电机定子浸锡后切线装置的制作方法
本技术涉及电机定子生产,具体涉及一种电机定子浸锡后切线装置。
背景技术:
1、电机定子由铁芯和绕组组成,铁芯由硅钢片叠压而成,绕组由漆包线线圈镶嵌在铁芯线槽内,并由绝缘纸包裹,槽楔压紧,经接线包扎浸绝缘漆、剪线等工序。在制作定子过程中,定子的引出线高度需要根据整流桥的高度进行调整。在定子生产过程中,绕线浸锡完成后,需要对定子3组铜线的线头进行剪线作业,以便3个绕组接头长度符合相应的规格要求。
2、目前在对定子引出线长度修剪的步骤有几种,如有的是采用手动进行的,由于定子的种类多,各个定子的引出线长度不一致,故手动剪线存在着剪线高度不准确,劳动强度大,效率低等问题;有的采用机械设备进行的,但是由于各个定子的引出线长度不一致,而这类设备无法根据实际需求精确地调整引出线上的切割位置,无法调节引出线的切割长度,无法满足对不同引出线高度的定子剪线的需求。
技术实现思路
1、本实用新型提供一种电机定子浸锡后切线装置,可以调节切线长度,满足对不同引出线高度的定子切线的需求。
2、为实现上述目的,本实用新型提供如下技术方案:
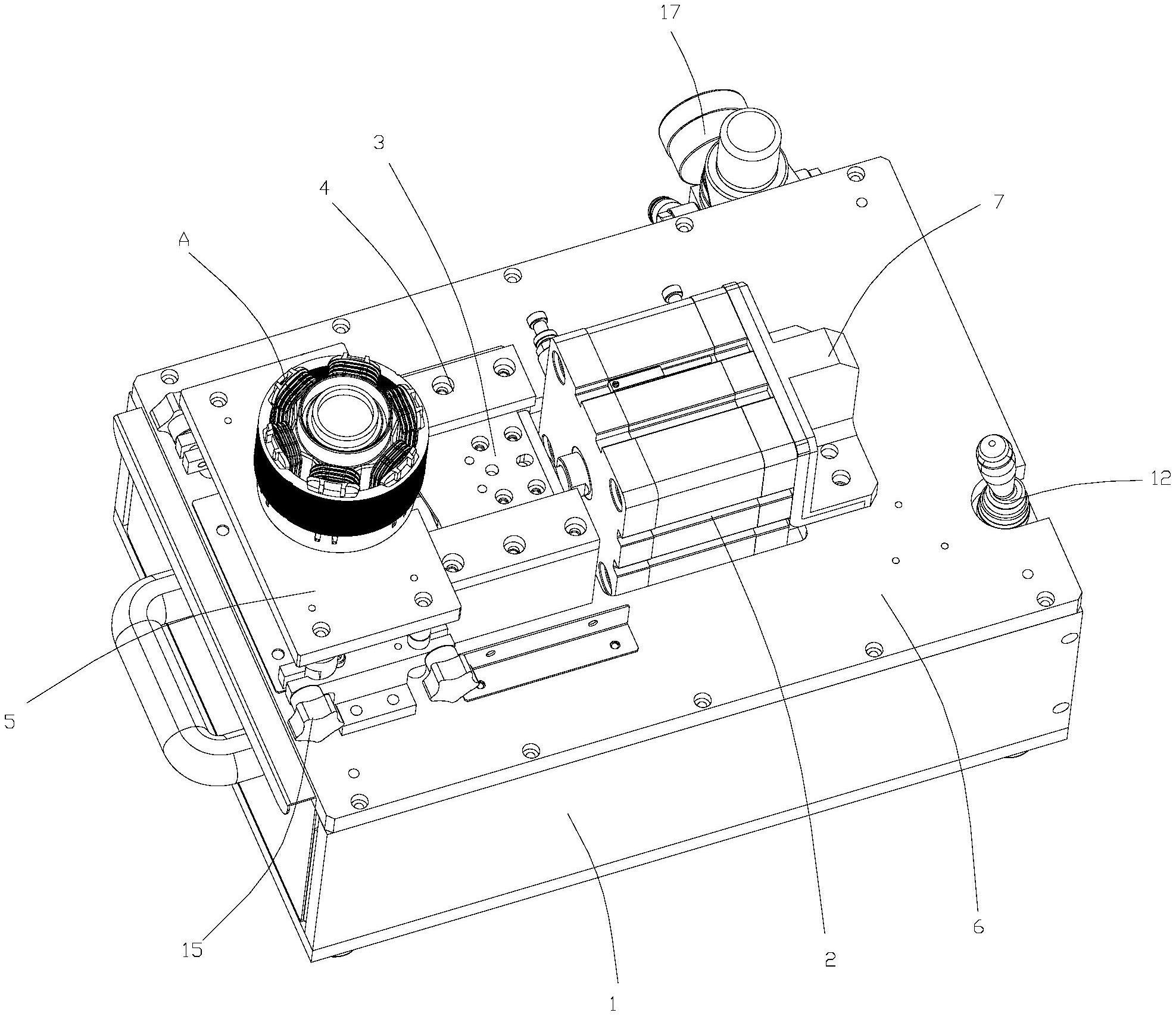
3、电机定子浸锡后切线装置,包括箱体、气缸、活动剪刀板、固定刃口板和定子工装板,箱体的顶部为箱盖,气缸座安装在箱盖上,气缸的一侧安装在气缸座上,气缸的输出端安装有气缸连接板,气缸连接板与活动剪刀板连接,箱盖上安装有2个竖直的侧板,侧板的顶部安装有固定刃口板,固定刃口板设有若干个线槽,定子工装板设置在固定刃口板的上方,定子工装板的四角安装在支柱上,箱盖上安装有调节支座,2个支柱的下端设置调节支座上。
4、优选地,还包括电磁阀,电磁阀设置在箱体的后端,电磁阀与气缸连接,箱盖上设有凹槽一和凹槽二,气缸的下端穿过凹槽一。
5、优选地,侧板的顶部设有凹槽三,活动剪刀板卡在凹槽三和固定刃口板之间。
6、优选地,凹槽二位于线槽的正下方,箱体设有废料抽屉,废料抽屉位于凹槽二的正下方。
7、优选地,2个侧板的前端设有l型挡板,l型挡板安装在箱盖上,l型挡板的顶部与固定刃口板的顶部平齐。
8、优选地,调节支座包括安装部和调节部,安装部安装在箱盖上,调节部的两侧设有开口槽,支柱设置在开口槽处,每个开口槽处设有调节旋钮。
9、优选地,箱体的一侧设有调压阀。
10、与现有技术相比,本实用新型的有益效果是:
11、本实用新型只需要一个工作人员拿着电机定子放置于固定刃口板上,3组铜线的线头位于线槽处,然后气缸工作,推动活动剪刀板移动,将线头剪断,切掉的铜线头,会掉落在废料抽屉内。剪切好的马达定子,由工作人员取走,再放下一个产品,根据需要剪切的长度,调节定子工装板的高度即可。
技术特征:
1.电机定子浸锡后切线装置,其特征在于:包括箱体、气缸、活动剪刀板、固定刃口板和定子工装板,箱体的顶部为箱盖,气缸座安装在箱盖上,气缸的一侧安装在气缸座上,气缸的输出端安装有气缸连接板,气缸连接板与活动剪刀板连接,箱盖上安装有2个竖直的侧板,侧板的顶部安装有固定刃口板,固定刃口板设有若干个线槽,定子工装板设置在固定刃口板的上方,定子工装板的四角安装在支柱上,箱盖上安装有调节支座,2个支柱的下端设置调节支座上。
2.根据权利要求1所述的电机定子浸锡后切线装置,其特征在于:还包括电磁阀,电磁阀设置在箱体的后端,电磁阀与气缸连接,箱盖上设有凹槽一和凹槽二,气缸的下端穿过凹槽一。
3.根据权利要求1所述的电机定子浸锡后切线装置,其特征在于:侧板的顶部设有凹槽三,活动剪刀板卡在凹槽三和固定刃口板之间。
4.根据权利要求2所述的电机定子浸锡后切线装置,其特征在于:凹槽二位于线槽的正下方,箱体设有废料抽屉,废料抽屉位于凹槽二的正下方。
5.根据权利要求1所述的电机定子浸锡后切线装置,其特征在于:2个侧板的前端设有l型挡板,l型挡板安装在箱盖上,l型挡板的顶部与固定刃口板的顶部平齐。
6.根据权利要求1所述的电机定子浸锡后切线装置,其特征在于:调节支座包括安装部和调节部,安装部安装在箱盖上,调节部的两侧设有开口槽,支柱设置在开口槽处,每个开口槽处设有调节旋钮。
7.根据权利要求1所述的电机定子浸锡后切线装置,其特征在于:箱体的一侧设有调压阀。
技术总结
本技术实施例公开一种电机定子浸锡后切线装置,包括箱体、气缸、活动剪刀板、固定刃口板和定子工装板,箱体的顶部为箱盖,气缸座安装在箱盖上,气缸的一侧安装在气缸座上,气缸的输出端安装有气缸连接板,气缸连接板与活动剪刀板连接,箱盖上安装有2个竖直的侧板,侧板的顶部安装有固定刃口板,固定刃口板设有若干个线槽,定子工装板设置在固定刃口板的上方,定子工装板的四角安装在支柱上,箱盖上安装有调节支座,2个支柱的下端设置调节支座上。本技术可以调节切线长度,满足对不同引出线高度的定子切线的需求。
技术研发人员:刘敏
受保护的技术使用者:上海南易自动化工程有限公司
技术研发日:20230420
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!