一种线束穿橡胶件的装配辅助工具的制作方法
1.本实用新型涉及汽车装配技术领域,具体为一种线束穿橡胶件的装配辅助工具。
背景技术:
2.随着人们生活水平的提高,家用汽车也是提高生活质量的必备工具之一,所以各种类型的家用汽车也是遍地开花,但是在汽车湿区与干区连接处必定会有一种用橡胶件,橡胶件的质量及装配工艺的好坏直接影响驾乘人员的生命安全和汽车的安全可靠运行,所以线束的橡胶件整体质量尤为关键。
3.目前,线束的橡胶件都是自动化设备整体成型加工,橡胶件本身的质量非常高,较为稳定,橡胶件上一般设有穿线束的过线孔,为了保证橡胶件穿线位置的密封性,收缩状态下的过线孔孔径应小于线束的直径,这样一来,导致线束穿橡胶件时会比较困难,而且过线过程中存在损坏导线和端子,因此,急需一种线束穿橡胶件的装配辅助工具,以解决上述问题。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本实用新型提供了一种线束穿橡胶件的装配辅助工具,使压接端子的导线能够顺利的从橡胶件过线孔这一端穿到另一端,完成所需的线束装配,解决了原先过线过程中存在损坏导线和端子的问题。
6.(二)技术方案
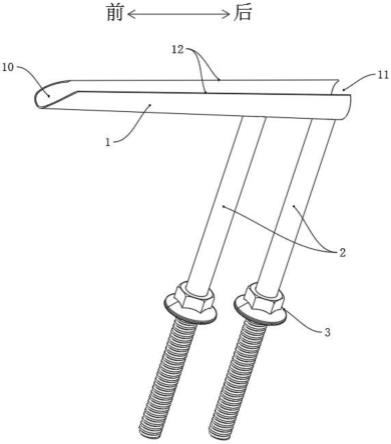
7.为实现上述能够使压接端子的导线能够顺利的从橡胶件过线孔这一端穿到另一端,完成所需的线束装配的目的,本实用新型提供如下技术方案:一种线束穿橡胶件的装配辅助工具,包括横截面呈c型的穿孔器主体,所述穿孔器主体为两端开口的半圆筒状结构,还包括两根定位螺杆以及与所述定位螺杆配套使用的螺母,两根所述定位螺杆垂直固定在所述穿孔器主体后端的底部,且两根所述定位螺杆沿所述穿孔器主体的长度方向并排分布。
8.可选的,所述穿孔器主体的直径由其前端开口向后端开口逐渐增大。
9.可选的,所述穿孔器主体的前端开口切削加工成斜口结构。
10.可选的,在位于所述穿孔器主体顶部的两侧边均做圆边处理,所述侧边做圆边处理后的直径与所述穿孔器主体的厚度一致。
11.可选的,两根所述定位螺杆顶端均与所述穿孔器主体焊接固定。
12.可选的,所述穿孔器主体由弹性材料制成。
13.(三)有益效果
14.与现有技术相比,本实用新型提供了一种线束穿橡胶件的装配辅助工具,具备以下有益效果:
15.1.本实用新型利用穿孔器主体扩大橡胶件的过线孔,并利用穿孔器主体的内腔穿
设线束和端子,这样可以在不损坏端子的前提下,在橡胶件的过线孔中布置线束;
16.2.本实用新型中穿孔器主体的直径由其前端开口向后端开口逐渐增大,使得穿孔器主体前端可以更加顺利的插入橡胶件的穿线孔内,保证穿孔器主体的顺利穿孔;
17.3.本实用新型通过对位于穿孔器主体顶部的两侧边做圆边处理,圆边处理后的穿孔器主体的侧边更不易划伤橡胶件的内壁,从而保证橡胶件的性能稳定。
附图说明
18.图1为本实用新型的整体结构示意图;
19.图2为本实用新型的使用状态结构示意图。
20.图中:1、穿孔器主体;10、前端开口;11、后端开口;12、侧边;2、定位螺杆;3、螺母;4、橡胶件;5、线束。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.实施例:请参阅图1至图2,本实用新型的实施例提供一种技术方案:一种线束穿橡胶件的装配辅助工具,包括横截面呈c型的穿孔器主体1,穿孔器主体1为两端开口的半圆筒状结构,还包括两根定位螺杆2以及与定位螺杆2配套使用的螺母3,两根定位螺杆2垂直固定在穿孔器主体1后端的底部,且两根定位螺杆2沿穿孔器主体1的长度方向并排分布;具体实施时,先通过定位螺杆2将穿孔器主体1固定在滑板工装板上,然后将穿孔器主体1前端套置橡胶件4,扩大橡胶件4的过线孔,最后利用穿孔器主体1的内腔穿设线束和端子,这样可以在不损坏端子的前提下,较为顺利的在橡胶件4的过线孔中布置线束。
23.为了使穿孔器主体1穿孔过程更加顺利,在上述实施例的基础之上,本实施例的穿孔器主体1的直径由其前端开口10向后端开口11逐渐增大,穿孔器主体1穿孔时,穿孔器主体1较小前端可以更加顺利的插入橡胶件4的穿线孔内,便于穿孔器主体1的是使用。
24.为了进一步方便穿孔器主体1穿入橡胶件4的穿线孔,在上述实施例的基础之上,本实施例的穿孔器主体1的前端开口10切削加工成斜口结构,斜口结构的设置,可以使穿孔器主体1前端更顺利的插入橡胶件4的穿线孔。
25.穿孔器主体1穿入橡胶件4的穿线孔时,穿线孔的侧边12可能划伤橡胶件4的内壁,为了避免这个问题,在上述实施例的基础之上,本实施例的在位于穿孔器主体1顶部的两侧边12均做圆边处理,侧边12做圆边处理后的直径与穿孔器主体1的厚度一致,圆边处理后的穿孔器主体1的侧边12不易划伤橡胶件4的内壁,从而保证橡胶件4的性能稳定。
26.为了保证定位螺杆2与穿孔器主体1的连接强度,在上述实施例的基础之上,本实施例的两根定位螺杆2顶端均与穿孔器主体1焊接固定,当然,定位螺杆2与穿孔器主体1之间也可以通过其他方式进行连接,比如卡接、螺接。
27.为了便于穿孔器主体1插入或抽离橡胶件4的过线孔,在上述实施例的基础之上,本实施例的穿孔器主体1由弹性材料制成,穿孔时,可以人为的对穿孔器主体1两侧施加压
力,以此缩小穿孔器主体1的直径,使其更容易插入或抽离橡胶件4的过线孔,穿孔器主体1的具体材质可以是弹簧钢或者高弹性塑料。
28.工作原理:首先,通过定位螺杆2将穿孔器主体1固定在滑板工装板上,再在穿孔器主体1前端套置橡胶件4,使得橡胶件4的过线孔得以扩大,接着将线束5通过穿孔器主体1顶部的开口置入穿孔器主体1的内部,最后穿过橡胶件4的过线孔,当穿孔器主体1完全穿过橡胶件4后,将穿孔器主体1撤出过线孔即可。
29.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种线束穿橡胶件的装配辅助工具,包括横截面呈c型的穿孔器主体(1),所述穿孔器主体(1)为两端开口的半圆筒状结构,其特征在于:还包括两根定位螺杆(2)以及与所述定位螺杆(2)配套使用的螺母(3),两根所述定位螺杆(2)垂直固定在所述穿孔器主体(1)后端的底部,且两根所述定位螺杆(2)沿所述穿孔器主体(1)的长度方向并排分布。2.根据权利要求1所述的一种线束穿橡胶件的装配辅助工具,其特征在于:所述穿孔器主体(1)的直径由其前端开口(10)向后端开口(11)逐渐增大。3.根据权利要求1所述的一种线束穿橡胶件的装配辅助工具,其特征在于:所述穿孔器主体(1)的前端开口(10)切削加工成斜口结构。4.根据权利要求1所述的一种线束穿橡胶件的装配辅助工具,其特征在于:在位于所述穿孔器主体(1)顶部的两侧边(12)均做圆边处理,所述侧边(12)做圆边处理后的直径与所述穿孔器主体(1)的厚度一致。5.根据权利要求1所述的一种线束穿橡胶件的装配辅助工具,其特征在于:两根所述定位螺杆(2)顶端均与所述穿孔器主体(1)焊接固定。6.根据权利要求1所述的一种线束穿橡胶件的装配辅助工具,其特征在于:所述穿孔器主体(1)由弹性材料制成。
技术总结
本实用新型涉及汽车装配技术领域,具体为一种线束穿橡胶件的装配辅助工具,包括横截面呈C型的穿孔器主体,穿孔器主体为两端开口的半圆筒状结构,还包括两根定位螺杆以及与定位螺杆配套使用的螺母,两根定位螺杆垂直固定在穿孔器主体后端的底部,且两根定位螺杆沿穿孔器主体的长度方向并排分布。本实用新型利用穿孔器主体扩大橡胶件的过线孔,并利用穿孔器主体的内腔穿设线束和端子,这样可以在不损坏端子的前提下,在橡胶件的过线孔中顺利布置线束。束。束。
技术研发人员:成三荣 金成成 黄伟 黄文飞 熊星
受保护的技术使用者:重庆沪光汽车电器有限公司
技术研发日:2022.10.21
技术公布日:2023/3/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1