一种电机绕组的滴漆方法和滴漆装置与流程
1.本技术涉及滴漆领域,具体涉及一种电机绕组的滴漆方法和滴漆装置。
背景技术:
2.电机绕组浸透油漆的目的是把绕组和绝缘材料中所含的潮气驱除后,用绝缘漆填满空间气隙,黏结住绕组铜线、槽绝缘、槽楔并使之固定在铁芯槽内,既能提高绕组的绝缘强度和防潮性能,又提高绕组的耐热性和散热性,还可提高绕组绝缘的机械性能和化学稳定性,同时防止绕组和绝缘材料在槽内窜动。电机绕组浸透油漆的方法主要有浸漆和滴漆两种方法。滴漆与浸漆相比,能降低电机温升,缩短浸洪周期,降低绝缘处理的能耗与成本,在小型电机广泛应用。
3.现有技术公开了以下滴漆方法:
4.滴漆前:滴漆机的预热区温度设置为130℃,可使转子绕组及铁芯、轴的湿气快速蒸发,使转子快速获得与滴漆阶段合适的温度;可更好的降低漆的黏度,使漆更容易渗进转子绕组;滴漆后、凝胶与固化前:滴漆机的预热温度设置为130℃,可使转子经过滴漆区之后获得更合适的温度值,既避免了转子由滴漆区进入到凝胶与固化区的温度突变升高而引起滴漆层开裂,又更好的保证了转子在凝胶与固化阶段使转子线包获得较强的刚性,稳定每匝线圈;滴漆后第一固化温度设置为140℃,第二固化温度设置在155℃,绝缘漆完全固化,有较强的刚性。采用滴漆前预热和滴漆后预热、凝胶后第一固化和第二固化,使转子在整个滴漆工艺中温差不大,降低了转子在预热过程、滴漆过程、凝胶与固化过程的温度突变,使转子对漆的吸收效率更高,滴漆后绝缘效果更好,延长电机转子的使用寿命。
5.上述滴漆方法,仅考虑了温度的影响,优化效果仍较差。
6.例如,在扁线电机定子绕组的滴漆工艺中,因为其槽满率较高,漆液渗透更为困难,即使采用定子倾斜等方式增强渗透作用,仍然会存在溢漆等问题,造成挂漆量、填充率较低。如何通过对滴漆过程的优化提升挂漆量和填充率是本技术需要解决的技术问题。
技术实现要素:
7.本技术提供了一种电机绕组的滴漆方法和滴漆装置,用于提升滴漆的挂漆量和填充率。
8.本技术实施例第一方面提供了一种电机绕组的滴漆方法,包括:
9.将电机绕组放置在滴漆工艺箱;
10.第一时段t1内,对电机绕组进行滴漆;
11.滴漆可以为第一时段t1内全程为负压滴漆,或者第一时段t1内依次进行负压滴漆和正压滴漆;
12.负压滴漆时,滴漆工艺箱内的压强为滴漆负压p1,滴漆负压p1小于0.101mpa;
13.正压滴漆时,滴漆工艺箱内的压强为滴漆正压p2,滴漆正压p2大于或等于0.101mpa。
14.基于本技术实施例第一方面,本技术实施例第一方面的第一种实现方式中,滴漆负压p1小于等于10kpa,较佳地,小于等于100pa;例如可以是0.01pa、1pa、10pa、20pa、30pa、40pa、50pa、60pa、70pa、80pa、90pa等。
15.滴漆正压p2大于或等于0.101mpa,可以是大气压强,但较佳地为0.102-0.11mpa,例如可以是0.102mpa、0.105mpa、0.106mpa、0.108mpa、0.11mpa等。
16.基于本技术实施例第一方面或第一方面的第一种实现方式,本技术实施例第一方面的第二种实现方式中,负压滴漆的时长t2为0.5*t1-0.8*t1;
17.较佳地,第一时段t1的时长为10-30min,例如可以是10min、15min、20min、25min、30min等。
18.基于本技术实施例第一方面、第一方面的第一种实现方式和第二种实现方式任一种,本技术实施例第一方面的第三种实现方式中,对电机绕组进行滴漆时,电机绕组保持在第一温度t1,t1的温度为60-80℃、例如可以是60℃、65℃、70℃、75℃、80℃等。
19.基于本技术实施例第一方面、第一方面的第一种实现方式至第三种实现方式任一种,本技术实施例第一方面的第四种实现方式中,在负压滴漆前,所述方法还包括:
20.在预热时段t4内,电机绕组的温度为预热温度t2,滴漆工艺箱内的压强为预热负压p3;
21.预热负压p3的压强小于或等于1kpa,较佳地,小于或等于100pa,例如可以是10pa、20pa、30pa、40pa、50pa、60pa、70pa等;
22.进一步的,预热温度t2的温度为90-140℃,例如可以是90℃、95℃、100℃、105℃、110℃、120℃、130℃、140℃等;
23.更进一步的,预热时段t4的时长为10-40min,例如可以是10min、15min、20min、25min、30min、35min、40min等。
24.基于本技术实施例第一方面、第一方面的第一种实现方式至第四种实现方式任一种,本技术实施例第一方面的第五种实现方式中,在所述第一时段t1后,所述方法还包括:
25.在凝胶时段t5内,电机绕组的温度为凝胶温度t3,滴漆工艺箱内的压强为凝胶正压p4;
26.凝胶正压p4的取值范围为大于等于0.102mpa,较佳地,为0.102-0.11mpa,例如可以是0.102mpa、0.105mpa、0.106mpa、0.108mpa、0.109mpa等;
27.优选的,凝胶温度t3的取值范围为100-140℃,例如可以是100℃、105℃、110℃、120℃、130℃、140℃等;
28.进一步的,凝胶时段t5的时长取值范围为20-50min,例如可以是20min、25min、30min、35min、40min、45min、50min等。
29.基于本技术实施例第一方面、第一方面的第一种实现方式至第五种实现方式任一种,本技术实施例第一方面的第六种实现方式中,凝胶时段t5后,在固化时段t6内,电机绕组的温度为固化温度t4,滴漆工艺箱的压强保持在大气压强p0;
30.优选的,固化温度t4的取值范围为120-180℃,例如可以是120℃、130℃、140℃、150℃、160℃、170℃、180℃等;
31.进一步的,固化时段t6的时长为60-120min,例如可以是60min、70min、80min、90min、100min、110min、120min等。
32.基于本技术实施例第一方面、第一方面的第一种实现方式至第六种实现方式任一种,本技术实施例第一方面的第七种实现方式中,所述电机绕组的轴线与水平面之间具有倾斜角度,0度≤倾斜角度≤20度。
33.基于本技术实施例第一方面、第一方面的第一种实现方式至第七种实现方式任一种,本技术实施例第一方面的第八种实现方式中,在进行滴漆、凝胶、固化时,电机绕组以预设转速绕电机绕组的轴线旋转,5rpm≤预设转速≤25rpm。
34.本技术实施例第一方面提供了一种电机绕组的滴漆装置,包括:滴漆工艺箱、转轴、滴管、储漆罐、真空泵、充气罐和加热设备,以执行第一方面的电机绕组的滴漆方法;
35.转轴设置在滴漆工艺箱内,用于安装电机绕组并带动电机绕组旋转;
36.滴漆工艺箱连接真空泵和充气罐,真空泵和充气罐用于调节滴漆工艺箱的气压;
37.滴管的入口连接储漆罐,滴管伸入滴漆工艺箱,滴管的出口将漆液导向电机绕组;
38.加热设备用于控制滴漆工艺箱内的温度。
39.从以上技术方案可以看出,本技术实施例具有以下优点:
40.本技术实施例中,将滴漆进行抽真空负压滴漆,负压滴漆的负压有利于漆液渗透而减少空洞,在负压滴漆后结合正压滴漆,正压滴漆的正压则有助于减少漆液外溢,提高填充率。相比于现有技术仅考虑温度,本技术实施例引入了压强,使得对滴漆控制更加多维、更加灵活,也使得滴漆的效果更好。
附图说明
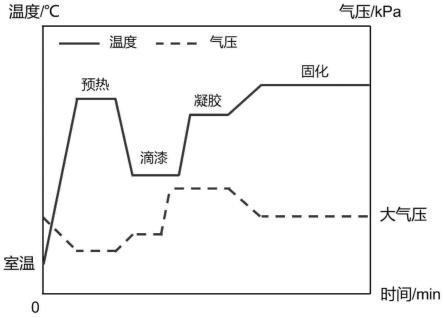
41.图1是本技术实施例电机绕组的滴漆方法的工艺曲线示意图;
42.图2是本技术实施例电机绕组的滴漆装置的一种示意图;
43.图3是本技术实施例电机绕组的滴漆方法的一种流程图;
44.图4是本技术实施例电机绕组的滴漆方法的另一种流程图;
45.1、滴漆工艺箱;2、转轴;3、滴管;4、储漆罐;5、真空泵;6、充气罐;7、电机绕组。
具体实施方式
46.电机绕组的滴漆过程大致可以分为预热、滴漆、凝胶和固化四个步骤,最佳方案中不同步骤需要注意的技术点包括:
47.如图1所示,预热阶段进行除湿。在滴漆步骤的前段进行负压滴漆,滴漆步骤的后段进行正压滴漆。凝胶阶段保持正压。固化阶段保持常压——大气压强。负压滴漆需要对滴漆工艺箱进行抽真空以营造负压环境,也可以称为真空滴漆。
48.烘干、滴漆、凝胶、固化期间温度尽量保持,也可以在限定期间变化。加热设备可以采用烘箱加热,也可以采用电加热等形式。一般而言,要求控温精度为
±
5℃。
49.滴漆负压p1、预热负压p3的压强尽量保持不变,也可以是以一定规则或不规则变化的。
50.滴漆正压p2、凝胶正压p4压强尽量保持不变,也可以是以一定规则或不规则变化的。
51.滴漆、凝胶阶段,电机绕组需要自转。可以同时配合倾斜角度。电机绕组包括硅钢片和线圈,电机绕组可以是电机定子或电机转子。
52.填充率:每个电机绕组取轴向某位置垂直剖开,测量并计算每个截面上绝缘漆实际填充面积与理论全填充面积的比值,即为该截面填充率。取各个截面填充率最低值为电机绕组的填充率。实施例与对比例实际取上中下三个区域(上下为距离定子端面10mm,中间为两个端面之间的位置)。
53.波动性:取需要数量的电机绕组,测量上述所有截面的填充率,波动性=(最大值-最小值)/最小值。实施例与对比例实际取5个电机绕组。
54.本技术实施例提供了一种电机绕组的滴漆装置,包括:滴漆工艺箱、转轴、滴管、储漆罐、真空泵、充气罐和加热设备,以执行电机绕组的滴漆方法;
55.转轴设置在滴漆工艺箱内,用于安装电机绕组并带动电机绕组旋转;
56.滴漆工艺箱连接真空泵和充气罐,真空泵和充气罐用于调节滴漆工艺箱的气压;
57.滴管的入口连接储漆罐,滴管伸入滴漆工艺箱,滴管的出口将漆液导向电机绕组;
58.加热设备用于控制滴漆工艺箱内的温度。
59.如图2所示的本技术实施例电机绕组的滴漆装置,用于进行单机滴漆。
60.如图3所示,本技术实施例提供了一种电机绕组的滴漆方法,包括:
61.101、将电机绕组放置在滴漆工艺箱;
62.102、第一时段t1内,对电机绕组依次进行负压滴漆和正压滴漆;
63.第一时段t1内,将电机绕组保持在第一温度t1,电机绕组以预设转速绕电机绕组的轴线旋转,对电机绕组进行滴漆。
64.第一时段t1分为第一子时段t2和第二子时段t3,t1=t2+t3;
65.103、负压滴漆时(即第一子时段t2),滴漆工艺箱内的压强保持在滴漆负压p1;
66.104、正压滴漆时(即第二子时段t3),滴漆工艺箱内的压强保持在滴漆正压p2。
67.本技术实施例中,将滴漆步骤分为前后两段,前段即第一子时段,后段即第二子时段,在滴漆步骤的前段进行负压滴漆,滴漆步骤的后段进行正压滴漆,负压滴漆的负压有利于漆液渗透而减少空洞,正压滴漆的正压有助于减少漆液外溢,提高填充率。相比于现有技术仅考虑温度,本技术实施例引入了压强,使得对滴漆控制更加多维、更加灵活,也使得滴漆的效果更好。
68.如图4所示,本技术实施例提供了一种电机绕组的滴漆方法,包括:
69.201、将电机绕组放置在滴漆工艺箱;
70.202、在预热时段t4内,将电机绕组保持在预热温度t2,滴漆工艺箱保持在预热负压p3。
71.将电机绕组置于真空中进行加热烘干。
72.203、第一时段t1内,将电机绕组保持在第一温度t1,电机绕组以预设转速绕电机绕组的轴线旋转,对电机绕组进行滴漆,第一时段t1分为第一子时段t2和第二子时段t3,t1=t2+t3;
73.204、第一子时段t2内,将滴漆工艺箱保持在滴漆负压p1;
74.205、第一子时段t2后,第二子时段t3内,将滴漆工艺箱保持在滴漆正压p2。
75.206、在凝胶时段t5内,将电机绕组保持在凝胶温度t3,滴漆工艺箱保持在凝胶正压p4;
76.207、凝胶时段t5后,在固化时段t6内,将电机绕组保持在固化温度t4,滴漆工艺箱
保持在大气压强p0。
77.第一温度t1为60-80℃;
78.第一时段t1的时长为10-30min;
79.第一子时段t2的时长为(0.5*t1-0.8*t1);
80.滴漆负压p1小于等于10kpa,较佳地,小于等于100pa;
81.滴漆正压p2大于等于0.102mpa,较佳地为0.102-0.11mpa。
82.预热温度t2的为90-140℃;
83.预热时段t4的时长为10-40min。
84.预热负压p3的小于或等于1kpa,较佳地,小于或等于100pa;
85.凝胶温度t3为100-140℃;
86.凝胶时段t5的时长为20-50min。
87.凝胶正压p4大于等于0.102mpa,较佳地,为0.102-0.11mpa;
88.固化温度t4为120-180℃;
89.固化时段t6的时长为60-120min。
90.电机绕组的轴线与水平面之间具有倾斜角度,0度≤倾斜角度≤20度。
91.滴漆时候的工件以预设转速转动,5rpm≤预设转速≤25rpm。电机绕组也可以称为工件。
92.需要说明的是,以上取值范围仅为示例,不为限制。
93.为了验证本技术实施例的有益效果,下面给出具体实施例和对比例。
94.实施例1:
95.在预热时段40分钟内,将电机绕组保持在预热温度140摄氏度,滴漆工艺箱的压强保持在大气压强101000pa。
96.第一时段30分钟内,将电机绕组保持在第一温度80摄氏度,电机绕组以预设转速绕电机绕组的轴线旋转,对电机绕组进行滴漆,第一时段t1分为第一子时段t2和第二子时段t3,t1=t2+t3;
97.第一子时段24分钟内,将滴漆工艺箱的压强保持在滴漆负压10kpa;
98.第一子时段t2后,第二子时段6分钟内,将滴漆工艺箱的压强保持在滴漆正压102000pa。
99.在凝胶时段20分钟内,将电机绕组保持在凝胶温度100摄氏度,滴漆工艺箱的压强保持在大气压强101000pa;
100.凝胶时段t5后,在固化时段120分钟内,将电机绕组保持在固化温度120摄氏度,滴漆工艺箱保持在大气压强101000pa。
101.电机绕组的轴线与水平面之间具有倾斜角度,倾斜角度=20度。
102.滴漆时候的工件以预设转速转动,预设转速=5rpm。
103.所得的电机绕组,漆液的填充率=91.9%,波动性=4.3%。
104.实施例2:
105.在预热时段40分钟内,将电机绕组保持在预热温度140摄氏度,滴漆工艺箱的压强保持在大气压强101000pa。
106.第一时段30分钟内,将电机绕组保持在第一温度80摄氏度,电机绕组以预设转速
绕电机绕组的轴线旋转,对电机绕组进行滴漆,第一时段t1分为第一子时段t2和第二子时段t3,t1=t2+t3;
107.第一子时段15分钟内,将滴漆工艺箱保持在滴漆负压100pa;
108.第一子时段t2后,第二子时段15分钟内,将滴漆工艺箱保持在滴漆正压102000pa。
109.在凝胶时段20分钟内,将电机绕组保持在凝胶温度100摄氏度,滴漆工艺箱的压强保持在大气压强101000pa;
110.凝胶时段t5后,在固化时段120分钟内,将电机绕组保持在固化温度120摄氏度,滴漆工艺箱保持在大气压强101000pa。
111.电机绕组的轴线与水平面之间具有倾斜角度,倾斜角度=20度。
112.滴漆时候的工件以预设转速转动,预设转速=5rpm。
113.所得的电机绕组,漆液的填充率=92.1%,波动性=4.1%。
114.实施例3:
115.在预热时段40分钟内,将电机绕组保持在预热温度140摄氏度,滴漆工艺箱的压强保持在大气压强101000pa。
116.第一时段30分钟内,将电机绕组保持在第一温度80摄氏度,电机绕组以预设转速绕电机绕组的轴线旋转,对电机绕组进行滴漆,第一时段t1分为第一子时段t2和第二子时段t3,t1=t2+t3;
117.第一子时段12分钟内,将滴漆工艺箱保持在滴漆负压100pa;
118.第一子时段t2后,第二子时段18分钟内,将滴漆工艺箱保持在滴漆正压102000pa。
119.在凝胶时段20分钟内,将电机绕组保持在凝胶温度100摄氏度,滴漆工艺箱的压强保持在大气压强101000pa;
120.凝胶时段t5后,在固化时段120分钟内,将电机绕组保持在固化温度120摄氏度,滴漆工艺箱保持在大气压强101000pa。
121.电机绕组的轴线与水平面之间具有倾斜角度,倾斜角度=20度。
122.滴漆时候的工件以预设转速转动,预设转速=5rpm。
123.所得的电机绕组,漆液的填充率=91.4%,波动性=4.3%。
124.实施例4:
125.在预热时段40分钟内,将电机绕组保持在预热温度140摄氏度,滴漆工艺箱的压强保持在大气压强101000pa。
126.第一时段30分钟内,将电机绕组保持在第一温度80摄氏度,电机绕组以预设转速绕电机绕组的轴线旋转,对电机绕组进行滴漆,第一时段t1分为第一子时段t2和第二子时段t3,t1=t2+t3;
127.第一子时段10分钟内,将滴漆工艺箱保持在滴漆负压100pa;
128.第一子时段t2后,第二子时段20分钟内,将滴漆工艺箱保持在滴漆正压102000pa。
129.在凝胶时段20分钟内,将电机绕组保持在凝胶温度100摄氏度,滴漆工艺箱的压强保持在大气压强101000pa;
130.凝胶时段t5后,在固化时段120分钟内,将电机绕组保持在固化温度120摄氏度,滴漆工艺箱保持在大气压强101000pa。
131.电机绕组的轴线与水平面之间具有倾斜角度,倾斜角度=20度。
132.滴漆时候的工件以预设转速转动,预设转速=5rpm。
133.所得的电机绕组,漆液的填充率=91.2%,波动性=4.5%。
134.实施例5:
135.在预热时段40分钟内,将电机绕组保持在预热温度140摄氏度,滴漆工艺箱保持在预热负压0.01pa。
136.第一时段30分钟内,将电机绕组保持在第一温度80摄氏度,电机绕组以预设转速绕电机绕组的轴线旋转,对电机绕组进行滴漆,第一时段t1分为第一子时段t2和第二子时段t3,t1=t2+t3;
137.第一子时段18分钟内,将滴漆工艺箱保持在滴漆负压50pa;
138.第一子时段t2后,第二子时段12分钟内,将滴漆工艺箱保持在滴漆正压102000pa。
139.在凝胶时段20分钟内,将电机绕组保持在凝胶温度t3=100摄氏度,滴漆工艺箱的压强保持在大气压强101000pa;
140.凝胶时段t5后,在固化时段120分钟内,将电机绕组保持在固化温度120摄氏度,滴漆工艺箱保持在大气压强101000pa。
141.电机绕组的轴线与水平面之间具有倾斜角度,倾斜角度=20度。
142.滴漆时候的工件以预设转速转动,预设转速=5rpm。
143.所得的电机绕组,漆液的填充率=92.7%,波动性=4.2%。
144.实施例6:
145.在预热时段40分钟内,将电机绕组保持在预热温度140摄氏度,滴漆工艺箱保持在预热负压0.01pa。
146.第一时段30分钟内,将电机绕组保持在第一温度80摄氏度,电机绕组以预设转速绕电机绕组的轴线旋转,对电机绕组进行滴漆,第一时段t1分为第一子时段t2和第二子时段t3,t1=t2+t3;
147.第一子时段20分钟内,将滴漆工艺箱保持在滴漆负压100pa;
148.第一子时段t2后,第二子时段10分钟内,将滴漆工艺箱保持在滴漆正压110000pa。
149.在凝胶时段20分钟内,将电机绕组保持在凝胶温度t3=100摄氏度,滴漆工艺箱保持在凝胶正压110000pa;
150.凝胶时段t5后,在固化时段120分钟内,将电机绕组保持在固化温度120摄氏度,滴漆工艺箱保持在大气压强101000pa。
151.电机绕组的轴线与水平面之间具有倾斜角度,倾斜角度=20度。
152.滴漆时候的工件以预设转速转动,预设转速=5rpm。
153.所得的电机绕组,漆液的填充率=93.1%,波动性=3.8%。
154.实施例7:
155.在预热时段40分钟内,将电机绕组保持在预热温度t2=140摄氏度,滴漆工艺箱保持在预热负压5pa。
156.第一时段30分钟内,将电机绕组保持在第一温度80摄氏度,电机绕组以预设转速绕电机绕组的轴线旋转,对电机绕组进行滴漆,第一时段t1分为第一子时段t2和第二子时段t3,t1=t2+t3;
157.第一子时段18分钟内,将滴漆工艺箱保持在滴漆负压15pa;
158.第一子时段t2后,第二子时段12分钟内,将滴漆工艺箱保持在滴漆正压102000pa。
159.在凝胶时段20分钟内,将电机绕组保持在凝胶温度t3=100摄氏度,滴漆工艺箱保持在凝胶正压120000pa;
160.凝胶时段t5后,在固化时段t6=120分钟内,将电机绕组保持在固化温度t4=120摄氏度,滴漆工艺箱保持在大气压强101000pa。
161.电机绕组的轴线与水平面之间具有倾斜角度,倾斜角度=20度。
162.滴漆时候的工件以预设转速转动,预设转速=5rpm。
163.所得的电机绕组,漆液的填充率=92.8%,波动性=4.1%。
164.实施例8:
165.在预热时段40分钟内,将电机绕组保持在预热温度140摄氏度,滴漆工艺箱保持在预热负压5pa。
166.第一时段30分钟内,将电机绕组保持在第一温度80摄氏度,电机绕组以预设转速绕电机绕组的轴线旋转,对电机绕组进行滴漆,第一时段t1分为第一子时段t2和第二子时段t3,t1=t2+t3;
167.第一子时段24分钟内,将滴漆工艺箱保持在滴漆负压15pa;
168.第一子时段t2后,第二子时段6分钟内,将滴漆工艺箱保持在滴漆正压105000pa。
169.在凝胶时段20分钟内,将电机绕组保持在凝胶温度100摄氏度,滴漆工艺箱保持在凝胶正压105000pa;
170.凝胶时段t5后,在固化时段120分钟内,将电机绕组保持在固化温度120摄氏度,滴漆工艺箱保持在大气压强101000pa。
171.电机绕组的轴线与水平面之间具有倾斜角度,倾斜角度=20度。
172.滴漆时候的工件以预设转速转动,预设转速=5rpm。
173.所得的电机绕组,漆液的填充率=92.9%,波动性=4.0%。
174.实施例9:
175.在预热时段40分钟内,将电机绕组保持在预热温度140摄氏度,滴漆工艺箱保持在预热负压0.01pa。
176.第一时段30分钟内,将电机绕组保持在第一温度80摄氏度,电机绕组以预设转速绕电机绕组的轴线旋转,对电机绕组进行滴漆,第一时段t1分为第一子时段t2和第二子时段t3,t1=t2+t3;
177.第一子时段24分钟内,将滴漆工艺箱保持在滴漆负压1pa;
178.第一子时段t2后,第二子时段6分钟内,将滴漆工艺箱保持在滴漆正压p2=102000pa。
179.在凝胶时段20分钟内,将电机绕组保持在凝胶温度100摄氏度,滴漆工艺箱保持在凝胶正压102000pa;
180.凝胶时段t5后,在固化时段t6=120分钟内,将电机绕组保持在固化温度t4=120摄氏度,滴漆工艺箱保持在大气压强101000pa。
181.电机绕组的轴线与水平面之间具有倾斜角度,倾斜角度=15度。
182.滴漆时候的工件以预设转速转动,预设转速=5rpm。
183.所得的电机绕组,漆液的填充率=93.0%,波动性=3.9%。
184.实施例10:
185.在预热时段40分钟内,将电机绕组保持在预热温度140摄氏度,滴漆工艺箱的压强保持在大气压强101000pa。
186.第一时段30分钟内,将电机绕组保持在第一温度80摄氏度,电机绕组以预设转速绕电机绕组的轴线旋转,将滴漆工艺箱的压强保持在100pa,对电机绕组进行滴漆;
187.在凝胶时段20分钟内,将电机绕组保持在凝胶温度100摄氏度,滴漆工艺箱的压强保持在大气压强101000pa;
188.凝胶时段后,在固化时段120分钟内,将电机绕组保持在固化温度120摄氏度,滴漆工艺箱保持在大气压强101000pa。
189.电机绕组的轴线与水平面之间具有倾斜角度,倾斜角度=20度。
190.滴漆时候的工件以预设转速转动,预设转速=5rpm。
191.所得的电机绕组,漆液的填充率=89.2%,波动性=6.4%。
192.实施例11:
193.在预热时段40分钟内,将电机绕组保持在预热温度140摄氏度,滴漆工艺箱的压强保持在预热负压5pa。
194.第一时段30分钟内,将电机绕组保持在第一温度80摄氏度,电机绕组以预设转速绕电机绕组的轴线旋转,将滴漆工艺箱的压强保持在15pa,对电机绕组进行滴漆;
195.在凝胶时段20分钟内,将电机绕组保持在凝胶温度100摄氏度,滴漆工艺箱的压强保持在大气压强101000pa;
196.凝胶时段后,在固化时段120分钟内,将电机绕组保持在固化温度120摄氏度,滴漆工艺箱保持在大气压强101000pa。
197.电机绕组的轴线与水平面之间具有倾斜角度,倾斜角度=20度。
198.滴漆时候的工件以预设转速转动,预设转速=5rpm。
199.所得的电机绕组,漆液的填充率=89.6%,波动性=6.1%。
200.实施例12:
201.在预热时段40分钟内,将电机绕组保持在预热温度140摄氏度,滴漆工艺箱的压强保持在预热负压5pa。
202.第一时段30分钟内,将电机绕组保持在第一温度80摄氏度,电机绕组以预设转速绕电机绕组的轴线旋转,将滴漆工艺箱的压强保持在15pa,对电机绕组进行滴漆;
203.在凝胶时段20分钟内,将电机绕组保持在凝胶温度100摄氏度,滴漆工艺箱的压强保持在凝胶正压110000pa;
204.凝胶时段后,在固化时段120分钟内,将电机绕组保持在固化温度120摄氏度,滴漆工艺箱保持在大气压强101000pa。
205.电机绕组的轴线与水平面之间具有倾斜角度,倾斜角度=20度。
206.滴漆时候的工件以预设转速转动,预设转速=5rpm。
207.所得的电机绕组,漆液的填充率=89.9%,波动性=5.8%。
208.对比例1:
209.在预热时段40分钟内,将电机绕组保持在预热温度140摄氏度,滴漆工艺箱保持在大气压强。
210.在滴漆时段30分钟内,将电机绕组保持在第一温度80摄氏度,电机绕组以预设转速5rpm绕电机绕组的轴线旋转,滴漆工艺箱保持在大气压,对电机绕组进行滴漆。
211.在凝胶时段20分钟内,将电机绕组保持在凝胶温度100摄氏度,滴漆工艺箱保持在大气压强。
212.凝胶时段后,在固化时段120分钟内,将电机绕组保持在固化温度120摄氏度,滴漆工艺箱保持在大气压强。
213.电机绕组的轴线与水平面之间具有倾斜角度,倾斜角度=20度。
214.所得的电机绕组,漆液的填充率=87.4%,波动性=6.9%。
215.由实施例1-12与对比例1的比较可以看出,本技术实施例相对现有技术所得的电机绕组的漆液的填充率显著上升,波动性显著下降,也就是说本技术实施例所得的电机绕组的滴漆质量更好且质量更稳定。
216.应该理解的是,虽然如上的各实施例所涉及的流程图中的各个步骤按照箭头的指示依次显示,但是这些步骤并不是必然按照箭头指示的顺序依次执行。除非本文中有明确的说明,这些步骤的执行并没有严格的顺序限制,这些步骤可以以其它的顺序执行。而且,如上的各实施例所涉及的流程图中的至少一部分步骤可以包括多个步骤或者多个阶段,这些步骤或者阶段并不必然是在同一时刻执行完成,而是可以在不同的时刻执行,这些步骤或者阶段的执行顺序也不必然是依次进行,而是可以与其它步骤或者其它步骤中的步骤或者阶段的至少一部分轮流或者交替地执行。
217.所属领域的技术人员可以清楚地了解到,为描述的方便和简洁,上述描述的系统,装置和单元的具体工作过程,可以参考前述方法实施例中的对应过程,在此不再赘述。
218.本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”、“第三”、“第四”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的实施例能够以除了在这里图示或描述的内容以外的顺序实施。
219.在本技术所提供的几个实施例中,应该理解到,所揭露的系统,装置和方法,可以通过其它的方式实现。例如,以上所描述的装置实施例仅仅是示意性的,例如,单元的划分,仅仅为一种逻辑功能划分,实际实现时可以有另外的划分方式,例如多个单元或组件可以结合或者可以集成到另一个系统,或一些特征可以忽略,或不执行。另一点,所显示或讨论的相互之间的耦合或直接耦合或通信连接可以是通过一些接口,装置或单元的间接耦合或通信连接,可以是电性,机械或其它的形式。
220.作为分离部件说明的单元可以是或者也可以不是物理上分开的,作为单元显示的部件可以是或者也可以不是物理单元,即可以位于一个地方,或者也可以分布到多个网络单元上。可以根据实际的需要选择其中的部分或者全部单元来实现本实施例方案的目的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1