一种电机组装设备的制作方法
本发明涉及一种电机组装设备,属于电机组装。
背景技术:
1、目前,市面上现有的电机组装除绕线外,其余部件大部分都是以人工组装为主。人工组装效率低下,产能较低,无法进行大批量的生产,组装精度不高,需求人工较多,人力成本高;组装产线众多,且占地面积较大,集成化程度非常低,工艺无法集成,组装合格率无法得到保障,进而无法保障电机产品质量的稳定性。
2、因此亟需一种组装效率高,集成化程度高,能保证生产加工精度的电机组装设备。
技术实现思路
1、为了解决上述技术问题,本发明提供一种电机组装设备,该设备将上料智能检测、等离子静电清除、点胶、固化、磁铁自动上料安装、智能相机同心度检测、电机后盖压装集成一体化加工,可实现电机组装过程中多工序在单个设备上的一体化加工,是一种多元化动作集成的工作站。
2、具体而言,包括以下技术方案:
3、本发明提供了一种电机组装设备,包括机架,所述机架内设置有工作台以及连接于所述工作台上且可旋转的转台,所述转台上安装有若干个转台夹具,所述转台夹具用于固定电机外壳;所述工作台上安装有围绕所述转台的等离子清洁机构、点胶机构、固化机构、磁铁上料机构、同心度检测机构和电机盖压装机构,所述转台旋转带动转台夹具上的电机外壳依次经过等离子清洁机构、点胶机构、固化机构、磁铁上料机构、同心度检测机构和电机盖压装机构;所述等离子清洁机构包括等离子喷枪,所述等离子喷枪用于对电机外壳进行清洁和消除静电;所述点胶机构包括点胶头,所述点胶头用于对电机外壳进行点胶,所述固化机构用于对点胶出进行固化;所述磁铁上料机构用于将磁铁安装在电机外壳中;所述同心度检测机构用于检测电机外壳的同心度并对其进行纠偏;所述电机盖压装机构用于将电机半成品密封盖与电机外壳进行压装。
4、本发明的一种实施方式中,所述等离子清洁机构包括等离子安装板,所述等离子安装板固定连接有第一气缸安装板,所述第一气缸安装板安装有第一滑台气缸,所述第一滑台气缸的输出端连接有等离子喷枪安装板,所述等离子喷枪安装板安装有等离子喷枪,所述等离子喷枪包括朝下设置的喷口,等离子喷枪的底端连接有风管,所述风管罩设于所述等离子喷枪的喷口外,风管的侧面连通有除尘管;所述风管与等离子喷枪安装板固定连接,风管为管状,罩设于等离子喷枪的喷口外,风管的下端罩住产品后,等离子喷枪从其喷口处喷出等离子风,等离子风经过风管吹向产品,清除产品内安装位置的静电和灰尘;所述除尘管外接吸尘器,吸尘器通过除尘管吸走除静电时产生的粉尘;所述等离子安装板的下方通过第一连接轴连接有第一底板,所述第一连接轴的两端均连接有第一底座,两个第一底座分别与等离子安装板和第一底板固定连接,第一底板固定在工作台上。
5、本发明的一种实施方式中,所述点胶机构包括第一立柱,所述第一立柱固定在工作台上,第一立柱连接有点胶头水平移动机构,所述点胶头水平移动机构连接有点胶头升降机构,所述点胶头升降机构固定连接有点胶头,点胶头水平移动机构用于驱动点胶头升降机构和点胶头水平移动,点胶头升降机构用于驱动点胶头升降;所述点胶机构的一侧设置有压装气缸,所述压装气缸连接于工作台上,压装气缸连接有l型压装板,压装气缸用于驱动l型压装板移动,以压住电机外壳对其进行定位。
6、本发明的一种实施方式中,所述固化机构包括固化气缸,所述固化气缸固定连接于工作台上,固化气缸上通过第二连接柱连接有uv紫光灯,固化气缸驱动第二连接柱以及uv紫光灯移动以对准经过点胶机构点胶后的电机外壳的点胶处。
7、本发明的一种实施方式中,所述磁铁上料机构包括料仓架,所述料仓架内滑动连接有磁铁料盒,所述磁铁料盒内安装有需要上料的磁铁,所述料仓架的一侧设置有第一驱动机构,所述第一驱动机构连接有第一滑块,所述第一滑块固定连接有导向条,所述料仓架的两侧均设置有通道口,所述导向条穿过料仓架一侧的通道口与磁铁料盒内的磁铁抵接,第一驱动机构驱动第一滑块以及导向条移动以推动磁铁料盒内的磁铁从料仓架另一侧的通道口穿出;所述料仓架内设置有第二驱动机构,所述第二驱动机构与磁铁料盒连接,第二驱动机构用于驱动磁铁料盒在料仓架内移动。
8、本发明的一种实施方式中,所述料仓架内部的两侧均设置有第一光电传感器,所述第一光电传感器用于检测磁铁料盒是否安装到位或存在倾斜状态;所述料仓架远离所述第一驱动机构的一侧设置有第二气缸,所述第二气缸连接有送料块,所述送料块上设置有嵌入槽,所述第二气缸用于驱动送料块移动;所述送料块的一侧设置有第二光电传感器和第三光电传感器,所述第二光电传感器和第三光电传感器用于检测磁铁是否到位;所述第二气缸的一侧设置有第二滑台气缸,所述第二滑台气缸连接有连接座,所述连接座上连接有第一连接板,所述第一连接板固定连接有第一气缸和真空发生器,所述第一气缸连接有真空吸头,所述真空吸头与所述真空发生器连通,真空发生器用于对真空吸头抽真空;第一气缸用于驱动真空吸头上下移动,第二滑台气缸用于驱动第一气缸、真空吸头、真空发生器水平横向移动;所述第二气缸以及第二滑台气缸的一侧设置有导向安装台,真空吸头将磁铁放置到导向安装台上,所述导向安装台的一侧设置有第四光电传感器,第四光电传感器用于检测导向安装台上有无磁铁;还包括第四驱动机构,所述第四驱动机构位于料仓架的一侧,第四驱动机构连接有第三驱动机构,所述第三驱动机构连接有第一固定安装座,所述第一固定安装座的下方通过浮动头连接有三爪气缸;第四驱动机构用于驱动第三驱动机构、第一固定安装座和三爪气缸水平横向移动,第三驱动机构用于驱动三爪气缸上下移动,通过三爪气缸对导向安装台上的磁铁进行抓取;所述三爪气缸的一侧设置有第五光电传感器;所述导向安装台的一侧设置有废料盒。
9、本发明的一种实施方式中,所述同心度检测机构包括第一安装板,所述第一安装板连接有第三滑台气缸,所述第三滑台气缸的输出端连接有第二安装板,所述第二安装板连接有第三安装板和第四滑台气缸,所述第三安装板的下方安装有智能相机,所述第四滑台气缸的输出端连接有纠偏安装底板,所述纠偏安装底板连接有纠偏连接板,所述纠偏连接板的下方安装有接触式数字传感器和浮动连接器;所述第二安装板的上方连接有安装支架;所述智能相机的下方连接有光源安装板,所述光源安装板的下方连接有第一光源,所述光源安装板和第一光源套设于所述智能相机的镜头外,用于给智能相机提供光源;所述浮动连接器连接于所述纠偏连接板的下方;所述纠偏连接板的下方连接有第二连接板,所述第二连接板下方通过第二连接轴连接有安装块,所述安装块的下方连接有安装套,所述接触式数字传感器连接于所述安装套内的底部;所述浮动连接器位于连接板上;所述安装块的下方设置有至少一个等高柱,等高柱用于插入下方设置的电机外壳上;还包括第二底板,所述第二底板上安装有第一光轴支撑座和第二光轴支撑座,所述第一光轴支撑座和第二光轴支撑座之间通过第二立柱连接,所述第一安装板与所述第二光轴支撑座固定连接;所述第二底板的一侧连接有调整螺栓,所述调整螺栓连接有固定座。
10、本发明的一种实施方式中,所述电机盖压装机构包括第四安装板,所述第四安装板安装有滑轨、第五驱动机构和第七驱动机构,所述滑轨滑动连接有第二滑块,所述第二滑块固定连接有第二固定安装座,所述第二固定安装座上安装有电机半成品密封盖;所述第七驱动机构的输出端连接有吸取机构,所述吸取机构用于吸取连接电机半成品密封盖;所述第五驱动机构的输出端连接有转台夹具,所述转台夹具上设置有电机外壳,所述电机外壳位于吸取机构的下方;所述第五驱动机构的输出端通过连接块与转台夹具连接;所述第四安装板固定连接有限位底座,所述连接块的一侧设置有可移动的限位块,所述限位底座固定连接有第六驱动机构,所述第六驱动机构的输出端与所述限位块连接,所述第六驱动机构用于驱动限位块移动;所述第七驱动机构的输出端通过浮动接头与吸取机构连接;还包括图像识别传感器,所述图像识别传感器固定连接于固定台上,图像识别传感器用于检测电机半成品密封盖和电机外壳是否安装到位,进行实时读取并监测判别。
11、本发明的一种实施方式中,所述转台上设置有固定台,转台的下方连接有转台驱动电机,转台驱动电机用于驱动转台旋转,固定台位于转台上且固定不动,所述固定台上固定连接有相机驱动气缸,所述相机驱动气缸连接有相机和第二光源,所述相机和第二光源朝向所述点胶机构,所述相机用于拍照识别点胶状态。
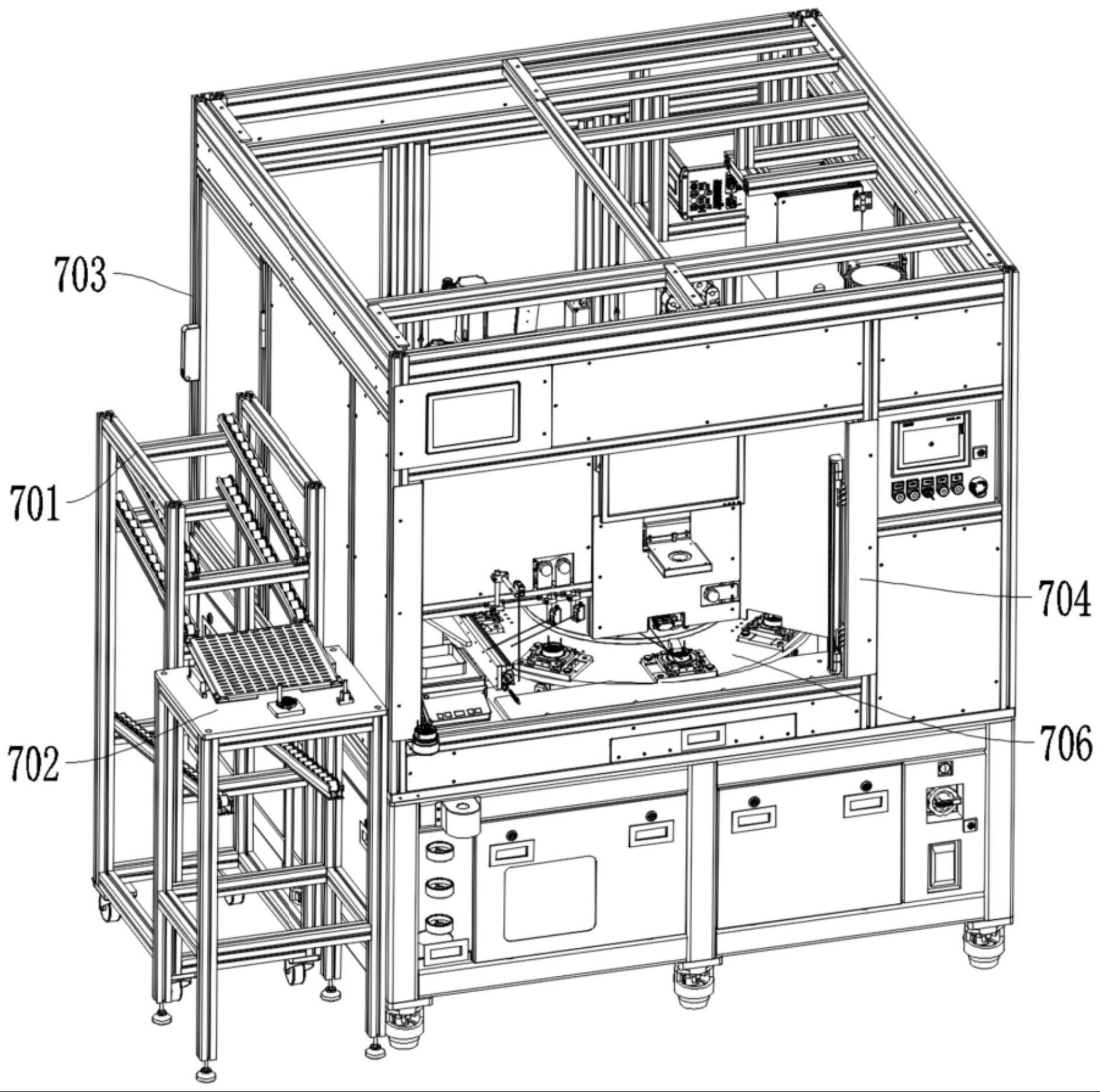
12、本发明的一种实施方式中,所述机架的一侧设置有置物架和放置台,置物架上的电机半成品密封盖放至放置台上;所述机架的正面设置有安全光栅门;所述转台上朝向所述安全光栅门的一侧的转台夹具为上料工位;所述固定台上朝向所述上料工位的一侧固定连接有第六光电传感器和扫码枪;所述固化机构与磁铁上料机构之间的转台上的转台夹具为磁铁安装工位。
13、有益效果
14、本发明将上料智能检测、等离子静电清除、点胶、固化、磁铁自动上料安装、智能相机同心度检测、电机后盖压装集成一体化加工,可实现电机组装过程中多工序在单个设备上的一体化加工,集成化程度高,自动化控制,产能高,能够进行大批量的生产,组装精度高,需求人工少,人力成本低;占地面积极小,集成化程度非常高,工艺高度集成,组装合格率得到保障,能够保障电机产品质量的稳定性,应用前景好,操作简单易行,可以大大提高电机组装效率,节约组装时间。
- 还没有人留言评论。精彩留言会获得点赞!