高速变频电机转子打键工艺方法与流程
1.本发明涉及一种高速变频电机转子打键工艺方法。
背景技术:
2.目前,国内大功率、高转速变频电机越来越多、且有频繁正、反转的切换要求,电机在运行时转子铁心受强大的离心力作用而产生径向变形越来越显著。传统的转子冷打键方式已无法保证电机运行时的紧量,造成转子铁心与轴分离,不仅使电机产生较大的振动、异响,而且还会使轴或磁极因受冲击而产生疲劳断裂,从而造成严重事故。
3.传统打键工艺由于未进行研磨,键配合实际过盈量很小,存在大量虚触点,容易在电机频繁正、反转的切换冲击的情况下导致键径向滑动或轴向窜动,导致磁极松动,在大转矩的频繁冲击下引发磁极断裂,转轴磨损的问题。
技术实现要素:
4.本发明提供一种高速变频电机转子打键工艺方法,解决现有技术中电机运行中转子铁心与轴分离,产生振动大、异响、甚至轴或磁极断裂的事故问题。
5.本发明技术方案是:一种高速变频电机转子打键工艺方法:
6.1)、在轴(1)上套装转子铁心(3),调整转子铁心(3)的轴向位置,使转子铁心(3)中心与轴(1)的中心重合;
7.2)、上层斜键(4)、下层斜键(5)涂抹润滑剂(2),在转子铁心(3)与轴(1)的一键槽(6)内插入上层斜键(4),在轴(1)的一键槽(6)另一端插入下层斜键(5)试装,检查、调整上层斜键(4)、下层斜键(5)在键槽(6)中的位置。同时,上层斜键(4)与下层斜键(5)在转子铁心(3)内的配合长度应均匀无歪斜;
8.3)、在转子铁心(3)两端露出的上层斜键(4)和下层斜键(5)上做标记:键槽(6)一端与带有挡板(7)定位的下层斜键(5)配合,下层斜键(5)按标记截断配装在槽(6)内;
9.4)、将槽(6)内的上层斜键(4)抽出,在上层斜键(4)、下层斜键(5)配合斜面上涂抹一层红铅丹油(8),将上层斜键(4)插入槽(6)内与下层键(5)配合,使用5kg手锤敲击上层斜键(4)端部,使上层斜键(4)和下层斜键(5)贴紧,使用0.1mm塞尺(9)在端部检查上层斜键(4)、下层斜键(5)与轴(1),检查具体内容为:上层斜键(4)和下层斜键(5)层间,上层斜键(4)和下层斜键(5)与转子铁心(3)间的间隙;
10.5)、在转子铁心(3)另一端反向敲打退出上层斜键(4),观察上层斜键(4)和下层斜键(5)配合状况;
11.6)、擦除上层斜键(4)红铅丹油(8),露出金属色的光亮处位置为配合高点;红铅丹油(8)未擦除位置即为未接触到的上层斜键(4)斜面低点,光亮处作为载荷承载面,其面积应大于上层斜键(4)和下层斜键(5)配合面积的80%;
12.7)、修磨上层斜键(4)斜面高点,在配合面上重新涂抹红铅丹油(8);
13.8)、反复修磨上层斜键(4)和下层斜键(5)的配合斜面,并用0.1mm塞尺(9)检查,直
至上层斜键(4)和下层斜键(5)配合斜面的间隙;上层斜键(4)和轴(1)的配合面间隙小于0.1mm,下层斜键(5)与转子铁心(3)配合面的间隙小于0.1mm,上层斜键(4)与下层斜键(5)的间隙小于0.1mm,且上层斜键(4)和下层斜键(5)配合的斜面的载荷承载面积大于上层斜键(4)和下层斜键(5)配合面积的80%;
14.9)、冷态(室温状态)下使上层斜键(4)和下层斜键(5)直至不再发生相对移动;
15.10)、重复按步骤4)至步骤9)冷态(室温状态)下使上层斜键(4)和下层斜键(5)不再发生相对移动;
16.11)、拆下转子铁心(3)、上层斜键(4)和下层斜键(5),按照接触配合的即为一对做好标记,上层斜键(4)和下层斜键(5)须成对加工、成对使用;
17.12)、将轴(1)加热温度250℃,转子铁心(3)、上层斜键(4)和下层斜键(5)不参与加热,用5kg手锤敲打上层斜键(4)和下层斜键(5)过程中轴(1)温度必须保证在220℃以上,确保打入上层斜键(4)和下层斜键(5)后上层斜键(4)和下层斜键(5)与轴(1)的过盈量为0.25mm~0.3mm;
18.13)、将上层斜键(4)的多余部分切割掉,修磨割口至圆滑;
19.14)、在两端切口处将上层斜键(4)和下层斜键(5)焊接牢,防止上层斜键(4)和下层斜键(5)发生移动,焊接前,修磨焊接处,并用酒精擦洗去除油污,用石棉布包裹进行保护,焊接后对焊接部分作清理。
20.本发明的工作原理:
21.电机转子在高速旋转过程中,转子上的零部件会产生很大的离心力,根据转子铁心与轴在电机运行转速下的变形增量,本发明通过对轴(1)进行加热使其产生热膨胀,同时在冷打研上层斜键(4)、下层斜键(5)的基础上增加其径向变形增量相等的预紧量,以抵消电机运行中的变形增量。同时通过对上层斜键(4)、下层斜键(5)配合面精研增加接触面积,使过盈量得以保证。
22.本发明的技术优点为:
23.1、本发明通过对轴进行加热使其产生热膨胀,便于斜键的打入,同时在冷却后增大轴与斜键之间的紧量。
24.2、本发明通过对上层斜键、下层斜键之间的精研,增加斜键之间的接触面积,防止出现大量虚接触点,导致实际紧量很小。
25.3、本发明工艺方法简单、先进、合理,易于工厂实现。
26.4、本发明消除了现有工艺方法紧量不足导致转子铁心与轴分离这一问题。本发明通过12、轴1入加热炉加热保温到250℃,转子铁心3、上层斜键4和下层斜键5保持室温,用5kg手锤敲打上层斜键4和下层斜键5过程中轴1温度必须保证在220℃以上,确保在轴1和转子铁心3之间打入上层斜键4和下层斜键5后,上层斜键4和下层斜键5与轴1的过盈量为0.25~0.3mm;轴加热产生的膨胀量使得转子铁心、斜键、轴在电机运行过程中保有足够的过盈量。
27.5、本发明解决了高速正、反转频繁切换电机运行过程中振动大、异响、甚至磁极断裂、转轴磨损严重、冲击断裂等问题。本发明通过12、轴1入加热炉加热保温到250℃,转子铁心3、上层斜键4和下层斜键5保持室温,用5kg手锤敲打上层斜键4和下层斜键5过程中轴1温度必须保证在220℃以上,确保在轴1和转子铁心3之间打入上层斜键4和下层斜键5后,上层
斜键4和下层斜键5与轴1的过盈量为0.25~0.3mm;轴加热产生的膨胀量使得转子铁心、斜键、轴在电机运行过程中保有足够的过盈量,以抵消电机运行中的离心力变形增量,使得磁极与轴、斜键不会产生分离,从而消除了振动、噪声,避免了相对移动造成的机械损伤。
28.本发明涉及的冷态对键进行研磨、热态打键工艺可保证键、轴和磁极之间的接触面积及过盈量,有效防止因冲击造成转子铁心与轴分离的问题,避免电机运行时产生较大的振动、异响,有效避免轴或磁极因受冲击而产生疲劳断裂。
29.本发明通过12、轴1入加热炉加热保温到250℃,转子铁心3、上层斜键4和下层斜键5保持室温,用5kg手锤敲打上层斜键4和下层斜键5过程中轴1温度必须保证在220℃以上,确保在轴1和转子铁心3之间打入上层斜键4和下层斜键5后,上层斜键4和下层斜键5与轴1的过盈量为0.25~0.3mm;轴加热产生的膨胀量使得转子铁心、斜键、轴在电机运行过程中保有足够的过盈量,以抵消电机运行中的离心力变形增量,使得磁极与轴、斜键不会产生分离,从而消除了振动、噪声,避免了相对移动造成的机械损伤。
附图说明:
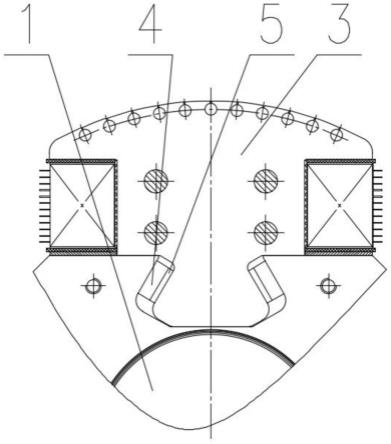
30.图1为本发明转子铁心与轴关系图;
31.图2为本发明两端打键示意图;
32.图3为本发明上、下层斜键在槽中位置图
具体实施方式:
33.一种高速变频电机转子打键工艺方法,1)、如图1所示,在轴1上套装转子铁心3,调整转子铁心3的轴向位置,使转子铁心3中心与轴1的中心重合;
34.2)、如图2所示,上层斜键4、下层斜键5涂抹润滑剂2,在转子铁心3与轴1的一键槽6内插入上层斜键4,在轴1的一键槽6另一端插入下层斜键5试装,检查、调整上层斜键4、下层斜键5在键槽6中的位置。同时,上层斜键4与下层斜键5在转子铁心3内的配合长度应均匀无歪斜;
35.3)、在转子铁心3两端露出的上层斜键4和下层斜键5上做标记:键槽6一端与带有挡板7定位的下层斜键5配合,下层斜键5按标记截断配装在槽6内;
36.4)、将槽6内的上层斜键4抽出,在上层斜键4、下层斜键5配合斜面上涂抹一层红铅丹油8,将上层斜键4插入槽6内与下层键5配合,使用5kg手锤敲击上层斜键4端部,使上层斜键4和下层斜键5贴紧,使用0.1mm塞尺9在端部检查上层斜键4、下层斜键5与轴1,检查具体内容为:上层斜键4和下层斜键5层间,上层斜键4和下层斜键5与转子铁心3间的间隙;
37.5)、在转子铁心3另一端反向敲打退出上层斜键4,观察上层斜键4和下层斜键5配合状况;
38.6)、擦除上层斜键4红铅丹油8,露出金属色的光亮处位置为配合高点;红铅丹油8未擦除位置即为未接触到的上层斜键4斜面低点,光亮处作为载荷承载面,其面积应大于上层斜键4和下层斜键5配合面积的80%;
39.7)、修磨上层斜键4斜面高点,在配合面上重新涂抹红铅丹油8;
40.8)、反复修磨上层斜键4和下层斜键5的配合斜面,并用0.1mm塞尺9检查,直至上层斜键4和下层斜键5配合斜面的间隙;上层斜键4和轴1的配合面间隙小于0.1mm,下层斜键5
与转子铁心3配合面的间隙小于0.1mm,上层斜键4与下层斜键5的间隙小于0.1mm,且上层斜键4和下层斜键5配合的斜面的载荷承载面积大于上层斜键4和下层斜键5配合面积的80%;
41.9)、冷态(室温状态)下使上层斜键4和下层斜键5直至不再发生相对移动;
42.10)、重复按步骤4)至步骤9)冷态(室温状态)下使上层斜键4和下层斜键5不再发生相对移动;
43.11)、拆下转子铁心3、上层斜键4和下层斜键5,按照接触配合的即为一对做好标记,上层斜键4和下层斜键5须成对加工、成对使用;
44.12)、如图3所示,将轴1加热温度250℃,转子铁心3、上层斜键4和下层斜键5不参与加热,用5kg手锤敲打上层斜键4和下层斜键5过程中轴1温度必须保证在220℃以上,确保打入上层斜键4和下层斜键5后上层斜键4和下层斜键5与轴1的过盈量为0.25mm~0.3mm;
45.13)、将上层斜键4的多余部分切割掉,修磨割口至圆滑;
46.14)、在两端切口处将上层斜键4和下层斜键5焊接牢,防止上层斜键4和下层斜键5发生移动,焊接前,修磨焊接处,并用酒精擦洗去除油污,用石棉布包裹进行保护,焊接后对焊接部分作清理。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1