一种自动绕线机以及自动绕线方法与流程
本发明涉及电机转子,尤其是涉及一种自动绕线机以及自动绕线方法。
背景技术:
1、小型电机的生产线一般是对定子、转子以及换向器进行组装成品,得到成品电机,现有的电机生产线结构不完善,一般是半自动化产线,有些需要人工手动将电机转子送入绕线机,生产效率低下,无法满足批量化生产的要求,又或者由于绕线机的结构设计不合理,对电机进行上料和下料需要分开多台设备设置在绕线机的各个侧方位,这样需要设置多个转料结构来实现将电机转子在多个工序之间进行转移,其整体结构复杂,不仅设备的制造成本高而且占地面积大,显得冗杂,不利于产房分配多台设备,因此有必要予以改进。
技术实现思路
1、针对现有技术存在的不足,本发明的目的是提供一种自动绕线机以及自动绕线生产方法。
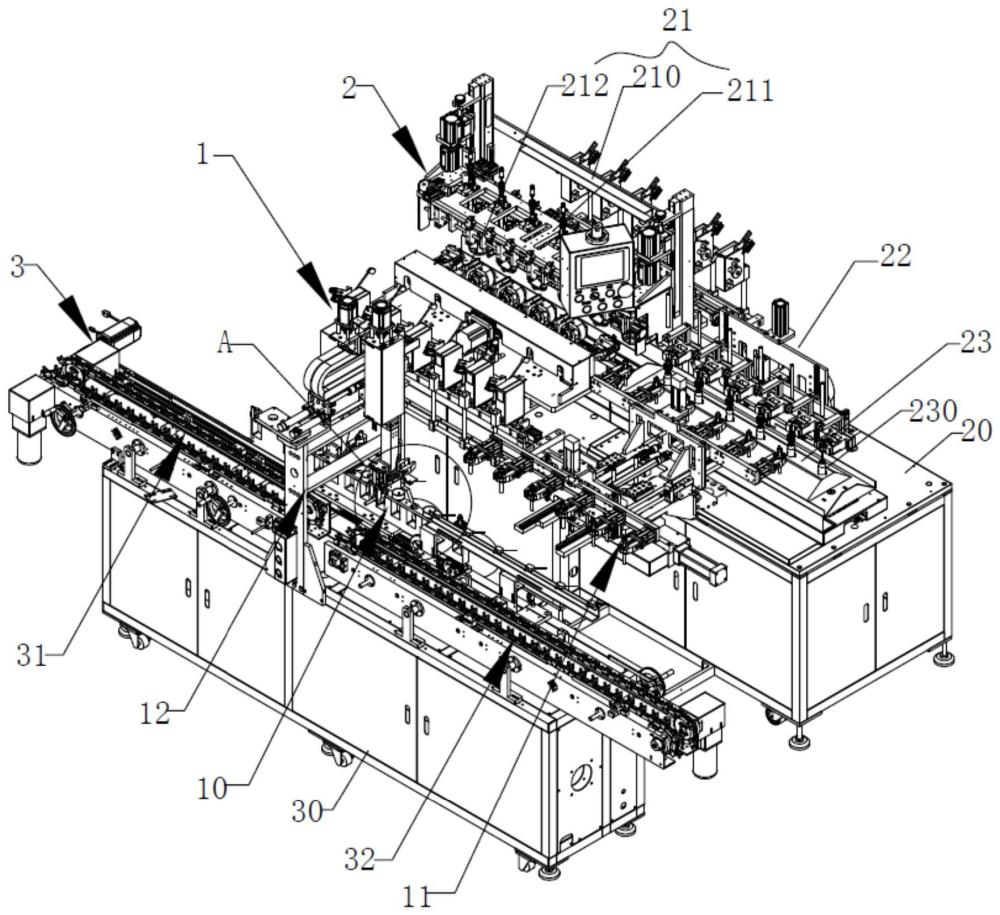
2、为了实现上述目的,本发明所采用的技术方案是:一种自动绕线机,其包括绕线装置、输料线以及设于绕线装置与输料线之间的转料结构;输料线包括并排设置的上料传输线和下料传输线;转料结构包括中转料线、双头旋转机构以及双头上下料机构,中转料线能够在上料传输线与下料传输线之间往复移动,中转料线具有多个相互间隔且交叉设置的上料载料工位和下料载料工位;当中转料线在上料传输线与下料传输线之间往复移动时,双头上下料机构将上料传输线的电机转子上料到上料载料工位且将下料载料工位内的电机转子下料到下料传输线,双头旋转机构将上料载料工位内的电机转子上料到绕线装置且将绕线装置绕线后的电机转子下料到下料载料工位。
3、进一步的技术方案中,所述双头上下料机构配置有两个并排设置的上料机械手,一上料机械手用于将上料传输线的电机转子上料到上料载料工位,另一上料机械手用于将下料载料工位内的电机转子下料到下料传输线。
4、进一步的技术方案中,所述双头上下料机构还包括架设在第一机架上方的上料安装架、固定安装于上料安装架一侧的第一横移模组、固定安装于上料安装架另一侧的第二横移模组、与第一横移模组传动连接的第一升降模组以及与第二横移模组传动连接的第二升降模组,一上料机械手驱动连接于第一升降模组,另一上料机械手驱动连接于第二升降模组。
5、进一步的技术方案中,还包括视觉检测装置;视觉检测装置包括用于夹持下料传输线输出的电机转子的夹料头、用于带动夹料头间歇性转动的夹料换向驱动源、用于对间歇性转动的夹料头所夹持的电机转子拍照的视觉拍照组件。
6、进一步的技术方案中,所述视觉检测装置还包括用于将输料线内的电机转子顶升到夹料头的夹料顶升机构、用于驱动夹料头平伸入或者退出输料线的夹料平移驱动源。
7、进一步的技术方案中,所述中转料线包括第二机架、安装于第二机架的伺服横移模组、驱动连接于伺服横移模组的中转横移滑板以及安装于中转横移滑板的中转支架,中转支架具有多个所述上料载料工位和多个所述下料载料工位,每个上料载料工位设置有上料载料模具,每个下料载料工位设置有下料载料模具。
8、进一步的技术方案中,所述双头旋转机构包括旋转基座、旋转驱动装置以及两个分别设于旋转基座前后两侧的取料单元,各个取料单元配置有能够取放电机转子的抓料机械手,旋转驱动装置用于驱动旋转基座间歇性旋转,以使一取料单元的抓料机械手拾取上料载料工位的电机转子并送入绕线装置内绕线,另一取料单元的抓料机械手拾取绕线装置内绕线后的电机转子并送至电机转子送料线内下料载料工位。
9、进一步的技术方案中,各个所述取料单元还包括水平滑动安装于旋转基座的取料基座、上下滑动安装于取料基座的取料滑座、固定安装于旋转基座并用于驱动取料基座水平滑动的横移驱动件以及固定安装于取料基座并用于驱动取料滑座上下滑动的升降驱动件,所述抓料机械手固定安装于取料滑座。
10、进一步的技术方案中,所述绕线装置包括第三机架、设于第三机架一侧的绕线机构、设于第三机架另一侧的入料定位装置以及能够在绕线机构与入料定位装置之间滑动的左右夹头移动机构,左右夹头移动机构配置有多个转子嗦咀装置,双头旋转机构用于将上料载料工位内的电机转子上料到左右夹头移动机构内,每个转子分别夹持于各个转子嗦咀装置,入料定位装置对转子嗦咀装置的转子进行定位。
11、为解决上述技术问题,本发明还提供了一种自动绕线方法,其包括如下步骤,
12、上下料步骤:通过上料传输线传输待绕线的电机转子,同时通过下料传输线对绕线后的电机转子进行下料;
13、转送步骤:通过双头上下料机构分别将上料传输线的电机转子上料到中转料线的上料载料工位内、以及将中转料线下料载料工位内的电机转子下料到下料传输线;中转料线往复移动于上料传输线与下料传输线之间,利用双头旋转机构将上料载料工位内的电机转子上料到绕线装置、以及将绕线装置绕线后的电机转子下料到下料载料工位;
14、绕线步骤:通过绕线装置自动绕线。
15、进一步还包括,视觉检测步骤:通过视觉检测装置驱动下料传输线输出的电机转子间歇性转动并对间歇性转动的电机转子自动拍照检测。
16、采用上述结构后,本发明和现有技术相比所具有的优点是:
17、本发明通过巧妙的结构设计,通过中转料线与双头上下料机构配合使用同时实现电机转子上料与成品下料两个工序,消除这两个工序之间的时间差,提高电机组装生产线的生产效率,再通过中转料线与双头旋转机构配合使用,也同时完成了电子转子送入绕线与绕线后下料的两个工序,完美解决了多个工序之间的动作时间差,大大提高了绕线机的生产效率,满足自动化高效的需求,其次,将上料传输线与下料传输线设置并排集一体的构造设计,使整体结构更加紧凑,减少设备的占地面积,简化设备的整体构造,不再显得冗杂无序。
技术特征:
1.一种自动绕线机,其特征在于:包括绕线装置(2)、输料线(3)以及设于绕线装置(2)与输料线(3)之间的转料结构(1);
2.根据权利要求1所述的一种自动绕线机,其特征在于:所述双头上下料机构(12)配置有两个并排设置的机械手(120),一机械手(120)用于将上料传输线(31)的电机转子上料到上料载料工位(1000),另一机械手(120)用于将下料载料工位(1001)内的电机转子下料到下料传输线(32)。
3.根据权利要求2所述的一种自动绕线机,其特征在于:所述双头上下料机构(12)还包括架设在第一机架(30)上方的上料安装架(121)、固定安装于上料安装架(121)一侧的第一横移模组(122)、固定安装于上料安装架(121)另一侧的第二横移模组(123)、与第一横移模组(122)传动连接的第一升降模组(124)以及与第二横移模组(123)传动连接的第二升降模组(125),一机械手(120)驱动连接于第一升降模组(124),另一机械手(120)驱动连接于第二升降模组(125)。
4.根据权利要求1所述的一种自动绕线机,其特征在于:还包括视觉检测装置(4);视觉检测装置(4)包括用于夹持下料传输线(32)输出的电机转子的夹料头(41)、用于带动夹料头(41)间歇性转动的夹料换向驱动源(43)、用于对间歇性转动的夹料头(41)所夹持的电机转子拍照的视觉拍照组件(40)。
5.根据权利要求4所述的一种自动绕线机,其特征在于:所述视觉检测装置(4)还包括用于将输料线(3)内的电机转子顶升到夹料头(41)的夹料顶升机构、用于驱动夹料头(41)平伸入或者退出输料线(3)的夹料平移驱动源(42)。
6.根据权利要求1所述的一种自动绕线机,其特征在于:所述中转料线(10)包括第二机架、安装于第二机架的伺服横移模组(101)、驱动连接于伺服横移模组(101)的中转横移滑板(102)以及安装于中转横移滑板(102)的中转支架(100),中转支架(100)具有多个所述上料载料工位(1000)和多个所述下料载料工位(1001),每个上料载料工位(1000)设置有上料载料模具,每个下料载料工位(1001)设置有下料载料模具。
7.根据权利要求1所述的一种自动绕线机,其特征在于:所述双头旋转机构(11)包括旋转基座(110)、旋转驱动装置(111)以及两个分别设于旋转基座(110)两侧的取料单元(112),两个取料单元(112)配置有能够取放电机转子的抓料机械手(1120),旋转驱动装置(111)用于驱动旋转基座(110)间歇性旋转,以使一取料单元(112)的抓料机械手(1120)拾取上料载料工位(1000)的电机转子并送入绕线装置(2)内绕线,另一取料单元(112)的抓料机械手(1120)拾取绕线装置(2)内绕线后的电机转子并送至下料载料工位(1001)。
8.根据权利要求7所述的一种自动绕线机,其特征在于:所述取料单元(112)还包括水平滑动安装于旋转基座(110)的取料基座(113)、上下滑动安装于取料基座(113)的取料滑座(114)、固定安装于旋转基座(110)并用于驱动取料基座(113)水平滑动的横移驱动件(115)以及固定安装于取料基座(113)并用于驱动取料滑座(114)上下滑动的升降驱动件(116),所述抓料机械手(1120)固定安装于取料滑座(114)。
9.一种自动绕线方法,其特征在于:包括如下步骤,
10.根据权利要求9所述的一种自动绕线方法,其特征在于:还包括,
技术总结
本发明公开了一种自动绕线机及自动绕线方法,其包括绕线装置、输料线及设于绕线设备与输料线之间的转料结构,输料线包括上料传输线以及下料传输线;转料结构包括中转料线、双头旋转机构以及双头上下料机构,中转料线具有多个相互间隔且交叉设置的上料载料工位和下料载料工位。本发明通过巧妙的结构设计,通过中转料线与双头上下料机构配合使用同时实现电机转子上料与成品下料两个工序,消除这两个工序之间的时间差,再通过中转料线与双头旋转机构配合使用,也同时完成了电机转子送入绕线与绕线后下料的两个工序,完美解决了多个工序之间的动作时间差,大大提高了绕线机的生产效率。
技术研发人员:黄日远
受保护的技术使用者:广东科创兴智能装备有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!