一种全自动供应磁铁装置的制作方法
1.本实用新型属于零件加工领域,更具体地说,涉及一种全自动磁铁供应装置。
背景技术:
2.现有的电机转子的装配,是通过手动将磁铁片固定安装在铁芯的外周的,效率低下,且易损伤员工的手指;因此有必要设计一种可以自动上料的全自动磁铁供应装置。
技术实现要素:
3.本实用新型要解决的技术问题在于提供一种全自动供应磁铁装置,它可以实现全自动供应磁铁,通过顶升装置自动填装磁铁,提高上料效率。
4.本实用新型的一种全自动供应磁铁装置,包括链条台、顶杆工装、顶升工装、工装轨道、固定装置;链条台上端中部有一圆形槽孔;圆形槽孔的四周有四个矩形槽孔呈矩形阵列且四个矩形槽孔贯穿链条台;链条台的四个侧面均设有矩形凹槽;链条台侧面的矩形凹槽与上端的四个矩形槽孔相接;链条台嵌合于工装轨道的交叉部位;工装轨道上端具有矩形凹槽;顶杆工装上端对准链条台的四个矩形槽孔;顶升工装上端顶接于顶杆工装下端;固定装置盖接于链条台上部。
5.作为本实用新型的进一步改进,工装轨道呈十字交叉形;工装轨道由两个矩形柱体垂直交叉组成;矩形柱上端中部均设有凹槽;矩形柱上端凹槽的大小比磁铁大;矩形柱上端凹槽的大小与链条台侧面矩形凹槽大小相同;工装轨道下端固定连接在桌面上。
6.作为本实用新型的进一步改进,顶杆工装包括顶杆和顶杆基座;顶杆为四个矩形柱;四个矩形柱的截面形状和分布位置与链条台上端四个矩形槽孔的截面形状和分布位置相同;顶杆的下端固定连接在顶杆基座上;顶杆工装位于桌内。
7.作为本实用新型的进一步改进,顶升工装包括顶升块圈和顶升基座;顶升块圈由六个截面形状相同但高度不同的凸台和一个环状体构成;六个凸台的下端均匀地固定连接在环状体上端;顶升块圈的下端固定连接在顶升基座上端;顶升工装位于桌子内部。
8.作为本实用新型的进一步改进,固定装置为固定架;固定架包括两块立板和一块盖板;两块立板对立放置在工装轨道的斜对角且下端固定连接在桌面上;盖板中部有一孔洞;孔洞的大小大于链条台上端四个矩形槽孔所围设出的矩形;盖板盖接于链条台之上;盖板的左右两端与两块立板固定连接。
9.作为本实用新型的进一步改进,链条台包括台顶、台柱、台体;台顶固定连接在台柱上端;台柱固定连接在台体上端;链条台中部有一圆形槽孔;在该圆形槽孔四周有四个矩形槽孔呈矩形阵列且四个矩形槽孔贯穿链条台;台体包括台体本体、四个体柱、体芯;台体本体的四个角由四个体柱支撑,台体本体的中部由体芯支撑。
10.作为本实用新型的进一步改进,盖板的左右两端与两块立板通过螺母和螺帽固定连接。
11.相比于现有技术,本实用新型的有益效果在于:
12.1.采用工装轨道进行全自动上料,提高了生产效率,减少员工人工操作的手指损伤。
13.2.盖板的左右两端与两块立板通过螺母和螺帽固定连接,能够根据链条台1所在位置进行上下调节固定架的高度。
14.3.在最下端设置顶升工装,能够根据不同磁铁的长度适用不同高度的凸台。
附图说明
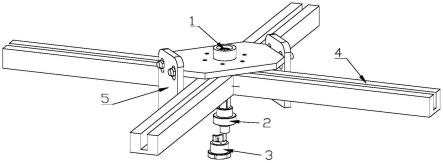
15.图1为本实用新型的立体结构示意图;
16.图2为本实用新型的截面结构示意图;
17.图3为本实用新型的链条台立体结构示意图;
18.图4为本实用新型的链条台横向截面结构示意图;
19.图5为本实用新型的链条台纵向截面结构示意图;
20.图6为本实用新型的顶杆工装立体结构示意图;
21.图7为本实用新型的顶升工装立体结构示意图;
22.图8为本实用新型的链条台、顶杆工装和顶升工装配合时的截面结构示意图。
23.图中标号说明:
24.链条台1、台顶11、台柱12、台体13、支撑柱131、体芯132、顶杆工装2、顶杆21、顶杆柱22、顶杆底座23、顶升工装3、顶升块圈31、顶升柱32、顶升底座33、工装轨道4、固定架5。
具体实施方式
25.具体实施例一:请参阅图1-8的一种全自动供应磁铁装置,包括链条台1、顶杆工装2、顶升工装3、工装轨道4、固定架5。
26.链条台1包括台顶11、台柱12、台体13。
27.台顶11呈圆柱形;台顶11的圆心处有一圆形槽孔;圆形槽孔开口向上。
28.台柱12的上端与台顶11的下端固定连接。
29.台体13包括台体本体、四个支撑柱131、体芯132。
30.台体本体被四个支撑柱131和体芯132支撑。
31.台体本体的四个角由四个支撑柱131支撑,台体本体的中部由体芯132支撑。
32.台体13的上端固定连接在台柱12的下端。
33.在台顶11圆形槽孔四周有四个矩形槽孔呈矩形阵列且四个矩形槽孔贯穿链条台1。
34.体芯132为正方形柱体;正方形柱体的四个侧面各被挖去一个矩形凹槽;矩形凹槽的大小及分布与台顶11四个矩形槽孔大小和位置相对应。
35.顶杆工装2包括顶杆21、顶杆柱22、顶杆底座23。
36.顶杆21为四个矩形柱;矩形柱的截面形状和分布位置与台顶11四个矩形槽孔的截面形状和分布位置相同。
37.顶杆柱22为圆柱状;顶杆柱22的上端固定连接在顶杆21的下端。
38.顶杆底座23固定连接在顶杆柱22的下端。
39.顶杆工装2放置于链条台1下方且顶杆21对准链条台1的四个矩形空腔。
40.顶升工装3包括顶升块圈31、顶升柱32、顶升底座33。
41.顶升块圈31由六个截面形状相同但高度不同的凸台和一个环状体构成;六个凸台的下端均匀地固定连接在环状体上端。
42.顶升柱32为圆柱状;顶升柱32的上端固定连接在顶升块圈31的下端。
43.顶升底座33固定连接在顶升柱32的下端。
44.顶升工装3的上端顶接在顶杆工装2的下端。
45.外界驱动带动顶升工装3沿竖直方向往复移动。
46.工装轨道4呈十字形,由两个矩形柱体垂直交叉组成;矩形柱的上端中部均有一凹槽,凹槽的截面宽度与台顶11矩形槽孔的长度相同。
47.链条台1嵌合在工装轨道4中部;链条台1四个侧面分别朝向工装轨道4的凹槽。
48.工装轨道4下端固定连接在桌面上。
49.磁铁挨个前后贴合地放置在工装轨道4内,由外界驱动顶住磁铁向链条台1推进。
50.顶杆工装2和顶升工装3位于桌子内部。
51.固定架5包括两块立板和一块盖板;两块立板对立放置在工装轨道4的斜对角且下端固定连接在桌面上。
52.盖板中部有一孔洞;孔洞的大小与台顶11相匹配;盖板将台顶11套住并抵接于台柱12之上;盖板的左右两端与两块立板固定连接。
53.工作原理:
54.先根据不同磁铁长度,调节用不同顶升工装3上的不同高度凸台顶接顶升工装3;待调节好后,将磁铁分别放入四个工装轨道中;四个工装轨道输送磁铁至链条台的四个侧面后,手动将铁芯棒插入链条台1上端中部的圆形槽孔中,后将转子的下端贴合放置于链条台上端,使得铁芯棒的上端插入转子中,并且使得转子的四个放置磁铁的凹槽对准链条台1的四个矩形槽孔;随后顶升工装3在外接驱动的带动下顶着顶杆工装2向上顶,将四片磁铁从链条台1的侧面顶出并插入进转子的磁铁凹槽内;完成以上操作后将完成磁铁和铁芯棒填装的转子取走,如此循环往复。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1