高精度定转子铁芯叠装工装的制作方法
本技术涉及电机的领域,尤其是涉及一种高精度定转子铁芯叠装工装。
背景技术:
1、定转子铁芯是由多个冲片经过叠压工艺加工成型的,其中冲片叠压工艺主要通过冲压、堆放、运输、叠片、油压、螺杆紧固等工序。目前的冲片一般有整圆形和扇形两种结构,整圆结构的冲片适用于中小型电机,扇形结构的冲片一般适用于大型电机。
2、相关技术中的定转子铁芯叠装工装包括工作台和多个定位杆,多个定位杆依次间隔连接在工作台上,工作台上连接有油压装置,油压装置冲压端位于多个定位杆的正上方。
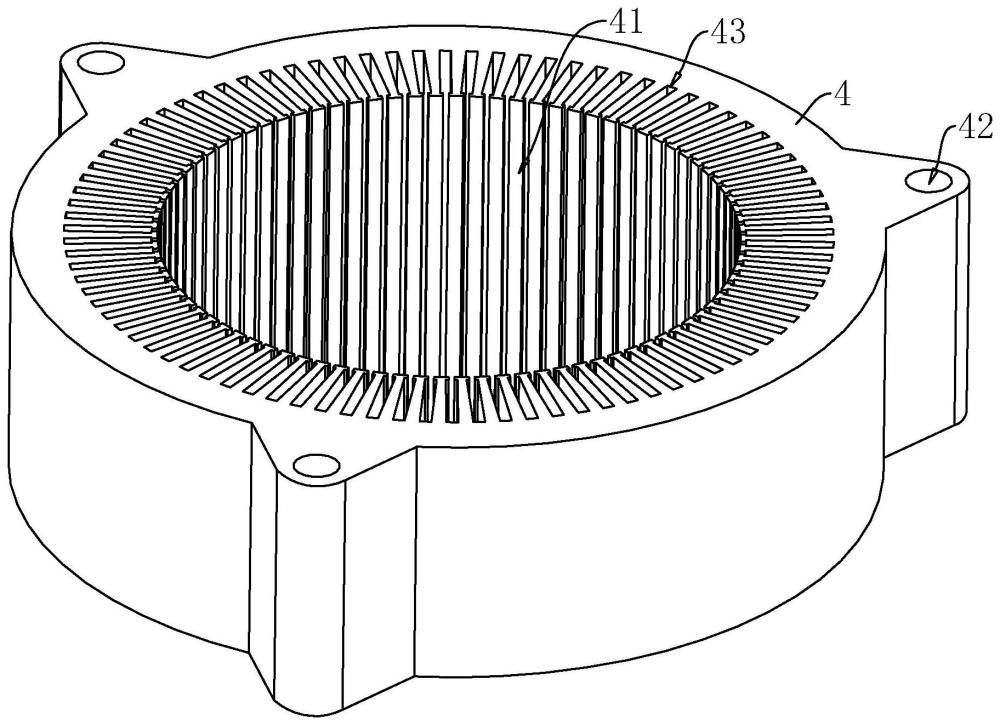
3、参照图1,相关技术中的定转子铁芯叠装工装使用的冲片4为整圆形,冲片4同轴开设有供转子转动的转动孔41,转动孔41内壁间隔均匀开设有多个供线圈缠绕的嵌线槽43,冲片4边缘间隔开设有多个供定位杆穿设的定位槽42,冲片4上的定位槽42与定位杆一一对应并套设,每当数层冲片4叠放时,需要检查冲片4间的内外径有无错位,工作人员并用木榔头予以修正,叠放完成时,油压装置冲压端靠近叠放好的冲片4并向下冲压成定转子铁芯。
4、由于冲压形成的定转子铁芯具有一定的厚度,所以冲片在叠放时具有一定的高度,导致定位杆本身具有一定的高度,为了使冲片能沿着定位棒外壁向下滑动至工作台上,通常冲片上定位槽的横截面积会略大于定位棒的横截面积,导致每层冲片的位置都会发生偏移,需要工作人员手动对冲片进行位置修整,从而导致手动调整的冲片位置的精度不高。
技术实现思路
1、为了改善定转子铁芯加工精度的问题,本技术提供一种高精度定转子铁芯叠装工装。
2、本技术提供的一种高精度定转子铁芯叠装工装,采用如下的技术方案:
3、一种高精度定转子铁芯叠装工装,包括工作台和定位组件,所述定位组件包括定位座、定位板、定位环和多个定位杆,所述定位座连接在工作台上,所述定位环连接在定位座上,所述定位环用于供冲片上的转动孔套设,所述定位板连接在定位环上,所述定位板用于穿设冲片上其中一个嵌线槽,多个所述定位杆依次间隔连接在定位座上,多个所述定位杆环绕定位环,所述定位杆用于穿设冲片上的定位槽,当多个冲片依次叠放在所述定位座上时,冲片上的定位槽与所述定位杆一一对应并套设,所述定位环穿设冲片上的转动孔,所述定位板穿设冲片上其中一个嵌线槽,且所述定位环轴线与冲片轴线重合。
4、通过采用上述技术方案,当多个冲片依次叠放在定位座上时,工作人员将多个定位杆与冲片上的定位槽一一对应并穿设,定位环穿设冲片上的转动孔,转动孔内壁抵接定位环内壁形成限位,同时定位板依次穿设多个冲片上的其中一个嵌线槽,使定位环轴线和多个冲片轴线重合,实现定位座上多个叠放的冲片轴线重合,使定位座上每层冲片的位置不易发生偏移,无需工作人员手动对冲片进行位置修整,从而提高多个冲片在定位座上叠放的定位精度。
5、可选的,所述定位杆远离定位座的端部设有导向面,所述导向面呈圆弧凸起状,所述导向面定位杆导向穿设冲片上的定位槽。
6、通过采用上述技术方案,当冲片叠放在定位座上时,定位杆与定位槽一一对应并穿设,导向面呈圆弧凸起状,导向面导向定位杆穿设定位槽,使定位杆端面与定位槽内壁不易发生碰撞而磨损,从而提高对冲片的加工精度。
7、可选的,所述定位板远离定位环的端面设有避让面,避让面的倾斜高度随到定位环的距离缩小而增大,所述避让面导向定位板穿设冲片上其中一个嵌线槽。
8、通过采用上述技术方案,避让面的倾斜高度随到定位环的距离缩小而增大,当冲片叠放在定位座上时,避让面导向定位板依次穿设多个冲片上的其中一个嵌线槽,使定位板端部不易磨损冲片上嵌线槽内壁,从而提高对冲片的加工质量。
9、可选的,所述定位组件还包括定位块,所述定位块连接在定位座上,所述定位块朝向定位环轴线的端面设有定位弧面,所述定位弧面中心线与定位环轴线重合,当冲片叠放在所述定位座上时,所述定位弧面抵接冲片外壁形成限位。
10、通过采用上述技术方案,当冲片叠放在定位座上时,定位杆与冲片上的定位槽一一对应并穿设,且冲片轴线和定位环轴线重合,同时定位弧面抵接冲片外壁形成限位,使冲片在定位座端面不易发生偏移,从而提高高精度定转子铁芯叠装工装对冲片的加工精度。
11、可选的,所述工作台上连接有冲压组件,所述冲压组件用于冲压定位座上的冲片形成定转子铁芯,所述定位座滑动连接在工作台上,当所述定位座朝靠近冲压组件的方向滑移时,所述冲压组件冲压端位于定位座上叠放的冲片的正上方。
12、通过采用上述技术方案,当多个冲片依次叠放在定位座上时,定位座朝靠近冲压组件的方向滑移,冲压组件冲压端位于定位座上叠放的冲片的正上方,冲压组件冲压端冲压定位座上的冲片形成定转子铁芯,使工作人员将冲片叠放在定位座上时不易受冲压组件干涉,从而提高工作人员对冲片的加工效率。
13、可选的,所述冲压组件包括冲压件和冲压块,所述冲压件连接在工作台上,所述冲压块连接在冲压件驱动端,所述冲压件驱使冲压块冲压定位座上的冲片形成定转子铁芯,所述冲压块开设有多个定位孔,所述定位孔与定位杆一一对应,所述定位孔用于容纳定位杆端部。
14、通过采用上述技术方案,当冲压块位于定位座上叠放的冲片的正上方时,冲压件驱使冲压块朝靠近定位座的方向滑移并冲压叠放的冲片形成定转子铁芯,同时定位杆端部与定位孔一一对应并嵌入,使冲压块与定位座上叠放的冲片的精准对齐,并提高高精度定转子铁芯叠装工装对冲片的冲压精度。
15、可选的,所述定位杆同轴套设有抵紧环囊,所述定位环上连接有驱动环,所述定位环同轴开设有供驱动环滑移的滑移腔,所述滑移腔内壁开设有气道一,所述气道一连通抵紧环囊内腔,所述驱动环凸出定位环端面并用于抵接冲压块端面,当所述冲压块朝靠近定位座的方向滑移时,所述冲压块抵接驱动环并驱使驱动环朝靠近定位座的方向滑移,带动所述气道一内的空气进入抵紧环囊内腔,所述抵紧环囊膨胀并抵紧冲片上定位槽内壁形成限位。
16、通过采用上述技术方案,当冲压块对定位座上叠放的冲片冲压时,冲压块抵接驱动环并驱使驱动环朝靠近定位座的方向滑移,驱使滑移腔内的空气通过气道一进入抵紧环囊内腔,抵紧环囊增压膨胀并抵紧冲片上的定位槽内壁形成固定,使定位杆在定位槽内壁不易发生偏移,从而提高高精度定转子铁芯叠装工装对定转子铁芯的加工精度。
17、可选的,所述定位环包括固定部和多个抵紧弧部,所述固定部连接在定位座上,多个所述抵紧弧部依次间隔滑动连接在固定部周向外壁,所述抵紧弧部中心线与固定部中心线相互平行,所述滑移腔位于固定部上,所述抵紧弧部连接有抵紧活塞,所述滑移腔内壁开设有供抵紧活塞滑移的气道二,当所述驱动环朝靠近固定部的方向滑移时,驱使所述抵紧活塞朝远离固定部轴线的方向滑移,所述抵紧弧部外弧面抵紧冲片上转动孔内壁形成固定。
18、通过采用上述技术方案,当冲压块对定位座上叠放的冲片冲压时,冲压块抵接驱动环,并驱使驱动环朝靠近定位座的方向滑移,带动滑移腔内的空气进入气道二内,驱使抵紧活塞朝远离固定部轴线的方向滑移,抵紧弧部外弧面抵紧冲片上转动孔内壁形成固定,使定位环在冲片上转动孔内壁不易发生偏移,从而提高高精度定转子铁芯叠装工装对定转子铁芯的加工精度。
19、可选的,所述抵紧弧部与固定部之间连接有弹性件,所述弹性件具有弹力驱使抵紧弧部朝靠近固定部的方向滑移的趋势。
20、通过采用上述技术方案,当冲压块对定位座上的冲片冲压形成定转子铁芯时,冲压块朝远离定位座的方向滑移,冲压块对驱动环的压力消失,弹性件弹力驱使抵紧弧部朝靠近固定部的方向滑移,带动抵紧活塞朝靠近滑移腔的方向滑移,气道二内的空气进入滑移腔内,带动驱动环朝远离定位环的方向滑移,且驱动环凸出定位环端面,实现驱动环的自动复位,同时抵紧弧部对冲片转动孔内壁的抵紧力降低,从而方便工作人员将冲片从定位座上取下时不易受到摩擦,从而提高对冲片的加工精度。
21、可选的,所述定位座上连接有校准组件,所述校准组件包括校准环、弹力件和多个校准块,所述定位座开设有供校准环滑移的检测腔,所述检测腔轴线与定位环轴线重合,多个所述校准块依次间隔连接在校准环上,所述弹力件弹力方向的一端连接在检测腔内壁上,所述弹力件弹力方向的另一端连接在校准环上,所述弹力件具有弹力驱使校准环朝远离定位座的方向滑移,且所述校准块凸出定位座端面的趋势,所述检测腔内壁开设有气道三,所述气道三连通气道一,当冲片放置在所述定位座上时,所述校准块与冲片上的嵌线槽一一对应并嵌入。
22、通过采用上述技术方案,当冲片叠放在定位座上时,校准块与冲片上的嵌线槽一一对应并嵌入,实现冲片在定位座上的精准叠放,当冲片在定位座上的位置发生偏移时,冲片抵接校准块并驱使校准块朝靠近定位座的方向滑移,带动检测腔内的空气通过气道三、气道一并进入滑移腔内,驱使驱动环朝远离定位环的方向滑移,工作人员能直接观察到冲片在定位座上的放置情况,方便工作人员及时对冲片在定位座上的位置进行调整,从而提高高精度定转子铁芯叠装工装对冲片的加工精度。
23、综上所述,本技术包括以下至少一种有益技术效果:
24、1.定位片和定位环的设置,使定位座上每层冲片的位置不易发生偏移,无需工作人员手动对冲片进行位置修整,从而提高多个冲片在定位座上叠放的定位精度;
25、2.定位块的设置,使冲片在定位座端面不易发生偏移,从而提高高精度定转子铁芯叠装工装对冲片的加工精度;
26、3.冲压块和定位孔的设置,使冲压块与定位座上叠放的冲片的精准对齐,并提高高精度定转子铁芯叠装工装对冲片的冲压精度。
- 还没有人留言评论。精彩留言会获得点赞!