一种铁芯的卧式叠压工装的制作方法
本技术涉及铁芯制造,具体为一种铁芯的卧式叠压工装。
背景技术:
1、转子铁芯是电动机的一部分。根据查询相关资料信息显示,电动机的转子铁芯是由一个或多个绕组包围的铁芯组成的,电流流经这些绕组时产生磁场,从而使转子产生转动力。转子铁芯则是由多个转子冲片叠压而成。
2、相关技术的转子铁芯生产是将多个转子冲片叠放在定位轴上,使相邻转子冲片之间相互重合,然后将叠放有转子冲片的定位轴送入加热装置加热,然后使用液压机将加热后的多个转子冲片压紧,最终形成转子铁芯。
3、目前需要叠压的铁芯冲片采用自粘硅钢片制成。自粘硅钢片的两面涂覆有机材料,将其加热至180-220℃,并对叠装的自粘硅钢片施加垂直于冲片的作用力,使自粘硅钢片的片与片的片间压强达到2-4n/mm2,保持加热、加压状态至2-3小时,自粘硅钢片上的有机材料发生化学变化,将两片硅钢片粘连在一起,再冷却粘结,冲片间的有机材料冷却固化,冲片固化为铁芯。为了生产适用于自粘工艺的铁芯,需要一种能安装冲片、施加压力、耐热的叠压工装;目前市面的工装不能有效解决自粘铁芯的叠压加热固化问题,且占地面积较大,若需要完成较多的铁芯冲片叠压,效率较低。
技术实现思路
1、为了解决上述技术问题,本实用新型采用以下技术方案:一种铁芯的卧式叠压工装,其特征在于,包括:
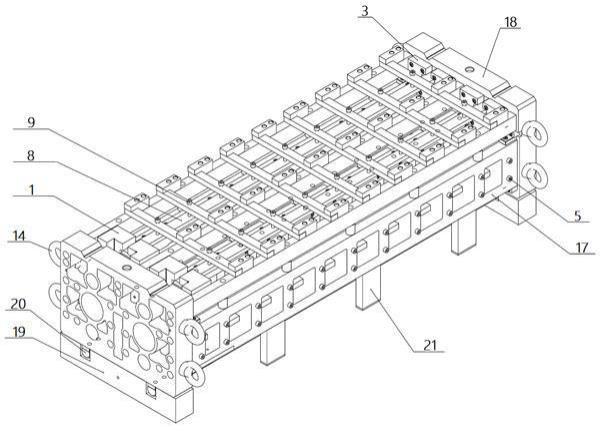
2、移动加压块、固定工作块、支撑板、左固定轨、中固定轨和右固定轨,所述支撑板相向设置,所述支撑板、左固定轨、中固定轨和右固定轨连接为整体;所述固定工作块固定设置于一端支撑板的内侧壁,所述移动加压块设置于另一端支撑板的内侧壁,所述移动加压块为工字型,中间向内的凹槽分别贴合设有竖直定位块和导向块,所述左侧固定轨设置于左侧的所述竖直定位块和导向块中间,所述中固定轨设置于另一侧的所述竖直定位块底部,所述移动加压块可在横向上移动;
3、所述工装的前侧边设有侧压钢条,后侧边设有侧定位块,所述侧压钢条和侧定位块对自粘铁芯冲片进行纵向定位;所述自粘铁芯冲片的顶部水平方向设有十字槽,所述十字槽内设有固定条,所述固定条上设有下压螺栓,所述固定条和下压螺栓螺纹连接。
4、进一步的,所述侧压钢条的外侧设有侧压螺栓,所述侧压钢条和侧压螺栓螺纹连接。
5、进一步的,所述竖直定位块和导向块均为导轨。
6、进一步的,所述移动加压块顶部设有滑动槽,所述滑动槽可容纳固定条。
7、进一步的,左侧的所述支撑板上设有通孔。
8、进一步的,所述通孔为圆孔,数量为6个。
9、进一步的,所述支撑板上设有吊环。
10、进一步的,所述工装还包括活动工作台,所述活动工作台上设有底板定位块,所述底板定位块上设有方形槽和定位销;所述支撑板的顶部和底部设有和定位销匹配的定位销孔,所述支撑板底部设有和方形槽匹配的定位杆。
11、进一步的,所述支撑板上面有两个v形槽。
12、进一步的,所述左固定轨和右固定轨上均设有支撑脚。
13、有益效果:与现有技术相比,本实用新型优点为:通过定位方式、压紧方式、施加力方式、工装定位方式、工装叠放方式、减重方式,有效解决自粘铁芯的叠压加热固化问题;本工装还可上下叠放,提高同时叠压加热固化的自粘铁芯冲片数量,提升工作效率。
技术特征:
1.一种铁芯的卧式叠压工装,其特征在于,包括:
2.根据权利要求1所述的一种铁芯的卧式叠压工装,其特征在于:所述侧压钢条的外侧设有侧压螺栓,所述侧压钢条和侧压螺栓螺纹连接。
3.根据权利要求1所述的一种铁芯的卧式叠压工装,其特征在于:所述竖直定位块和导向块均为导轨。
4.根据权利要求1所述的一种铁芯的卧式叠压工装,其特征在于:所述移动加压块顶部设有滑动槽,所述滑动槽可容纳固定条。
5.根据权利要求1所述的一种铁芯的卧式叠压工装,其特征在于:左侧的所述支撑板上设有通孔。
6.根据权利要求5所述的一种铁芯的卧式叠压工装,其特征在于:所述通孔为圆孔,数量为6个。
7.根据权利要求1所述的一种铁芯的卧式叠压工装,其特征在于:所述支撑板上设有吊环。
8.根据权利要求1所述的一种铁芯的卧式叠压工装,其特征在于:所述工装还包括活动工作台,所述活动工作台上设有底板定位块,所述底板定位块上设有方形槽和定位销;所述支撑板的顶部和底部设有和定位销匹配的定位销孔,所述支撑板底部设有和方形槽匹配的定位杆。
9.根据权利要求1或7中的任意一项所述的一种铁芯的卧式叠压工装,其特征在于:所述支撑板上面有两个v形槽。
10.根据权利要求1所述的一种铁芯的卧式叠压工装,其特征在于:所述左固定轨和右固定轨上均设有支撑脚。
技术总结
本技术公开一种铁芯的卧式叠压工装,包括:移动加压块、固定工作块、支撑板、左固定轨、中固定轨和右固定轨,所述支撑板相向设置,所述支撑板、左固定轨、中固定轨和右固定轨连接为整体;所述固定工作块固定设置于一端支撑板的内侧壁,所述移动加压块设置于另一端支撑板的内侧壁,所述移动加压块可在横向上移动;所述自粘铁芯冲片的顶部水平方向设有十字槽,所述十字槽内设有固定条,所述固定条上设有下压螺栓,所述固定条和下压螺栓螺纹连接。本技术通过定位方式、压紧方式、施加力方式、工装定位方式、工装叠放方式,有效解决自粘铁芯的叠压加热固化问题;本工装还可上下叠放,提高同时叠压加热固化的自粘铁芯冲片数量,提升工作效率。
技术研发人员:王晓峰,管杨,蔡茜,黄晓华,王岳,彭丽
受保护的技术使用者:南通通达矽钢冲压科技有限公司
技术研发日:20230613
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!