一种高速永磁电机转子结构及工艺制造方法与流程
本发明属于航空电机领域,具体涉及一种高速永磁电机转子结构及工艺制造方法。
背景技术:
1、超高速表贴式永磁电机在转子高速旋转时会产生巨大的离心力,容易破坏永磁体,影响电机的可靠性。为了保证电机在高转速下的正常运行,通常采用高强度胶水将永磁体固定,并在其外部增加高强度的碳纤维保护套或高强度的合金护套来保护永磁体。但是其一方面无法保证胶水厚度的均匀性从而导致磁钢位置不一致,影响电机性能,同时胶水对工作环境也有一定的限制。另一方面由于保护套不导磁,增加了等效气隙和磁路长度,同时增大了涡流损耗,引起转子升温,从而引起部件膨胀出现不平衡或结构损坏的情况,严重还会导致永磁体退磁,影响电机的性能和可靠性。
技术实现思路
1、本发明设计了一种高速永磁电机转子结构,保证电机在超高转速下转子强度的同时,又能降低涡流损耗,提高电机性能。
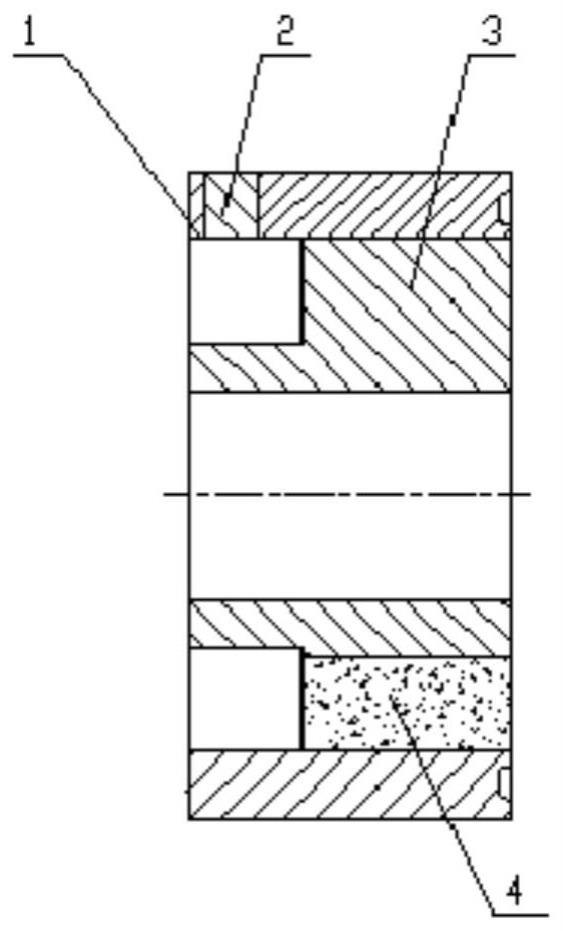
2、一种高速永磁电机转子结构,包括转子轭1、焊料2、转子轴套3、磁钢4;转子轴套3安装在转子轭1中,将磁钢4装入转子轴套3与转子轭1形成的中空槽内,将磁钢4两端进行固定,转子轴套3与发动机传动轴用键连接,转子轭1外表面相间排布多个“u”形槽,焊料2将多个“u”形槽填满。
3、所述转子轭1为环状结构,多个u形槽沿轴向排列,u形槽的数量与磁钢4相同,间隔的距离为20mm,u形槽的槽宽为8.5mm。
4、所述转子轭1的材料为导磁材料。
5、所述焊料2为隔磁材料。
6、所述转子轴套3有奇数个凸极,所述磁钢4为奇数个间隔排布在转子轴套3凸极之间,所有磁钢4充磁方向相同,每个磁钢4和转子轴套3上的相邻凸极构成一对极。
7、所述转子轭1通过焊料2填充构成完整圆环,安装在转子轴套3和磁钢4的外部,其中转子轭1的u形槽与磁钢4和转子轴套3上的凸极对应安装。
8、所述磁钢4两端采用挡圈和螺钉进行固定。
9、所述转子结构与定子的气隙为0.9±0.05mm。
10、所述的高速永磁电机转子结构中转子轭与隔磁材料工艺制造方法,隔磁材料用氩弧焊的方法焊接到转子轭1的u形槽中,通过车削加工达到零件所需尺寸。
11、本发明的有益效果:
12、1转子外圆设计为导磁转子轭和不导磁焊料的圆环,一方面增加转子强度,提高转子在高速旋转工作时的可靠性。另一方面由于转子轭导磁,减小气隙长度,从而减少涡流损耗,提高电机性能。
13、2磁钢4轴向约束采用挡圈和螺钉固定的机械紧固方式,径向约束采用较厚的转子轭外圆固定的方式。改善了高强度胶水固定带来的各个磁钢位置不一致问题,同时适用温度和适用环境更广泛,增加电机在不同环境下的可靠性。
14、3转子轭形成的多对极之间直接采用不导磁焊料填充焊接,不需要在磁极间安装隔磁块,有效增加了转子轭强度,结构简单,降低了工艺难度,提高工作效率,降低制造成本。
技术特征:
1.一种高速永磁电机转子结构,其特征在于:包括转子轭(1)、焊料(2)、转子轴套(3)、磁钢(4);转子轴套(3)安装在转子轭(1)中,将磁钢(4)装入转子轴套(3)与转子轭(1)形成的中空槽内,将磁钢(4)两端进行固定,转子轴套(3)与发动机传动轴用键连接,转子轭(1)外表面相间排布多个“u”形槽,焊料(2)将多个“u”形槽填满。
2.根据权利要求1所述的高速永磁电机转子结构,其特征在于,所述转子轭(1)为环状结构,多个u形槽沿轴向排列,u形槽的数量与磁钢(4)数量相同,间隔的距离为20mm,u形槽的槽宽为8.5mm。
3.根据权利要求1所述的高速永磁电机转子结构,其特征在于,所述转子轭(1)的材料为导磁材料。
4.根据权利要求1所述的高速永磁电机转子结构,其特征在于,所述焊料(2)为隔磁材料。
5.根据权利要求1所述的高速永磁电机转子结构,其特征在于:转子轴套(3)有奇数个凸极,所述磁钢(4)为奇数个间隔排布在转子轴套(3)凸极之间,所有磁钢(4)充磁方向相同,每个磁钢(4)和转子轴套(3)上的相邻凸极构成一对极。
6.根据权利要求1所述的高速永磁电机转子结构,其特征在于,所述转子轭(1)通过焊料(2)填充构成完整圆环,安装在转子轴套(3)和磁钢(4)的外部,其中转子轭(1)的u形槽与磁钢(4)和转子轴套(3)上的凸极对应安装。
7.根据权利要求1所述的高速永磁电机转子结构,其特征在于,磁钢(4)两端采用挡圈和螺钉进行固定。
8.根据权利要求1所述的高速永磁电机转子结构,其特征在于,所述转子结构与定子的气隙为0.9±0.05mm。
9.根据权利要求1所述的高速永磁电机转子结构中转子轭与隔磁材料工艺制造方法,其特征在于,隔磁材料用氩弧焊的方法焊接到转子轭(1)的u形槽中,通过车削加工达到零件所需尺寸。
技术总结
本发明属于航空电机领域,具体涉及一种高速永磁电机转子结构及工艺制造方法。包括转子轭(1)、焊料(2)、转子轴套(3)、磁钢(4);本发明通过转子轭结构和焊接工艺来固定表贴式磁钢的方法,不需要在磁极间安装隔磁块,有效增加了转子轭强度,保证电机在超高转速下转子强度的同时,又能降低涡流损耗,提高电机性能,具有可靠性高、实用性强的优点,本发明结构简单,降低了工艺难度,提高工作效率,降低制造成本。磁钢4轴向约束采用挡圈和螺钉固定的机械紧固方式,径向约束采用较厚的转子轭外圆固定的方式。改善了高强度胶水固定带来的各个磁钢位置不一致问题,同时适用温度和适用环境更广泛,增加电机在不同环境下的可靠性。
技术研发人员:张育新,王婷,余成功
受保护的技术使用者:北京曙光航空电气有限责任公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!