一种电机绕组的快速绕线模具的制作方法
1.本发明属于电机制造技术领域,具体涉及一种一种电机绕组的快速绕线模具,适用于因槽满率较高,需用成型线圈进行嵌线(或下线)的永磁直流力矩电机的线圈绕制。
背景技术:
2.随着科学技术的不断发展,尤其在导引头类产品中,需要低速情况下输出较大转矩并且能节省一定空间的低速直流电机,使用永磁直流力矩电机成为必然趋势。该种电机由定子、电枢和刷架三大部件构成,定子多为导磁铁表贴永磁体,电枢多为绕组线圈,该类力矩电机在设计时要求力矩指标最大化,电枢绕组需用专用绕线模具形成特定线圈,经嵌线工序放入电枢铁芯中,根据电机电枢铁芯槽数需使用同等数量的线圈,实际生产时对电机线圈的需求量较大,但是目前使用的电机线圈绕制模具线圈拆卸不便,绕制效率较低,分析其原因,主要受制于:
3.1.由于绕制完成后的线圈之间相连,不允许断开,绕圈绕制完成后,线圈从模具上脱模困难;
4.受绕线机绕制张力(即摩擦力)影响,线圈缠绕在型胎台阶外圆面上,需用手依次施加一定外力将其取下,该过程容易造成绑扎好的线圈散乱;
5.2.电机线圈绕制模具安装在绕线机外伸端后,并无同轴度定位约束,绕线模具在绕制过程中型胎回转跳动较大(目前测量轴端跳动大于1mm),会导致线圈绕制后电阻一致性较差,甚至无法满足工艺要求。
6.3.电机线圈绕制模具过线槽(同时也是绑扎线通过的凹槽)无法保证在同一条直线上,需要人为进行校准,影响线圈绕制效率。
7.鉴于此上述问题,有必要设计一款新的电机绕组绕线模具。
技术实现要素:
8.本发明的目的在于解决目前电机线圈绕制模具拆卸不便,绕制效率低的技术问题,而提供一种电机绕组的快速绕线模具及绕线方法。
9.为实现上述目的,本发明所提供的技术解决方案是:
10.一种电机绕组的快速绕线模具,其特殊之处在于:包括芯轴、缠线柱、型胎组件以及紧固组件;
11.所述芯轴同轴安装在绕线机设备主轴上,同轴度小于0.1mm;
12.定义芯轴与绕线机设备主轴连接的一端为首端,另一端为尾端;
13.自首端至尾端,缠线柱、型胎组件以及紧固组件依次安装在芯轴上,且芯轴上安装缠线柱与型胎组件的位置之间设置有限位台阶;
14.所述缠线柱垂直于芯轴,用于固定漆包线端头;
15.所述型胎组件包括依次同轴适配套装在芯轴上的一个首端型胎、若干个中间型胎以及一个尾端型胎;即整个型胎组件通过内孔配合安装在芯轴上,并且型胎可以在芯轴上
滑动;
16.所述首端型胎靠近首端一侧为平面,尾端型胎靠近尾端一侧为平面;首端型胎、各个中间型胎以及尾端型胎间相邻型胎本体相对的侧面上交错设置有形状相同的凸台,且每个中间型胎两侧的凸台也交错设置;相邻型胎本体侧面上的凸台对接后形成一个与之同轴的环形圆台,该环形圆台的外周面即为线圈绕制的成型面,其直径小于型胎本体的直径;
17.所述首端型胎、各个中间型胎以及尾端型胎的型胎本体上均沿径向关于轴线对称设置有两个凹槽;凹槽的槽底与环形圆台的外周面齐平(方便扎线、漆包线穿过,并满足线圈绕制要求),所有凹槽的中心面共面,且过芯轴以及缠线柱的轴线;
18.相邻型胎本体上凸台的对接面为斜面,斜面的根部径向过芯轴的轴线,且与芯轴轴线所在水平面之间的夹角为45
°
;
19.所述紧固组件与所述限位台阶配合将型胎组件紧固在芯轴上,即限位台阶限制型胎组件整体向芯轴首端移动,紧固组件限制型胎组件整体向芯轴尾端移动;
20.进一步地,所述芯轴自首端至尾端为一个外径减小的台阶轴;
21.所述芯轴首端为套筒状,其壁面上至少设置有两个螺纹孔,且孔距大于2倍螺纹孔尺寸(即孔距要求视螺纹孔尺寸而定);芯轴同轴套装在绕线机设备主轴上,紧固螺钉通过其壁面上的螺纹孔将芯轴与绕线机设备主轴紧固,且芯轴尾端(即外伸段)外圆面的跳动值小于0.04mm。
22.进一步地,各个型胎本体的宽度为5
±
0.5mm,在保证模具强度、兼顾线圈之间连接线长度要求的同时,该尺寸越小,模具组装后不至于过长,对整个绕线模具最外端跳动的控制越有利。
23.进一步地,所述凹槽边缘设置有倒圆角r1,在使用过程中可防止锐棱伤线;
24.所述凹槽的槽宽2mm
±
0.2mm,该尺寸大小主要考虑绑扎线以及过漆包线。
25.进一步地,所述中间型胎的个数为8-10个。
26.进一步地,所述紧固组件包括垫片和螺母;
27.所述垫片设置在螺母与尾端型胎之间;
28.为了便于操作人员手动拧紧,无需其他专用工具,所述螺母的外周面上设置有滚花,可进行快速安装拆卸。
29.进一步地,所述缠线柱与芯轴螺纹配合。
30.进一步地,所述型胎组件的材质为有机玻璃,即可以满足线圈绕制硬度又不会损伤漆包线,并且该材质切削性能好,具有很好的可加工性,使用寿命长。
31.利用上述电机绕组的快速绕线模具的绕线方法,其特殊之处在于,包括以下步骤;
32.1)在绕线机设备主轴上安装上述电机绕组的快速绕线模具
33.1.1)将芯轴安装在绕线机设备主轴上,利用百分表测量芯轴尾端外圆面的跳动值,待跳动值满足要求后通过紧固螺钉紧固;
34.1.2)将缠绕柱安装在芯轴上;
35.1.3)在芯轴上按照首端型胎、中间型胎、尾端型胎的顺序依次安装型胎组件,并使用紧固组件紧固;
36.上述步骤1.2)和1.3)之间的顺序可以调换;
37.2)绕制线圈
38.将漆包线端头在缠线柱上,并将线圈绑扎线置于所述凹槽内(具体是在绕制前先将一根线圈绑扎线的两端分别穿过首端型胎和第一中间型胎上的凹槽,而线圈绑扎线的中部贴在这两个型胎本体凸台形成的线圈成型面上);从首端型胎的凹槽处将漆包线引出(将漆包线置于线圈绑扎线的上方,如此,在绕制后便于绑扎),按照绕线机设备中的绕线程序,依次将漆包线绕制在各个线圈成型面上,并对每个线圈进行绑扎,完成线圈绕制(绕线程序在设定时,会在绕制完一个线圈后,预留一段操作时间,这段时间足够让操作人员完成对该线圈的绑扎,以及继续搁置下一个线圈绑扎线和将漆包线从凹槽处引出至线圈成型面处,如此,有序完成所有线圈的绕制以及绑扎);之后,取下紧固组件,将芯轴上所有型胎带着线圈全部取下;
39.3)脱模
40.将相邻型胎沿45
°
凸台接触面向外移动,便可快速脱模取下绕制的线圈。
41.进一步地,还包括4)拆卸
42.拧松紧固螺钉,从绕线设备主轴上取下该模具。
43.本发明的优点是:
44.1.本发明设计的绕线模具设计巧妙,结构简单,安装和使用即为方便,不用考虑人为校准的问题,操作容易上手,可根据需要的线圈数量适时调整中间型胎的数量,实用性强。
45.2.使用本发明设计的快速绕线模具绕制线圈,在一次安装完成后无需重复拆卸、调校绕线模具,按照记载方法进行绕线操作,便可快速得到多个线圈,同时线圈脱模方便,相比于其它方式,还可防止线圈损伤。
46.3.本发明中的芯轴在绕线时与绕线设备主轴同轴安装,通过内控配合尺寸及安装时的调校其外伸端跳动量控制在要求范围内,可保证绕制时线圈一致性。同时,单次开机绕制过程中不再重复拆装芯轴,通过螺钉机械固紧,保证绕制线圈过程中的可靠性。
47.4.本发明中的型胎,每套模具配套一组,一般包含8~10件型胎零件(可根据具体要求调整个数);该型胎为快速绕线、脱模的核心零件,是本发明快速思想的集中体现。依次绕制的得到多个线圈,同时得益于其相邻型胎45
°
型面的存在,相较于原模具(脱模时,依次将线圈从型胎台阶轴端面取下,受张力影响,线圈在型胎表面产生摩擦力,拿取不易),将型胎向外交错移动,可快速脱模(线圈成型面所在环形圆台由相邻型胎本体上的凸台通过45
°
分型面接触配合形成,脱模时直接将相邻型胎沿45
°
分型面远离移动,即可实现型胎台阶轴分离,快速方便),大大提升了绕制效率和拆卸质量。
附图说明
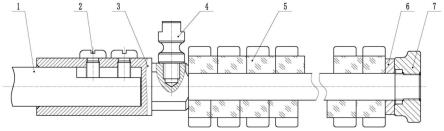
48.图1为本发明电机绕组绕线模具的结构示意图;
49.图2为本发明电机绕组绕线模具整体三维图;
50.图3为本发明电机绕组绕线模具快速拆卸的核心零件型胎三维图;其中,a为首端型胎,b为中间型胎,c为尾端型胎;
51.图4为本发明型胎组件中首端型胎的主视图;
52.图5为本发明型胎组件中首端型胎的剖面图;
53.图6为本发明型胎组件中中间型胎的剖面图;
54.附图标号如下(图中尺寸的量纲为mm):
55.1-绕线机设备主轴,2-紧固螺钉,3-芯轴,4-缠线柱,5-型胎组件,6-垫圈,7-滚花螺母,8-凸台,9-型胎本体。
具体实施方式
56.以下结合附图和具体实施例对本发明的内容作进一步的详细描述:
57.如图1-6所示,一种电机绕组的快速绕线模具包括用于连接及安装的芯轴、线圈成型的型胎、漆包线端头固定的缠线柱、模具与绕线设备主轴固定的紧固螺钉以及型胎固紧的紧固组件。
58.芯轴同轴安装在绕线机设备主轴上,且同轴度小于0.1mm;定义芯轴与绕线机设备主轴连接的一端为首端,另一端为尾端。芯轴自首端至尾端为一个外径减小的台阶轴;芯轴首端为套筒状,其壁面上至少设置有两个螺纹孔;芯轴同轴套装在绕线机设备主轴上,本实施例中首端上设置有两个螺纹孔,孔距大于2倍螺纹孔尺寸,紧固螺钉通过其壁面上的螺纹孔将芯轴与绕线机设备主轴紧固,且芯轴尾端(即外伸段)外圆面的跳动值小于0.04mm。
59.自首端至尾端,缠线柱、型胎组件以及紧固组件依次安装在芯轴上,且芯轴上安装缠线柱与型胎组件的位置之间设置有限位台阶,用于限制型胎组件整体向芯轴首端移动。
60.缠线柱通过螺纹连接的方式垂直设置在芯轴上,用于固定漆包线端头。
61.型胎组件包括依次同轴适配套装在芯轴上的一个首端型胎、若干个中间型胎以及一个尾端型胎,即整个型胎组件通过内孔配合安装在芯轴上,并且型胎可以在芯轴上滑动。首端型胎靠近首端一侧为平面,尾端型胎靠近尾端一侧为平面;首端型胎、各个中间型胎以及尾端型胎间相邻型胎本体相对的侧面上交错设置有形状相同的凸台,且每个中间型胎两侧的凸台也交错设置;相邻型胎本体侧面上的凸台对接后形成一个与之同轴的环形圆台,该环形圆台的外周面即为线圈绕制的成型面,其直径小于型胎本体的直径。首端型胎、各个中间型胎以及尾端型胎的型胎本体上均沿径向关于轴线对称设置有两个凹槽;凹槽的槽底与环形圆台的外周面齐平(方便扎线、漆包线穿过,并满足线圈绕制要求),所有凹槽的中心面共面,且过芯轴以及缠线柱的轴线;相邻型胎本体上凸台的对接面为斜面,斜面的根部径向过芯轴的轴线,且与芯轴轴线所在水平面之间的夹角为45
°
。
62.本实施例中,型胎组件的材质为有机玻璃,即可以满足线圈绕制硬度又不会损伤漆包线,并且该材质切削性能好,具有很好的可加工性,使用寿命长。各个型胎本体的宽度为5mm,在保证模具强度、兼顾线圈之间连接线长度要求的同时,该尺寸越小,模具组装后不至于过长,对整个绕线模具最外端跳动的控制越有利;型胎本体上的凸台厚度为3.3mm(当然也可根据线圈产品的要求,设置不同厚度的凸台)。凹槽边缘设置有倒圆角r1,在使用过程中可防止锐棱伤线。所述凹槽的槽宽2mmmm,该尺寸大小主要考虑绑扎线以及过漆包线;中间型胎的个数为9个。
63.紧固组件包括垫圈和滚花螺母(以便操作人员手动拧紧,快速安装拆卸),用于限制型胎组件整体向芯轴尾端移动,安装后,整个型胎组件通过芯轴限位台阶面和紧固组件进行限位锁紧,限制其在芯轴上发生移动。
64.采用上述快速绕线模具进行绕线的方法,包括以下步骤:
65.1)在绕线机设备主轴上安装上述电机绕组的快速绕线模具
66.1.1)将芯轴安装在绕线机设备主轴上,利用百分表测量芯轴尾端外圆面的跳动值,待跳动值满足要求后通过紧固螺钉紧固;可见,绕线时,先将该模具安装在绕线设备主轴上,通过紧固螺钉固紧,保证与绕线设备同轴安装、转动;安装时通过控制螺钉的紧固与否,实现模具与绕线设备主轴的快速安装;安装时通过控制芯轴外伸轴跳动,可控制线圈绕制的一致性;
67.1.2)将缠绕柱安装在芯轴上;
68.1.3)在芯轴上按照首端型胎、中间型胎、尾端型胎的顺序依次安装型胎组件,并使用垫片和滚花螺母进行紧固;安装时,通过调整芯轴上安装的型胎的数量,可控制一次脱模后线圈的数量;
69.上述步骤1.2)和1.3)之间的顺序可以调换;
70.上述准备工作完成后,正式进入下面的绕线环节,
71.2)绕制线圈
72.2.1)将漆包线端头缠绕在缠线柱上,并将线圈绑扎线置于所述凹槽内,从首端型胎的凹槽处将漆包线引出;
73.2.2)运转绕线设备,使漆包线在型胎成型面上按绕线设备设定参数进行线圈绕制;每绕制一个线圈,用提前放好的线圈绑扎线绑扎好(对称的两处凹槽处均应提前防止线圈绑扎线,从对称两处对线圈进行绑扎),再进行下一个线圈的绕制;直至漆包线绕制程序完成,完成一整串线圈的绕制工作;
74.3)脱模以及拆卸
75.3.1)从缠线柱上松开漆包线端头;
76.3.2)拆下垫圈及滚花螺母;
77.3.3)将型胎组件带线圈全部从芯轴上取下;
78.3.4)将相邻型胎沿45
°
凸台接触面向外交错移动,使线圈脱模,完成后取出型胎;
79.3.5)拧松紧固螺钉,从绕线设备主轴上取下该模具,完成绕线全流程。
80.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明公开的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1