电机、电驱总成、车辆和喷涂设备的制作方法
本技术涉及电机领域,尤其涉及一种电机,以及一种包括该电机的电驱总成、一种车辆、和一种制造该电机的喷涂设备。
背景技术:
1、新能源车辆中作为动力源的电机,需要具备良好的导热性和结构强度。电机出于工作环境和自身发热的影响,可能因热胀冷缩引发绝缘松动,长期累积容易造成电机振动、磨损等现象,影响车辆的噪声振动粗糙度(noise、vibration、harshness,nvh)。
2、为此,通常会对电机的定子喷漆,通过在绕组内填充绝缘漆以加强电机的导热性和结构强度。现有的电机定子喷漆工艺包括滴漆和浸漆两种方式,其中滴漆工艺碍于电机定子中绕组结构,可以展开滴漆的部位有限,难以保证滴漆效果且效率不高;浸漆工艺则需要提前对电机定子外壁进行保护处理,且容易在外壁上留下漆印,不利于电机后续的装配。
技术实现思路
1、本技术提供一种电机,以及一种包括该电机的电驱总成、一种车辆、和一种制造该电机的喷涂设备。通过在电机定子的内部喷涂绝缘漆,提升电机定子的导热性和结构强度。本技术具体包括如下技术方案:
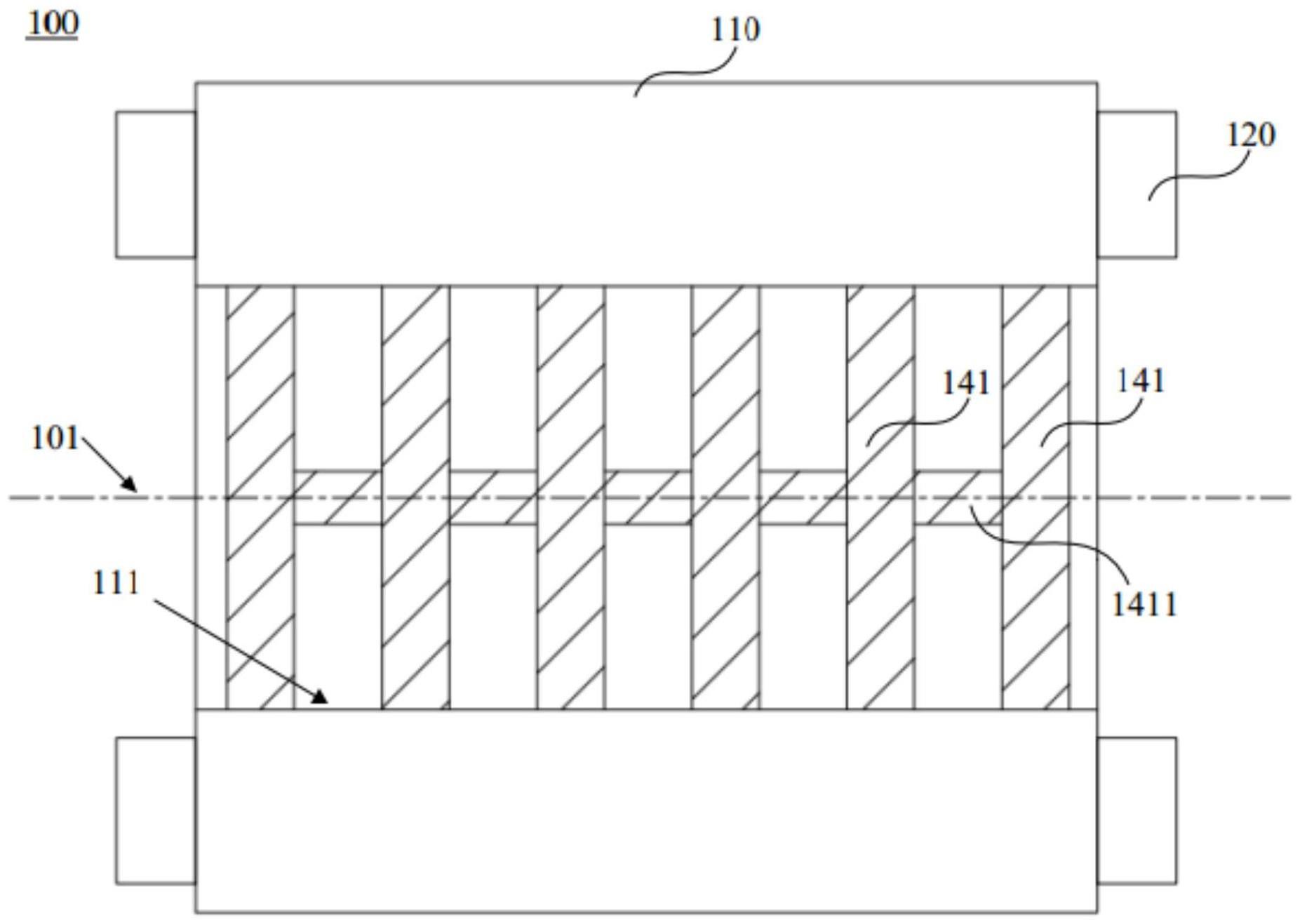
2、第一方面,本技术提供一种电机,包括电机定子和电机转子。电机定子包括定子铁芯和定子绕组,定子铁芯具有环形的内壁,定子铁芯的内壁环绕于电机转子的外侧;定子铁芯的内壁开设有多个线槽,多个线槽沿定子铁芯的内壁的周向均匀设置,且任一线槽沿定子铁芯的中心轴线方向延伸;定子绕组穿过线槽并绕设于定子铁芯内,定子绕组外侧包覆有绝缘纸,绝缘纸位于线槽内,绝缘纸与线槽的内壁之间填充有绝缘漆;定子铁芯的内壁留有多圈漆印,多圈漆印沿定子铁芯的中心轴线方向排布,漆印的材料与绝缘漆的材料相同。
3、本技术电机通过将电机转子穿设于电机定子的环形内壁中,形成电机定子带动电机转子转动以输出动力的结构。通过在定子铁芯的内壁开设多个线槽,得以将定子绕组经线槽穿设于定子铁芯内。定子绕组中周期性的施加三相交流电,可以驱动电机转子在电机定子内的旋转。定子绕组外侧的绝缘纸则用于实现定子绕组与定子铁芯之间的相互绝缘。
4、本技术电机还通过在绝缘纸和线槽之间填充绝缘漆,消除了绝缘纸与线槽之间的空隙。因为绝缘漆具有一定的导热性,可以将定子绕组工作时所产生的热量通过线槽较好的传递至定子铁芯处,提升了电机的导热性;绝缘漆同时还具备一定的粘性,绝缘漆可以将定子绕组较好的固定在线槽内,从而提升电机定子的结构强度。
5、而在定子铁芯的内壁所形成的漆印材料与绝缘漆相同,漆印可以对定子铁芯的内壁形成一定的保护作用,防止内壁氧化,延长电机的使用寿命。同时,漆印还可以起到一定的绝缘作用,改善定子铁芯的电气性能。
6、在一种可能的实现方式中,漆印经由喷嘴在定子铁芯的内壁中喷涂绝缘漆的工序同步形成。
7、在本实现方式中,在将电机绕组绕设于定子铁芯内之后,可以通过在定子铁芯的内壁喷涂绝缘漆的方式,同步形成漆印、以及填充于线槽与绝缘纸之间的绝缘漆。因为线槽具有槽口,喷涂于定子铁芯内壁的绝缘漆可以顺槽口流入线槽内,并填充于线槽与绝缘纸之间。而定子铁芯的内壁留下的漆印厚度较薄,不会影响到电机定子与电机转子之间的配合工作。
8、在一种可能的实现方式中,各圈漆印分别呈环状,任一圈漆印经由喷嘴与定子铁芯相对旋转喷涂形成。
9、在本实现方式中,在定子铁芯的内壁喷涂绝缘漆时,可以采用固定喷嘴的方式,驱动定子铁芯绕喷嘴旋转以形成环状的漆印。这样的喷涂方式可以在定子铁芯的各个线槽中形成相对均匀的绝缘漆喷涂效果。
10、在一种可能的实现方式中,每圈环状漆印的圆心角小于或等于360°。
11、在本实现方式中,绝缘漆具有流动性,定子铁芯内壁上的漆印也具有一定的宽度,喷嘴相对于定子铁芯的转动角度可以小于或等于360°,即能在定子铁芯的内壁形成环状漆印。
12、在一种可能的实现方式中,相邻两圈漆印之间留有漆印的连接段,任一漆印的连接段经由喷嘴与定子铁芯沿定子铁芯的中心轴线方向相对位移喷涂形成。
13、在本实现方式中,当喷嘴在定子铁芯的内壁完成一圈漆印的喷涂后,需要沿定子铁芯的中心轴线方向位移,开始另一圈漆印的喷涂。此时会在定子铁芯的内壁形成一段连接段,以保证绝缘漆连续喷涂于定子铁芯的内壁上。
14、在一种可能的实现方式中,各个连接段在定子铁芯的内壁上呈直线状或阶梯状。
15、在本实现方式中,当环形漆印的圆心角等于360°时,喷嘴相对于定子铁芯沿中心轴线位移的位置固定,各个连接段在定子铁芯的内壁上呈首尾相连的直线状;当环形漆印的圆心角小于360°时,喷嘴相对于定子铁芯沿中心轴线位移的位置逐渐偏移,各个连接段在定子铁芯的内壁上呈等距偏移的阶梯状
16、在一种可能的实现方式中,各圈漆印依次首尾连接以在定子铁芯的内壁形成螺旋状,漆印经由喷嘴与定子铁芯相对旋转、且喷嘴与定子铁芯沿定子铁芯的中心轴线方向相对位移喷涂形成。
17、在本实现方式中,在定子铁芯的内壁喷涂绝缘漆时,可以采用滑动喷涂的方式,驱动定子铁芯绕喷嘴旋转的同时,驱动电机定子沿中心轴线方向与喷嘴同步位移,以在定子铁芯的内壁形成螺旋状的漆印。这样的喷涂方式也可以在定子铁芯的各个线槽中形成相对均匀的绝缘漆喷涂效果。
18、在一种可能的实现方式中,在平行于定子铁芯的中心轴线方向上,漆印沿自身的延伸方向呈波浪形状,波浪形状的漆印经由定子铁芯在接收喷涂的过程中沿自身中心轴线方向往复位移形成。
19、在本实现方式中,在喷嘴朝向定子铁芯的内壁喷涂绝缘漆的过程中,定子铁芯还可以沿中心轴线方向同步往复位移。定子铁芯的位移可以促进绝缘漆在线槽内的流动,使得线槽与绝缘纸之间的绝缘漆填充更均匀。
20、在一种可能的实现方式中,多圈漆印沿定子铁芯的中心轴线方向间隔排布。
21、在本实现方式中,绝缘漆具有流动性,喷涂于定子铁芯的内壁上的绝缘漆可以沿定子铁芯的中心轴线方向流动,因此设置多圈漆印沿定子铁芯的中心轴线方向间隔排布,可以为绝缘漆提供可流动的空间,避免在线槽内造成绝缘漆部分堆积的现象。
22、在一种可能的实现方式中,漆印的厚度介于0.05-0.2mm之间。
23、在本实现方式中,控制漆印的厚度,可以控制到定子铁芯的内壁与转子外壁之间的间隙,以保证本技术电机的可靠运行。
24、在一种可能的实现方式中,绝缘漆还填充于各个线槽的槽口,且绝缘漆相对于定子铁芯的中心轴线的距离大于或等于漆印相对于定子铁芯的中心轴线的距离。
25、在本实现方式中,绝缘漆填充于各个线槽的槽口,可以提升线槽的整体结构强度。且控制绝缘漆相对于定子铁芯的中心轴线距离大于或等于漆印至中心轴线的距离,可以保证填充于槽口的绝缘漆与漆印的高度齐平,或低于漆印的高度。由此也保证了定子铁芯的内壁与转子外壁之间的间隙。
26、第二方面,本技术提供一种电驱总成,包括变速箱、以及本技术第一方面所提供的电机,电机与变速箱传动连接以输出动力。
27、第三方面,本技术提供一种车辆,包括车身、以及本技术第二方面所提供的电驱总成,电驱总成收容于车身内,电驱总成用于为车辆提供行驶的动力。
28、可以理解的,本技术第二方面所提供的电驱总成、以及本技术第三方面所提供的车辆,均因为包含了本技术第一方面所提供的电机,具备了电机导热性和机构强度方面的对应提升。电驱总成和车辆的使用寿命相应延长,且车辆的噪声振动粗糙度也得到相应改善。
29、第四方面,本技术提供一种用于喷涂电机定子的喷涂设备,包括:外圆夹爪,外圆夹爪用于夹持电机定子的外壁;喷嘴,喷嘴用于伸入电机定子的内孔,并朝向电机定子的内壁喷涂绝缘漆;外圆夹爪可与喷嘴形成相对运动,以使喷嘴相对于电机定子绕中心轴线旋转,并使喷嘴相对于电机定子沿中心轴线方向位移。
30、本技术提供的喷涂设备,可用于本技术第一方面的电机的喷涂工序。其中,相较于现有技术喷涂电机定子时采用的内圆夹爪,本技术喷涂设备改为外圆夹爪并夹持电机定子的外壁,以使得喷嘴可以在电机定子的内壳中旋转和位移,进而保证对定子铁芯的内壁和线槽中绝缘漆的喷涂效果。
31、在一种可能的实现方式中,外圆夹爪用于夹持并驱动电机定子沿中心轴线方向位移,以使喷嘴沿电机定子的中心轴线方向位移。
32、在本实现方式中,设置外圆夹爪夹持并驱动电机定子沿中心轴线方向位移,可以在喷涂过程中、或喷涂完成后,驱动电机定子沿中心轴线往复位移形成晃动效果,以驱动线槽内的绝缘漆充分流动,使得线槽内的绝缘漆分布更加均匀。
33、在一种可能的实现方式中,喷涂设备还包括内圆夹爪,内圆夹爪用于伸入电机定子的内孔并夹持电机定子;喷嘴用于位移至电机定子的端部并对裸露于定子铁芯外侧的定子绕组喷涂绝缘漆。
34、在本实现方式中,采用内圆夹爪夹持电机定子的内壳时,可以将喷嘴移动至定子绕组露出于定子铁芯的位置,并朝向定子绕组的内部滴漆,以进一步提升定子绕组的导热性和结构强度。
35、在一种可能的实现方式中,内圆夹爪可以转动以带动定子铁芯的中心轴线相对于水平方向倾斜。
- 还没有人留言评论。精彩留言会获得点赞!