新型压装设备的制作方法
1.本实用新型涉及压装设备领域技术,尤其是指一种新型压装设备。
背景技术:
2.轴承在工业技术领域的应用十分广泛,在轴承组装过程中,需要将密封圈压装到轴承中,使得密封圈与轴承紧密配合;在压装之前,先将密封圈预装到轴承中,密封圈预装到轴承的安装位置,采用压装机构下压密封圈,将密封圈紧密压装到轴承中;压装完成后,对轴承贴标签,以满足实际使用需要;现有技术中的压装设备存在压装精度低,且需要另外的贴标签设备对轴承贴标,贴标的精准度和自动化程度低;因此,针对这一现状,迫切需要开发一种新型压装设备,以满足实际使用的需要。
技术实现要素:
3.有鉴于此,本实用新型针对现有技术存在之缺失,其主要目的是提供一种新型压装设备,其通过采用下压组件、标签供料组件和贴标组件自动化的实现了将密封圈压装到轴承中,并对压装后的轴承贴标签,提高了工作效率,降低了人工成本。
4.为实现上述目的,本实用新型采用如下之技术方案:
5.一种新型压装设备,其包括机架、用于将密封圈压装到轴承中的压装机构和用于对压装上密封圈后的轴承进行贴标签的贴标机构,该机架上设置有用于安装压装机构和贴标机构的工作台;该压装机构包括用于放置轴承和密封圈的放料座及用于将密封圈紧密压装到轴承内的下压组件,该下压组件包括支架、下压驱动装置、压杆和压头,该支架紧固安装于工作台上,该下压驱动装置竖向的安装于支架上端,该压杆安装于下压驱动装置的输出端,该压头安装于压杆的下端,该压头可竖向移动时与密封圈相抵接;该贴标机构包括用于放置压装上密封圈之轴承的放置料座、用于提供标签的标签供料组件和用于将标签粘贴于压装上密封圈之轴承上的贴标组件,该放置料座安装于工作台上,该标签供料组件安装于放置料座和贴标组件之间;该贴标组件包括支座、竖向驱动装置、横向驱动装置和贴标驱动装置,该竖向驱动装置竖向的安装于支座上,该横向驱动装置横向的安装于竖向驱动装置的输出端,该贴标驱动装置安装于横向驱动装置的输出端,该贴标驱动装置的前端朝向标签供料组件。
6.作为一种优选方案:所述标签供料组件包括用于对标签料带向前传送的传送装置、用于将传送装置传送过来的标签料带进行剥离的标签剥离装置和用于将基材层进行回收的回收装置,该标签料带依次通过传送装置、标签剥离装置和回收装置。
7.作为一种优选方案:所述传送装置包括用于放置标签料带的放料盘和用于缠绕标签料带进行传送的导向带轮;该标签剥离装置包括剥离驱动气缸和剥离板,该剥离板安装于剥离驱动气缸的轴端;该回收装置包括回收驱动电机、回收轴和回收带轮,该回收轴安装于回收驱动电机的轴端,该回收带轮位于剥离板侧旁。
8.作为一种优选方案:所述导向带轮为复数个,该复数导向带轮间隔的设置于放料
盘和剥离板之间;该剥离板具有前端窄后端宽的斜面。
9.作为一种优选方案:所述贴标驱动装置包括纵向驱动气缸和用于吸固标签的吸盘,该纵向驱动气缸纵向的安装于横向驱动装置的输出端,该吸盘安装于纵向驱动气缸的轴端。
10.作为一种优选方案:所述竖向驱动装置包括竖向驱动电机、竖向丝杆和竖向滑座,该竖向驱动电机安装于支座上,该竖向丝杆安装于竖向驱动电机的轴端;该竖向滑座与竖向丝杆转动配合;该横向驱动装置包括横向驱动电机、横向丝杆和横向滑座,该横向驱动电机安装于竖向滑座上,该横向丝杆安装于横向驱动电机的轴端;该横向滑座与横向丝杆转动配合;上述纵向驱动气缸纵向的安装于横向滑座上。
11.作为一种优选方案:所述下压驱动装置包括电缸,所述电缸竖向的安装于支架上端,所述压杆安装于电缸的轴端。
12.本实用新型与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,通过采用下压组件、标签供料组件和贴标组件自动化的实现了将密封圈压装到轴承中,并对压装后的轴承贴标签,提高了工作效率,降低了人工成本,提高了压装精准度;通过采用传送装置、标签剥离装置和回收装置实现了对标签的传送、单个标签的剥离和基材层的回收,提高了贴标签效率,降低了由于人为因素而造成次品率高的技术问题。
13.为更清楚地阐述本实用新型的结构特征和功效,下面结合附图与具体实施例来对其进行详细说明。
附图说明
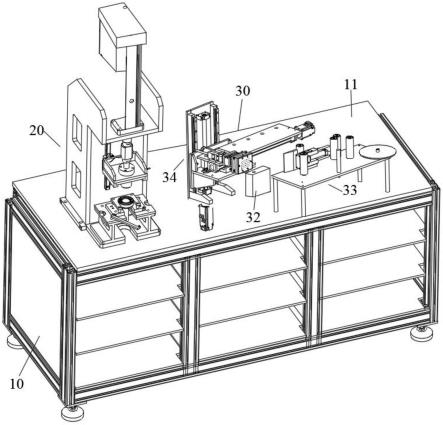
14.图1为本实用新型之新型压装设备立体结构示意图;
15.图2为本实用新型之压装机构立体结构示意图;
16.图3为本实用新型之贴标机构除去放置料座立体结构示意图。
17.附图标识说明:
18.图中:10、机架;11、工作台;20、压装机构;21、放料座;22、下压组件;221、支架;222、下压驱动装置;223、压杆;224、压头;30、贴标机构;31、支座;32、放置料座;33、标签供料组件;331、传送装置;3311、放料盘;3312、导向带轮;332、标签剥离装置;3321、剥离驱动气缸;3322、剥离板;3423、斜面;333、回收装置;3331、回收轴;3332、回收带轮;34、贴标组件;341、竖向驱动装置;3411、竖向驱动电机;3412、竖向滑座;342、横向驱动装置;3421、横向驱动电机;3422、横向滑座;343、贴标驱动装置;3431、纵向驱动气缸;3432、吸盘。
具体实施方式
19.本实用新型如图1至图3所示,一种新型压装设备,包括有机架10、用于将密封圈压装到轴承中的压装机构20和用于对压装上密封圈后的轴承进行贴标签的贴标机构30,其中:
20.该机架10上设置有用于安装压装机构20和贴标机构30的工作台11;该压装机构20包括用于放置轴承和密封圈的放料座21及用于将密封圈紧密压装到轴承内的下压组件22,该下压组件22包括支架221、下压驱动装置222、压杆223和压头224,该支架221紧固安装于工作台11上,该下压驱动装置222竖向的安装于支架221上端,该压杆223安装于下压驱动装
置222的输出端,该压头224安装于压杆223的下端,该压头224可竖向移动时与密封圈相抵接;该贴标机构30包括用于放置压装上密封圈之轴承的放置料座32、用于提供标签的标签供料组件33和用于将标签粘贴于压装上密封圈之轴承上的贴标组件34,该放置料座32安装于工作台11上,该标签供料组件33安装于放置料座32和贴标组件34之间;该贴标组件34包括支座31、竖向驱动装置341、横向驱动装置342和贴标驱动装置343,该竖向驱动装置341竖向的安装于支座31上,该横向驱动装置342横向的安装于竖向驱动装置341的输出端,该贴标驱动装置343安装于横向驱动装置342的输出端,该贴标驱动装置343的前端朝向标签供料组件33。
21.轴承放置于放料座21上,密封圈放置于轴承的上表面;下压组件22之下压驱动装置222驱动压杆223和压头224下降,压头224将密封圈紧密压装到轴承内;压装上密封圈的轴承放置于放置料座32中,标签供料组件33对标签供料,贴标组件34之竖向驱动装置341和横向驱动装置342驱动贴标驱动装置343进行竖向和横向移动,贴标驱动装置343将标签供料组件33提供的标签粘贴于轴承上。
22.通过采用下压组件22、标签供料组件33和贴标组件34自动化的实现了将密封圈压装到轴承中,并对压装后的轴承贴标签,提高了工作效率,降低了人工成本,提高了压装精准度。
23.该标签供料组件33包括用于对标签料带向前传送的传送装置331、用于将传送装置331传送过来的标签料带进行剥离的标签剥离装置332和用于将基材层进行回收的回收装置333,该标签料带依次通过传送装置331、标签剥离装置332和回收装置333。
24.该标签料带包括标签层和基材层,该标签层粘贴于基材层的上表面;该该标签料带由传送装置331传送至标签剥离组件,该标签剥离组件将单个标签剥离,该回收组件将基材层进行回收;通过采用传送装置331、标签剥离装置332和回收装置333实现了对标签的传送、单个标签的剥离和基材层的回收,提高了贴标签效率,降低了由于人为因素而造成次品率高的技术问题。
25.该传送装置331包括用于放置标签料带的放料盘3311和用于缠绕标签料带进行传送的导向带轮3312;该标签剥离装置332包括剥离驱动气缸3321和剥离板3322,该剥离板3322安装于剥离驱动气缸3321的轴端;该回收装置333包括回收驱动电机、回收轴3331和回收带轮3332,该回收轴3331安装于回收驱动电机的轴端,该回收带轮3332位于剥离板3322侧旁。
26.该回收驱动电机驱动回收轴3331转动,回收轴3331转动拉动基材层朝向回收轴3331方向移动,基材层进而拉动标签料带移动,标签料带从放料盘3311上拉拽出来;标签料带缠绕于导向带轮3312上,剥离驱动气缸3321驱动剥离板3322前伸,剥离板3322将缠绕于导向带轮3312上的标签料带进行剥离得到单个标签。
27.该导向带轮3312为复数个,该复数导向带轮3312间隔的设置于放料盘3311和剥离板3322之间;该剥离板3322具有前端窄后端宽的斜面3323;该剥离板3322的形状便于将标签料带中的标签和基材层分离,标签的端部与基材层分离后便于得到单个标签。
28.该贴标驱动装置343包括纵向驱动气缸3431和用于吸固标签的吸盘3432,该纵向驱动气缸3431纵向的安装于横向驱动装置342的输出端,该吸盘3432安装于纵向驱动气缸3431的轴端;该纵向驱动气缸3431驱动吸盘3432纵向移动,将剥离得到的单个标签吸固于
吸盘3432上。
29.该竖向驱动装置341包括竖向驱动电机3411、竖向丝杆和竖向滑座3412,该竖向驱动电机3411安装于支座31上,该竖向丝杆安装于竖向驱动电机3411的轴端;该竖向滑座3412与竖向丝杆转动配合;该横向驱动装置342包括横向驱动电机3421、横向丝杆和横向滑座3422,该横向驱动电机3421安装于竖向滑座3412上,该横向丝杆安装于横向驱动电机3421的轴端;该横向滑座3422与横向丝杆转动配合;上述纵向驱动气缸3431纵向的安装于横向滑座3422上。
30.该竖向驱动装置341和横向驱动装置342满足了贴标驱动装置343的位置移动要求,便于将得到的单个标签吸固于吸盘3432上,并将吸盘3432上的标签粘贴于放置料座32中的轴承上;通过采用横向驱动电机3421和横向丝杆来提供驱动力提高了位置移动的精准度和稳定性。
31.该下压驱动装置222包括电缸,所述电缸竖向的安装于支架221上端,所述压杆223安装于电缸的轴端;采用电缸来提供压装的驱动力,提高了压装的精准度。
32.该新型压装设备的使用方法及原理如下:
33.轴承放置于放料座上,密封圈放置于轴承的上表面;下压组件之下压驱动装置驱动压杆和压头下降,压头将密封圈紧密压装到轴承内;压装上密封圈的轴承放置于放置料座中,标签供料组件对标签供料,贴标组件之竖向驱动装置和横向驱动装置驱动贴标驱动装置进行竖向和横向移动,贴标驱动装置将标签供料组件提供的标签粘贴于轴承上。
34.本实用新型的设计重点在于,通过采用下压组件、标签供料组件和贴标组件自动化的实现了将密封圈压装到轴承中,并对压装后的轴承贴标签,提高了工作效率,降低了人工成本,提高了压装精准度;通过采用传送装置、标签剥离装置和回收装置实现了对标签的传送、单个标签的剥离和基材层的回收,提高了贴标签效率,降低了由于人为因素而造成次品率高的技术问题。
35.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型的技术范围作任何限制,故凡是依据本实用新型的技术实质对以上实施例所做的任何细微修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1