一种定子引出线整形工装的制作方法
1.本实用新型涉及电机定子装配辅具,特别涉及一种定子引出线整形工装。
背景技术:
2.电机定子是电动机静止不动的部分。定子由定子铁芯、定子绕组和机座三部分组成。定子绕组绝缘处理,是在绕组绝缘结构符合设计要求条件下进行的绝缘补强措施,即通过浸漆或滴漆工艺,将绝缘漆渗透到绕组的所有空隙中,通过加热固化的方式,使电机绕组成为一个绝缘性能良好、彼此共为一体的整体,满足电机绝缘要求的同时,对电机的温升、振动和噪声性能有一定提升效果。因为滴漆加热固化的缘由,导致定子绕组引出线接线铜头所在位置能否达到装配标准成为需要解决的一大问题,且需要把量产定子总成的引出线摆动方向和形状整形到基本一致。因此引出线的整形,对提升产品的装配、一致性和整体性能具有积极的意义。
3.现有技术中定子引出线整形工装,参见中国公开发明专利,公开号为cn110011455a,公布日为2019年07月12日,所公开的一种定子引出线固定装置,此装置,使用时,将固定环底端固定在定子套环上,将引出线线头按照压板以及上压线板的槽型整理好,通过把手按压上压线板,从而完成压线工作,使引出线位置按照角度要求固定并压紧,既能将引出线固定,又可以防止线头松散满足自动化生产需要保证产品质量,提高工作效率,满足自动化生产的需要。因而具有结构简单、自动化程度高的优点。但此装置,仅设置压线板,对引出线和接线铜头的固定效果不好,另一方面,固定环两端穿有压缩弹簧的导向轴通过螺栓固连,与定子整形和压线拆解繁琐,不够便捷,影响引出线整形的效率。
技术实现要素:
4.为了克服现有技术存在的缺陷,本实用新型提供一种定子引出线整形工装。
5.本实用新型解决其技术问题所采用的技术方案是:一种定子引出线整形工装,其特征在于:包括底板,所述底板上设有工装台,所述工装台的对侧设有第一定位块和第二定位块,所述第一定位块、第二定位块与工装台呈三角形分布,所述工装台设有与其插接的靠板,工装台上分布有若干与引出线的引出端一一对应的卡槽,相邻卡槽之间设有第一定位孔,靠板上分布有与第一定位孔相对应的第二定位孔,两两相对的第一定位孔与第二定位孔内穿设有定位销。
6.作为上述方案的进一步改进,所述第一定位块、第二定位孔以及工装台形成用于放置定子的区域。
7.作为上述方案的进一步改进,所述第一定位块、第二定位孔以及工装台的内壁均设有贴合定子外表面的弧形部,弧形部上带有用于承托定子的台阶。
8.作为上述方案的进一步改进,所述第一定位块上设有与定子外表面具有的定位槽相对应的紧固槽,所述紧固槽沿定子方向开设且与定子外表面相垂直。
9.作为上述方案的进一步改进,所述紧固槽远离定子的一端转动设有紧固销,第一
定位块远离定子的一端设有便于操作人员拨动紧固销的避让腔。
10.作为上述方案的进一步改进,所述工装台的顶面设有凹槽,所述卡槽位于凹槽远离定子的一侧,引出线的末端连接有接线铜头,所述接线铜头带有通孔。
11.作为上述方案的进一步改进,所述定位销依次穿过位于靠板上的第二定位孔、接线铜头上的通孔以及工装台上的第一定位孔,从而固定接线铜头。
12.作为上述方案的进一步改进,所述靠板靠近工装台的端面设有插块,工装台的侧端设有与插块相配合的插槽,所述插块部分插入所述插槽内,插块与工装台的顶面保持一定间距。
13.作为上述方案的进一步改进,所述靠板的顶面上安装有推拉式快速夹钳,所述推拉式快速夹钳的下压端设有下压板。
14.作为上述方案的进一步改进,所述靠板的顶面与卡槽的顶面相平齐,下压板的底面可紧贴于卡槽的顶面处。
15.本实用新型的有益效果是:通过将引出线的末端以及接线铜头放入所设置的卡槽内,再配合定位销能够将接线铜头完好地固定在卡槽上,实现,靠板与工装台采用插接的方式,拆解便捷,便于操作人员操作。
附图说明
16.图1为本实用新型实施例的主视图;
17.图2为本实用新型实施例的左视图;
18.图3为本实用新型实施例的俯视图;
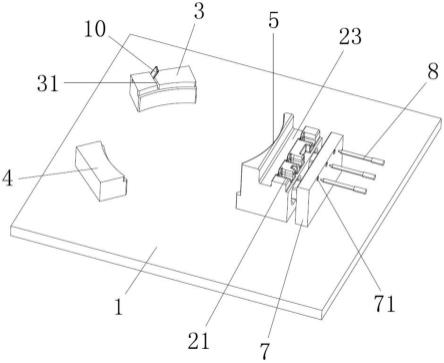
19.图4为本实用新型实施例的立体图;
20.图5为本实用新型实施例中工装台的侧视图;
21.图6为本实用新型实施例中工装台的立体图;
22.图7为本实用新型实施例中工装台与靠板的分解图;
23.图8为本实用新型实施例用于定子引出线的主视图;
24.图9为本实用新型实施例用于定子引出线的侧视图;
25.图10为本实用新型实施例用于定子引出线的立体图;
26.图11为图10中a处的放大图;
27.图12为图10中b处的放大图。
28.图中:
29.1、底板,
30.2、工装台,21、卡槽,22、第一定位孔,23、凹槽,24、插槽,
31.3、第一定位块,31、紧固槽,32、避让腔,
32.4、第二定位块,
33.5、弧形部,6、台阶,
34.7、靠板,71、第二定位孔,72、插块,
35.8、定位销,
36.9、定子,91、定位槽,92、引出线,93、接线铜头,94、通孔,
37.10、紧固销。
具体实施方式
38.下面结合附图对本实用新型的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本实用新型,但并不构成对本实用新型的限定。此外,下面所描述的本实用新型各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
39.如附图1-12所示,本实用新型提供的一种定子引出线整形工装,包括底板1,底板1上设有工装台2,工装台2的对侧设有第一定位块3和第二定位块4,第一定位块3、第二定位块4与工装台2呈三角形分布,工装台2设有与其插接的靠板7,工装台2上分布有若干与引出线92的引出端一一对应的卡槽21,相邻卡槽21之间设有第一定位孔22,靠板7上分布有与第一定位孔22相对应的第二定位孔71,两两相对的第一定位孔22与第二定位孔71内穿设有定位销8。
40.通过将引出线92的末端以及接线铜头93放入所设置的卡槽21内,再配合定位销8能够将接线铜头93完好地固定在卡槽21上,实现,靠板7与工装台2采用插接的方式,拆解便捷,便于操作人员操作。
41.进一步作为优选的实施方式,第一定位块3、第二定位孔71以及工装台2形成用于放置定子9的区域,第一定位块3、第二定位块4与工装台2呈三角形分布,从而更好地固定定子9。
42.进一步作为优选的实施方式,第一定位块3、第二定位孔71以及工装台2的内壁均设有贴合定子9外表面的弧形部5,弧形部5上带有用于承托定子9的台阶6,使定子9能够稳固地放入工装内。
43.进一步作为优选的实施方式,第一定位块3上设有与定子9外表面具有的定位槽91相对应的紧固槽31,紧固槽31沿定子9方向开设且与定子9外表面相垂直。在本实施例中的定子9带有定位槽91,对应定位槽91的位置处所设置的紧固槽31,除了能够更好地固定定子9,防止定子9移动外,还能保证每个定子9摆放位置的一致性。
44.进一步作为优选的实施方式,紧固槽31远离定子9的一端转动设有紧固销10,紧固销10通过转轴连接于紧固槽31的腔内,第一定位块3、转轴以及紧固销10组成一个定位机构。第一定位块3远离定子9的一端设有便于操作人员拨动紧固销10的避让腔32,所设置的避让腔32方便操作人员手动操作。
45.进一步作为优选的实施方式,工装台2的顶面设有凹槽23,工装台2的横截面呈凹字形,以配合引出线92的形状。卡槽21位于凹槽23远离定子9的一侧,引出线92的末端连接有接线铜头93,接线铜头93带有通孔94。
46.进一步作为优选的实施方式,定位销8依次穿过位于靠板7上的第二定位孔71、接线铜头93上的通孔94以及工装台2上的第一定位孔22,从而固定接线铜头93。
47.进一步作为优选的实施方式,靠板7靠近工装台2的端面设有插块72,工装台2的侧端设有与插块72相配合的插槽24,插块72部分插入插槽24内,插块72与工装台2的顶面保持一定间距,避免插块72因碰到接线铜头93造成损坏。
48.工装台2与靠板7采取插接的快速连接方式,引出线92的端部进行滴漆固化后,操作人员可以轻松地把接线铜头93放进卡槽21内,再将插块72插入工装台2的插槽24内,最后把定位销8依次穿过靠板7上的第二定位孔71、接线铜头93上的通孔94以及工装台2上的第
一定位孔22,使接线铜头93牢固地固定在卡槽21内。
49.进一步作为优选的实施方式,靠板7的顶面上安装有推拉式快速夹钳,推拉式快速夹钳的下压端设有下压板。靠板7的顶面与卡槽21的顶面相平齐,下压板的底面可紧贴于卡槽21的顶面处。在本实施例所应用的推拉式快速夹钳为现有市售产品,具体地可参见中国公开发明专利,公开号为cn110125848a,公开日为2019年08月16日,所公开的夹钳。
50.以上结合附图对本实用新型的实施方式作了详细说明,但本实用新型不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本实用新型原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1