分57s4覆盖向外端面53b的一部分。外周树脂部57还包含部分57s5和部分57s6。部分57s5在外周树脂部57的第二端面侧,从端环54的向外端面54b突出。部分57s5覆盖端环54的向外端面54b的一部分。部分57s6也在外周树脂部57的第二端面侧,从端环54的向外端面54b突出。部分57s6覆盖保护层55的第二保护层端面55b的一部分。
42.内套筒51、永久磁铁52、保护层55、端环53以及端环54经由内周树脂部56以及外周树脂部57一体地连结。内周树脂部56从永久磁铁52向内套筒51传递转矩。外周树脂部57从永久磁铁52向保护层55传递转矩。在增压器1中,从永久磁铁52向内套筒51传递的转矩例如约为0.5nm。从永久磁铁52向保护层55传递的转矩例如也约为0.5nm。
43.内周树脂部56以及外周树脂部57的材料可以采用热固化性树脂以及热塑性树脂等。内周树脂部56以及外周树脂部57的材料可以采用作为热固化性树脂的热塑性树脂以及环氧树脂。另外,内周树脂部56以及外周树脂部57的材料可以采用作为热塑性树脂的液晶聚合物(lcp:liquid crystal polymer)。根据发明人的试验,lcp在注塑成形时的流动性比热塑性树脂高,因这一点而优选作为内周树脂部56以及外周树脂部57的材料。lcp与塑性树脂相比,比较容易得到,因这一点而优选作为内周树脂部56以及外周树脂部57的材料。热塑性树脂的耐热性、刚性、以及耐环境性比lcp优异,因这一点而优选作为内周树脂部56以及外周树脂部57的材料。环氧树脂因具有密接性,而优选作为内周树脂部56以及外周树脂部57的材料。
44.内周树脂部56的材料需要与端环53的材料满足规定的关系。内周树脂部56的材料的密度小于端环53的材料的密度。
45.对马达转子50的制造方法进行说明。如图3的(a)所示,准备模具91。接下来,向模具91的内部配置内套筒51。接下来,向模具91的内部依次配置端环53、永久磁铁52以及端环54(工序s1)。在配置端环53、永久磁铁52以及端环54时,在内套筒51与永久磁铁52之间设置缝隙。在内套筒51与端环53之间也设置缝隙。在内套筒51与端环54之间也设置缝隙。也可以在进行内套筒51的配置后,进行端环53、永久磁铁52以及端环53的配置。另外,也可以在进行端环53、永久磁铁52以及端环53的配置后,进行内套筒51的配置。接下来,如图3的(b)所示,安装盖92(工序s2)。在盖92设置有孔92a。为了在孔92a填充成为内周树脂部56的未固化的树脂材料56s而将孔92a设置于盖92。
46.接下来,如图3的(c)所示,填充未固化的树脂材料56s(工序s3)。在填充未固化的树脂材料56s时,模具91以及盖92被预热成规定的温度。因此,所填充的树脂材料56s随着时间的经过而进行固化。当固化完成时,得到子组件50s(sub assy)。子组件50s是内套筒51、永久磁铁52、端环53以及端环54通过内周树脂部56一体化而成的。而且,在取下盖92后,从模具91取下子组件50s(参照图4的(a),(工序s4))。
47.接下来,如图4的(b)所示,将子组件50s配置于另外的模具93(工序s5)。接下来,在
配置有子组件50s的模具93配置保护层55。其后,如图4的(c)所示,配置盖94(工序s6)。在配置了盖94时,在永久磁铁52与保护层55之间形成有缝隙。在端环53与保护层55之间也形成有缝隙。在里侧的端环53的向外端面53b的外周侧与模具93之间也形成有缝隙。向外端面53b的内周侧与模具93接触。在近前侧的端环54的向外端面54b的外周侧与盖94之间也形成有缝隙。该缝隙与设置于盖94的孔94a连通。该缝隙作为树脂存积部发挥功能。保护层55所包含的第二保护层端面55b的内周侧与盖94不接触。保护层55所包含的第二保护层端面55b的外周侧与盖94接触。
48.接下来,如图5的(a)所示,填充未固化的树脂材料57s(工序s7)。与工序s3同样,模具93以及盖94被预热成规定的温度。因此,所填充的树脂材料57s随着时间的经过而进行固化。当固化完成时,得到马达转子50(工序s8)。马达转子50是内套筒51、永久磁铁52、端环53、端环54以及保护层55通过内周树脂部56以及外周树脂部57一体化而成的。
49.发明人以用于实现过渡响应性和宽范围性的二级增压系统的电动压缩机的实用化为目标。发明人还以将高负荷时的多余的涡轮输出再生的电动辅助涡轮的实用化为目标。对这些电动压缩机以及电动辅助涡轮,基于空气动力学的情况,要求规定的转速。例如,对电动压缩机要求100,000rpm左右的转速。对电动辅助涡轮要求200,000rpm左右的转速。
50.车辆用的电动化产品对高效率、低噪声以及省空间化的要求严格。为了满足这些要求,选择表面磁铁型(spm:surface permanent magnetic)马达。一般为了得到高的转速,埋入磁铁型(interior permanent magnet)马达是有利的。埋入磁铁型马达能够多极化以及多插槽化。例如用于混合动力车的马达等采用多极化以及多插槽化的想法而产品化。但是,关于电动压缩机以及电动辅助涡轮,不能采用多极化以及多插槽化的想法。
51.超高速spm马达的课题是防止磁铁的飞散。特别是,小型马达在轴中插入圆筒型磁铁。并且,小型马达在圆筒型磁铁的外周侧设置用于防止飞散的保护层(装甲环)。通过这些构造,小型马达防止磁铁的破损。对装甲环要求轻型且高强度。为了不给磁性能带来影响,而对装甲环也要求为非磁性体。对装甲环也要求减薄壁厚。
52.基于上述技术背景,发明人对能够是用于电动压缩机以及电动辅助涡轮的马达转子进行了开发。而且,通过几个技术开发,成功得到了经济且惯性大幅度降低的马达转子。发明人为了能够应用于进一步的高旋转,并且实现优异的控制性,对进一步的马达转子的惯性的降低进行了研究。
53.马达转子50是由上述结果而得到的。马达转子50的端环53以及端环54能够作为用于调整旋转平衡的重物而使用。在调整旋转平衡时,从旋转轴线h到用于调整旋转平衡的重物为止的距离越远,在调整重物的质量时得到的旋转平衡的调整的效果越大。反过来说,从旋转轴线h到用于调整旋转平衡的重物为止的距离越近,在调整重物的质量时得到的旋转平衡的调整的效果越小。马达转子50的端环53以及端环54通过内周树脂部56固定于内套筒51。因此,质量大的端环53以及端环54由于离开旋转轴线h而配置于旋转平衡的调整效果高的位置。质量小的内周树脂部56由于接近旋转轴线h而配置于旋转平衡的调整效果低的位置。其结果,与将端环53以及端环54直接固定于内套筒51的结构相比,通过采用内周树脂部56能够实现轻型化。因此,能够减少马达转子50的质量。
54.端环53以及端环54在组装作业之后实施的旋转平衡的修正作业中,能够作为加工余量(平衡区域)使用。作为平衡区域的功能,越位于外周侧效果越高。发明人想到了端环53
以及端环54为圆盘状的必要性低,只要是环状即可。将端环53以及端环54的形状设为环状。而且,端环53以及端环54不是通过压入,而是通过树脂材料的注塑成形与永久磁铁52成为一体。这样,在端环中,靠近旋转轴线h的部分置换为树脂材料。其结果,与从端环置换为树脂材料的体积、和端环的材料与树脂材料的密度差对应的重量降低。其结果,能够得到更轻型的马达转子50。另外,能够省略在之后工序中的压入端环53、54的工序。因此,在经济上更优异。
55.端环53以及端环54为平衡区域。因此,端环53以及端环54也可以包含调整痕。所谓调整痕是指平衡调整的痕迹。所谓调整痕,例如是设置于端环53以及端环54的凹陷以及突出。该凹陷以及突出是在调整平衡的作业时,为了减少重量而通过切削端环53以及端环54的一部分而产生的。此外,所谓调整痕例如为热标记。热标记是因用于调整重量的加工时产生的热而产生。此外,所谓调整痕例如是通过对部件追加磨削而产生的加工槽的弯曲以及加工槽的图案的不连续。此外,所谓调整痕是在使端环53以及端环54以单体旋转的情况下,绕旋转轴心的旋转不平衡的部位。
56.本公开能够以上述的实施方式为基础,以基于本领域技术人员的知识施加了各种变更、改进的各种方式来进行实施。另外,也可以利用上述的实施方式所记载的技术事项,来构成变形例。也可以适当地组合使用各实施方式的结构。
57.在上述的实施方式中,以马达转子50适用于增压器1的电动机5的情况为例进行了说明。马达转子50也能够应用于电动压缩机。
58.附图标记说明
59.1...增压器;2...旋转轴;3...涡轮;4...压缩机;5...电动机;21...轴承壳体;22...轴承;23...旋转体;31...涡轮壳体;32...涡轮叶轮;33...涡旋流路;41...压缩机壳体;42...压缩机叶轮;43...涡旋流路;50...马达转子;50s...子组件;51...内套筒(轴体);51d...套筒外周面;52...永久磁铁(磁铁);52c...磁铁内周面;52d...磁铁外周面;53、54...端环;53c、54c...环内周面;53d、54d...环外周面;55...保护层;56...内周树脂部;57...外周树脂部;60...马达定子;h...旋转轴线。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1