空心杯电机线圈绕制装置及其方法与流程
本发明涉及空心杯电机,具体涉及一种空心杯电机线圈绕制装置及其方法。
背景技术:
1、空心杯电机不使用带齿槽的铁芯安放绕组,而是由漆包线绕制成的杯型绕组,因此能够有效提高电机功率以及电机的响应速度,有着其它电机无法比拟的效果。
2、作为空心杯核心部件的电机线圈绕组目前一般有斜绕式绕组,多边形(菱形、六边形等)等,现有技术中绕组元件不是直接被绕制成一个圆筒状的,而是首先使用一个合适的工装将绕组元件绕制成一个扁平的绕组带,此绕组带为多相绕组串联成型,并把各相绕组两个侧面上的导体依次拉在一起,直至它们被引领到彼此毗邻紧密接触位置,然后扁平的绕组带通过合适的工装被卷成一个圆筒状并粘结固化,整个过程对工艺都有很高的要求。在实际的绕组设计中,由于绕组线径和圈数以及单相幅宽的要求,幅宽的尺寸不能够容纳单层绕组的绕制,此时往往会采用多层绕制法,但此种方法虽然解决了绕组的绕制要求,但是在实际操作过程中,往往会出现第二层绕组绕制使会挤压第一层绕组,第三层绕组绕制时会挤压第一和第二层绕组,导致下层绕组位移绕组幅宽增加,且绕组分布不均,第一相绕组与第二相绕组混杂,成品线圈中间宽,两端细,导致成型的绕组带不整齐,从而导致产品成品率不高以及最终电机电气性能产生波动。
3、特别是医疗器械中应用的空心杯电机,如作为心室辅助装置的导管泵,其可以(部分)替代患者心脏功能,为心源性休克或心力衰竭患者提供血流动力支持,在经皮植入心脏后,体内电机驱动叶轮旋转,使得导管泵能够以3-5万转/分钟的转速实现2.5-6.0l/min的泵送流量,支持生命的短期(几天或几周)或长期(几周或几个月)应用。受限于血管内径,导管泵外径一般不大于7mm,结构尺寸制约了电机性能,这就意味着电机在满足几何尺寸小的前提下还要具备较高的转子速度、较大的扭矩。对于空心杯电机线圈来说,如果整个圆周上线圈有交叉重叠部分,不仅会使得绕组的直径增大,还会影响绕组的利用率,降低电机的效率。
技术实现思路
1、本发明的其中一个目的是提供一种绕线平整、尺寸精度高、生产效率高的空心杯电机线圈绕制装置。
2、为了实现上述目的,本发明采用的技术方案为:一种空心杯电机线圈绕制装置,包括:
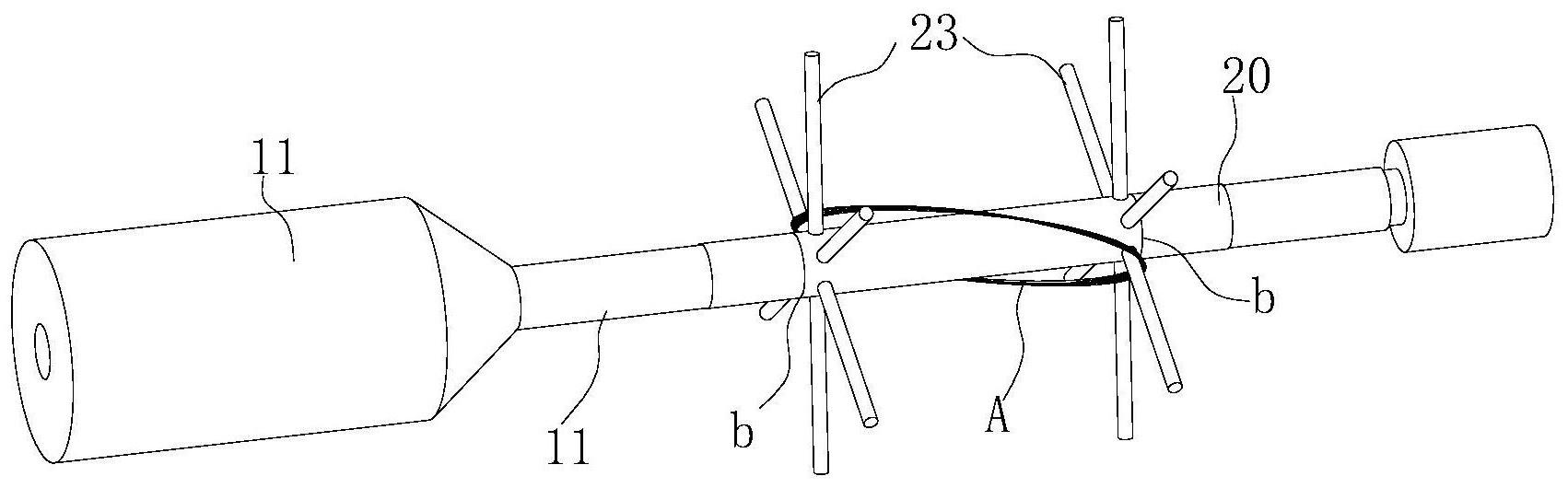
3、绕线单元,包括转轴,转轴的一端与旋转机构相连、另一端呈悬伸状,转轴上同轴套接有轴管且两者构成可拆卸式连接,轴管沿其轴向间隔设置有第一插孔组和第二插孔组,插孔组内插置有用于绕制铜线的插杆;该结构的绕线单元改变了传统空心杯电机线圈绕完线后还要卷圆的方式,而是直接在轴管上绕线使整个线圈不再有交叉重叠部分。
4、整圆单元,包括两根辊轴彼此临近布置构成的辊轮组,两辊轮之间设置有用于套设线圈半成品的定型柱,定型柱的轴线与辊轴垂直布置,动力驱动两辊轮彼此靠近以对线圈半成品整形或驱动两辊轮彼此远离;由于经绕线单元绕制而成的线圈半成品中铜线是松散的,中间直径小、两端直径大,即整个线圈的外形是不确定、不规整状的,且轴芯也不确定,因此无法直接装配到电机中使用;同时松散的铜线还会造成线圈半成品的外径过大,无法应用到介入式导管泵的电机中。因此经绕线单元绕制的线圈半成品还需要整圆,通过两辊轮不断地对线圈半成品进行辊压、整形,从而将线圈半成品中松散的铜线压紧并整圆,只需要很小的机械挤压即可将线圈半成品中松散的铜线压紧而不会出现铜线外部绝缘层损坏。
5、转轴的外径和定型柱的外径相等且与轴管的内径吻合。转轴上同轴套接有轴管,而第一插孔组和第二插孔组开设在轴管上,以轴管的外径为基准来绕制线圈,因此当用于绕制不同内径、不同长度的线圈时,只需要更换轴管即可,提高工装的通用性;在线圈绕制完成后进行整圆操作时,由于轴管的存在,可以直接将线圈连同轴管一起从转轴上取下,并同步套设在整圆单元的定型柱上进行整形,整形时,仍是以轴管的外径为基准,从而确保定型后线圈的内径的精度。由于轴管自身具备一定的强度,加上轴管的内径与整圆单元定型柱的外径吻合,因此当轴管套设在定型柱外周的时候,实心的定型柱能够对轴管进行可靠的支承,在辊轮对其上的线圈半成品进行辊压、整圆时,轴管能够保持其原有形状而不会变形,另一方面,由于线圈半成品的半径很小,两辊轮只需要提供很小的机械压力即可实现铜线的压紧,这个机械压力根本不会对轴管造成任何的变形。
6、本发明一方面减小了空心杯电机线圈的直径,另一方面还提升了绕组的利用率,提高了电机的效率;同时由于绕线完成后不再需要卷圆等步骤,这样可以简化生产工序,节约人工成本。将该空心杯电机线圈应用到导管泵的电机中时,与原有的传统电机相比,本发明中的电机可以提供外径更小、提供的转矩更大,因此能够增大整个导管泵的泵血流量,满足人体的生理机能。
7、进一步的,第一插孔组包括沿圆周方向均匀、间隔开设的多个插孔,第二插孔组包括沿圆周方向均匀、间隔开设的多个插孔,且第一插孔组和第二插孔组的插孔一一对应布置,插孔内插置有插杆。
8、可以根据具体要绕制的空心杯电机线圈类型的不同,选择在合适数量和合适位置的插孔内插上插杆,其他位置的插孔闲置不用插插杆,为了实现上述目的,插杆与插孔构成可拆卸式连接,插杆临近插孔的一端内嵌设有磁铁,磁铁与插孔磁吸式固定。插孔限定了插杆的位置,而起到真正固定作用的,却是插杆内嵌设的磁铁与转轴、轴管直接的磁吸力,这种连接方式非常方便插杆的安装于拆卸。
9、两辊轮的辊面均沿其周向开设有环形凹槽,两辊轮上最邻近位置处的两环形凹槽的曲率中心重合,且与定型柱的轴芯经过该曲率中心。当动力驱动两辊轮相互靠近并辊压线圈半成品的时候,环形凹槽能够对线圈半成进行整圆。
10、动力驱动两辊轮彼此靠近时,两个辊轮上的环形凹槽的槽面围合成整圆,整圆的直径与线圈成品的直径吻合。两辊轴平行、等高且均位于水平面内布置,定型柱位于铅垂面内布置,且定型柱的轴芯经过槽面围合成整圆的圆心。整圆的直径与线圈成品的直径吻合,进而将线圈半成品压实、整圆,保证整圆后的线圈成品的直径与设计值一致且其轴芯的精度高,在装配到电机中时,能够保证线圈成品与壳体、转子的同轴度,提高电机的效率。
11、定型柱与顶升旋转气缸的活塞杆固定连接,顶升旋转气缸驱动定型柱带动其上的沿其轴线做升降运动和/或旋转运动,较少整圆时间、提高整圆效率。
12、第一插孔组和第二插孔组的对应插孔的连线与转轴的轴线平行布置。换句话说就是,第一插孔组的多个插孔和第二插孔组的多个插孔无论是数量、方向、位置都是一样的。
13、进一步的,第一插孔组和第二插孔组个包含6n个插孔,其中n是≥1的整数。当n=1时,绕线工装的结构如图1、图2所示,绕制出的空心杯电机线圈为普通三相电机绕组,每一组线圈跨机械角120°;当n=2时,绕制出的空心杯电机线圈为三相电机绕组,每相包含两个线圈组,每一组线圈跨机械角60°,以此类推。可以根据具体要绕制的空心杯电机线圈类型的不同,选择在合适数量和合适位置的插孔内插上插杆23,其他位置的插孔a闲置不用插插杆23,这样就可以利用同一个绕线单元实现多种空心杯电机线圈的绕制,提高绕线单元的通用性。
14、优选的,一个插孔组上的插杆与另一个插孔组上的相错180°的插杆构成同一根绕线的线架,这是对于三相电机的斜绕式线圈而言的。
15、为了实现转轴与旋转机构的可靠连接,转轴临近旋转机构的一端设置有连接轴段,连接轴段插置于旋转机构内同步转动,连接轴段的外壁上设置有嵌线槽,在绕线的时候用于固定铜线的一端,有利于绕线时保证铜线平整,所述的嵌线槽在连接轴段的圆周方向均匀、间隔设置有6个。这6个嵌线槽可以与插孔的位置一一对准,也可以相互错位,只要能够将铜线的端部固定即可,位置的错位并不会影响铜线的绕制效果。本发明中的绕线工装既可以绕制星型结构的绕组,也可以绕制三角形结构的绕组。所谓的星形结构绕组指将电机绕组三相末端接在一起,三相首端为电源端,输出电压220v;三角形结构的绕组指将三相绕组首尾互相连接,三个端点为电源端,输出电压380v。这样当每相包含不止一个线圈组的时候,还能够保证每个相线圈组都只有1个引线头和1个出线头,整个空心杯电机线圈只有6个线头,相应地简化了后期把每个线头与对应的换向片焊接时的时间和难度工艺,可靠性高,生产效率也非常高;同时也使得后期用于对电机进行控制的控制系统相对简化了。
16、第一插孔组、第二插孔组外侧的轴管上设有检测标线或凸圈作为铜线位置的基准线(这是根据具体线圈的特性计算得到的),当绕制的铜线超出检测标线或凸圈位置过多,或者未达到检测标线或凸圈且相差较大的时候,就说明铜线绕制的圈数有错误,这样就可以在绕线的时候对铜线的圈数做初步检测,提高产品的合格率。
17、本发明的另一个目的是提供一种绕线平整、尺寸精度高、生产效率高的空心杯电机线圈绕制方法。
18、为了实现上述目的,本发明采用的技术方案为:一种空心杯电机线圈绕制方法,包括以下步骤:
19、s1)、根据需要绕制线圈成品的规格,选择合适外径的轴管并将轴管套设在转轴外周;
20、s2)、选择合适数量的插杆插入对应位置的插孔内;
21、s3)、将铜线的一端嵌在嵌线槽内,人工或绕线机在两组插孔组中相错180°的插杆的绕线空间内进行绕线,当绕到所需的圈数后,将铜线(a)的出线进行剪断形成一个单相绕组;
22、s4)、单相绕组绕线完成后,利用同样的方法对下一相单相绕组进行绕线,得到线圈半成品;
23、s5)、取下插杆,将线圈半成品连同轴管一起从转轴上取下;
24、s6)、将步骤s5)中的轴管套接在整圆单元的定型柱上,启动整圆单元,动力驱动两辊轮彼此靠近对线圈半成品进行整圆操作,得到线圈成品;
25、s7)、先将线圈成品连同轴管一起从定型柱上取下,然后再将线圈成品从轴管上取下,得到单独的线圈成品。
26、当单相绕组中包含两个及以上线圈组时,绕制完一个线圈组后直接绕同一相的下一个线圈组。
27、在步骤s6)中两辊轮上的环形凹槽的槽面围合成整圆对线圈半成品进行整形的同时,顶升旋转气缸驱动定型柱做周期性升降运动和旋转运动。
28、以轴管的外径为基准来绕制线圈,在线圈绕制完成后进行整圆操作时,由于轴管的存在,可以直接将线圈半成品连同轴管一起从转轴上取下,并同步套设在整圆单元的定型柱上进行整形,整形时,仍是以轴管的外径为基准,从而确保定型后线圈成品的内径的精度。因此当用于绕制不同内径、不同长度的线圈时,只需要更换轴管即可,提高工装的通用性。
- 还没有人留言评论。精彩留言会获得点赞!