一种绝缘密封型发动机端盖及其制造工艺的制作方法
1.本发明涉及发动机端盖相关技术领域,具体为一种绝缘密封型发动机端盖及其制造工艺。
背景技术:
2.发动机是一种能够把其它形式的能转化为机械能的机器,包括如内燃机、外燃机、电动机等;如内燃机通常是把化学能转化为机械能,发动机既适用于动力发生装置,也可指包括动力装置的整个机器。而发动机端盖是安装在发动机壳后面的一个后盖,俗称"端盖"。在对比文件“cn115095441a一种绝缘密封型发动机端盖及其制造工艺”的说明书中提及“本发明公开了一种绝缘密封型发动机端盖及其制造工艺,包括密封端盖和外绝缘套环,所述密封端盖内顶面中心固定有中芯板,且中芯板的外侧环设有十组第二连接边,所述相邻的两组第二连接边之间连接有第一连接边,且每组第二连接边和第一连接边之间的相交处设置有中紧固螺孔,并且密封端盖的外环面设置有外绝缘套环”,但是对比文件中的发动机端盖采用密封垫来密封和绝缘存在一定缺陷,因为密封垫与端盖内壁之间也存在一定的空隙,可能会被带有金属屑的空气流进入,导致无法完全密封,而密封垫上所携带的金属屑也会对端盖的绝缘性产生影响,使用并安全可靠。
技术实现要素:
3.本发明的目的在于提供一种绝缘密封型发动机端盖及其制造工艺,以解决上述背景技术中提出的对比文件中的发动机端盖采用密封垫来密封和绝缘存在一定缺陷,因为密封垫与端盖内壁之间也存在一定的空隙,可能会被带有金属屑的空气流进入,导致无法完全密封,而密封垫上所携带的金属屑也会对端盖的绝缘性产生影响,使用并安全可靠的问题。
4.为实现上述目的,本发明提供如下技术方案:一种绝缘密封型发动机端盖,包括密封端盖和外绝缘套环,所述密封端盖内顶面中心固定有中芯板,且中芯板的外侧环设有十组第二连接边,所述相邻的两组第二连接边之间连接有第一连接边,且每组第二连接边和第一连接边之间的相交处设置有中紧固螺孔,并且密封端盖的外环面设置有外绝缘套环。
5.作为进一步的技术方案,所述中芯板的前后两端分别固定在密封端盖的内环面前后两端,且中芯板的中心开设有中心孔。
6.作为进一步的技术方案,所述密封端盖的左右两部均开设有四组中紧固螺孔,且每组中紧固螺孔内均安装有一组紧固螺栓。
7.作为进一步的技术方案,所述外绝缘套环的左部设置有左固定耳,且左固定耳内设置有左圆盘,并且左圆盘内设置有四组左紧固螺孔。
8.作为进一步的技术方案,所述外绝缘套环的右部设置有右固定耳,且右固定耳内设置有右圆盘,并且右圆盘内设置有四组右紧固螺孔。
9.作为进一步的技术方案,所述外绝缘套环内的左固定耳与右固定耳、左圆盘与右
圆盘之间关于密封端盖的中心线呈左右对称,且密封端盖和外绝缘套环均采用铸钢材质,并且密封端盖的内顶部设置有绝缘密封内衬。
10.一种绝缘密封型发动机端盖制造工艺,包括测量、锻造、细加工、缠绕薄膜、热固化和密封固化,其特征在于:步骤一、测量;将端盖内外尺寸测量好后,先进行制作锻炼端盖模胚;步骤二、锻造;将制作后的端盖模胚安装在模具安装槽内,在发动机端盖模具内浇筑铸钢金属液,浇筑后直至模具完全冷却;步骤三、细加工;取出制作后的发动机端盖后对其进行去毛刺、打磨和抛光细加工处理;步骤四、缠绕薄膜;在细加工好的发动机端盖内套好一定层数的绝缘材料薄膜,缠绕厚度设置为5-6mm。
11.步骤五、热固化;在100-120摄氏度的温度下加热固化,使其与发动机端盖完全凝固有一定过盈量,冷却到常温后测量绝缘电阻值a;步骤六、密封固化;用绝缘树脂将发电机端盖内外表面的缝隙均密封住,密封时间在20-24h,待到树脂完全固化,再次检测绝缘电阻值b。
12.作为进一步的技术方案,所述步骤四中的绝缘材料薄膜采用聚酰亚胺薄膜,且聚酰亚胺薄膜本身厚度在0.1-0.15mm之间。
13.作为进一步的技术方案,所述步骤六中所测量的绝缘电阻值b会由步骤五中所测量的绝缘电阻值a降低到近乎为零。
14.一种绝缘密封型发动机端盖是由一种绝缘密封型发动机端盖制造工艺制备而成。
15.与现有技术相比,本发明的有益效果是:1.本发明中密封端盖内中芯板中心的中心孔同于电机轴通过来安装的,以及在密封端盖左右两部所设置的四组中紧固螺孔方便通过安装紧固螺栓来固定发电机,使其安装更安全稳固,且安装方便快速,有助于提高整体安装效率。
16.2.本发明中密封端盖外环面所设置的外绝缘套环一方面可防护住密封端盖,避免外部因素对密封端盖的磨损,另一方面外绝缘套环左部的左固定耳内套置有左圆盘,外绝缘套环右部的右固定耳内套置有右圆盘,通过左圆盘上的左紧固螺孔和右圆盘上的右固定耳进行安装螺栓安装固定,方便将左圆盘和右圆盘与发电机左右两侧的外部框架进行紧固,从而增强发电机端盖的安装强度和牢固性。
17.3.本发明在发电机端盖内外缠绕绝缘材料的薄膜主要是用于实现端盖安装在后电机主体的密封绝缘功能,同时使用绝缘树脂将发电机端盖内外表面的缝隙均密封住,是为了避免金属屑进入到发电机端盖与缠绕薄膜之间的缝隙中,也是加强端盖的绝缘性。
附图说明
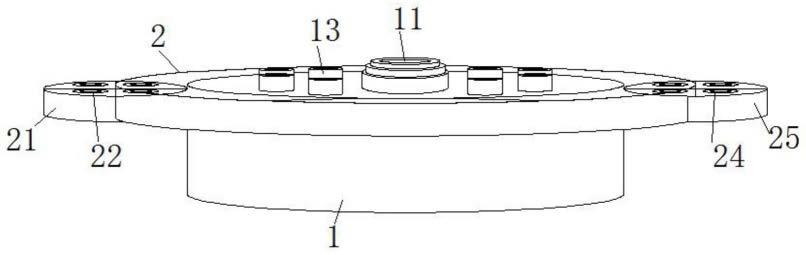
18.图1为本发明结构的效果图;图2为本发明结构的正视示意图;图3为本发明结构的俯视示意图;图4为本发明结构的仰视示意图;图5为本发明结构的剖面结构示意图。
19.图中:1、密封端盖;10、中芯板;11、中心孔;12、第一连接边;13、中紧固螺孔;14、第二连接边;2、外绝缘套环;20、左固定耳;21、左圆盘;22、左紧固螺孔;23、右固定耳;24、右圆盘;25、右紧固螺孔。
具体实施方式
20.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.具体实施方式一,参阅图1-5,本发明提供一种技术方案:一种绝缘密封型发动机端盖,包括密封端盖1和外绝缘套环2,密封端盖1内顶面中心固定有中芯板10,且中芯板10的外侧环设有十组第二连接边14,相邻的两组第二连接边14之间连接有第一连接边12,且每组第二连接边14和第一连接边12之间的相交处设置有中紧固螺孔13,并且密封端盖1的外环面设置有外绝缘套环2。
22.在本实施例中,中芯板10的前后两端分别固定在密封端盖1的内环面前后两端,且中芯板10的中心开设有中心孔11;密封端盖1的左右两部均开设有四组中紧固螺孔13,且每组中紧固螺孔13内均安装有一组紧固螺栓。
23.具体的,本发明中密封端盖1内中芯板10中心的中心孔11同于电机轴通过来安装的,以及在密封端盖1左右两部所设置的四组中紧固螺孔13方便通过安装紧固螺栓来固定发电机,使其安装更安全稳固,且安装方便快速,有助于提高整体安装效率。
24.在本实施例中,外绝缘套环2的左部设置有左固定耳20,且左固定耳20内设置有左圆盘21,并且左圆盘21内设置有四组左紧固螺孔22;外绝缘套环2的右部设置有右固定耳23,且右固定耳23内设置有右圆盘24,并且右圆盘24内设置有四组右紧固螺孔25;外绝缘套环2内的左固定耳20与右固定耳23、左圆盘21与右圆盘24之间关于密封端盖1的中心线呈左右对称,且密封端盖1和外绝缘套环2均采用铸钢材质,并且密封端盖1的内顶部设置有绝缘密封内衬。
25.具体的,本发明中密封端盖1外环面所设置的外绝缘套环2一方面可防护住密封端盖1,避免外部因素对密封端盖1的磨损,另一方面外绝缘套环2左部的左固定耳20内套置有左圆盘21,外绝缘套环2右部的右固定耳23内套置有右圆盘24,通过左圆盘21上的左紧固螺孔22和右圆盘24上的右固定耳23进行安装螺栓安装固定,方便将左圆盘21和右圆盘24与发电机左右两侧的外部框架进行紧固,从而增强发电机端盖的安装强度和牢固性。
26.在本实施例中,步骤四中的绝缘材料薄膜采用聚酰亚胺薄膜,且聚酰亚胺薄膜本身厚度在0.1-0.15mm之间;步骤六中所测量的绝缘电阻值b会由步骤五中所测量的绝缘电阻值a降低到近乎为零。
27.具体的,本发明在发电机端盖内外缠绕绝缘材料的薄膜主要是用于实现端盖安装在后电机主体的密封绝缘功能,同时使用绝缘树脂将发电机端盖内外表面的缝隙均密封住,是为了避免金属屑进入到发电机端盖与缠绕薄膜之间的缝隙中,也是加强端盖的绝缘性。
28.该绝缘密封型发动机端盖制造工艺:步骤一、测量;将端盖内外尺寸测量好后,先
进行制作锻炼端盖模胚;步骤二、锻造;将制作后的端盖模胚安装在模具安装槽内,在发动机端盖模具内浇筑铸钢金属液,浇筑后直至模具完全冷却;步骤三、细加工;取出制作后的发动机端盖后对其进行去毛刺、打磨和抛光细加工处理;步骤四、缠绕薄膜;在细加工好的发动机端盖内套好一定层数的绝缘材料薄膜,缠绕厚度设置为5-6mm。步骤五、热固化;在100-120摄氏度的温度下加热固化,使其与发动机端盖完全凝固有一定过盈量,冷却到常温后测量绝缘电阻值a;步骤六、密封固化;用绝缘树脂将发电机端盖内外表面的缝隙均密封住,密封时间在20-24h,待到树脂完全固化,再次检测绝缘电阻值b。
29.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1