一种转子铁芯磁钢填充设备的制作方法
本申请涉及转子,尤其涉及一种转子铁芯磁钢填充设备。
背景技术:
1、在进行电机转子的装配过程中,因为磁钢带有磁性而较难采用自动化装配,目前大部分转子铁芯的磁钢填充仍采用手工装配的方式,手工装配工作强度大,装配效率低,装配产品合格率低,同时,人工安装时不易对准磁钢安装孔,容易造成夹手等安全事故。
技术实现思路
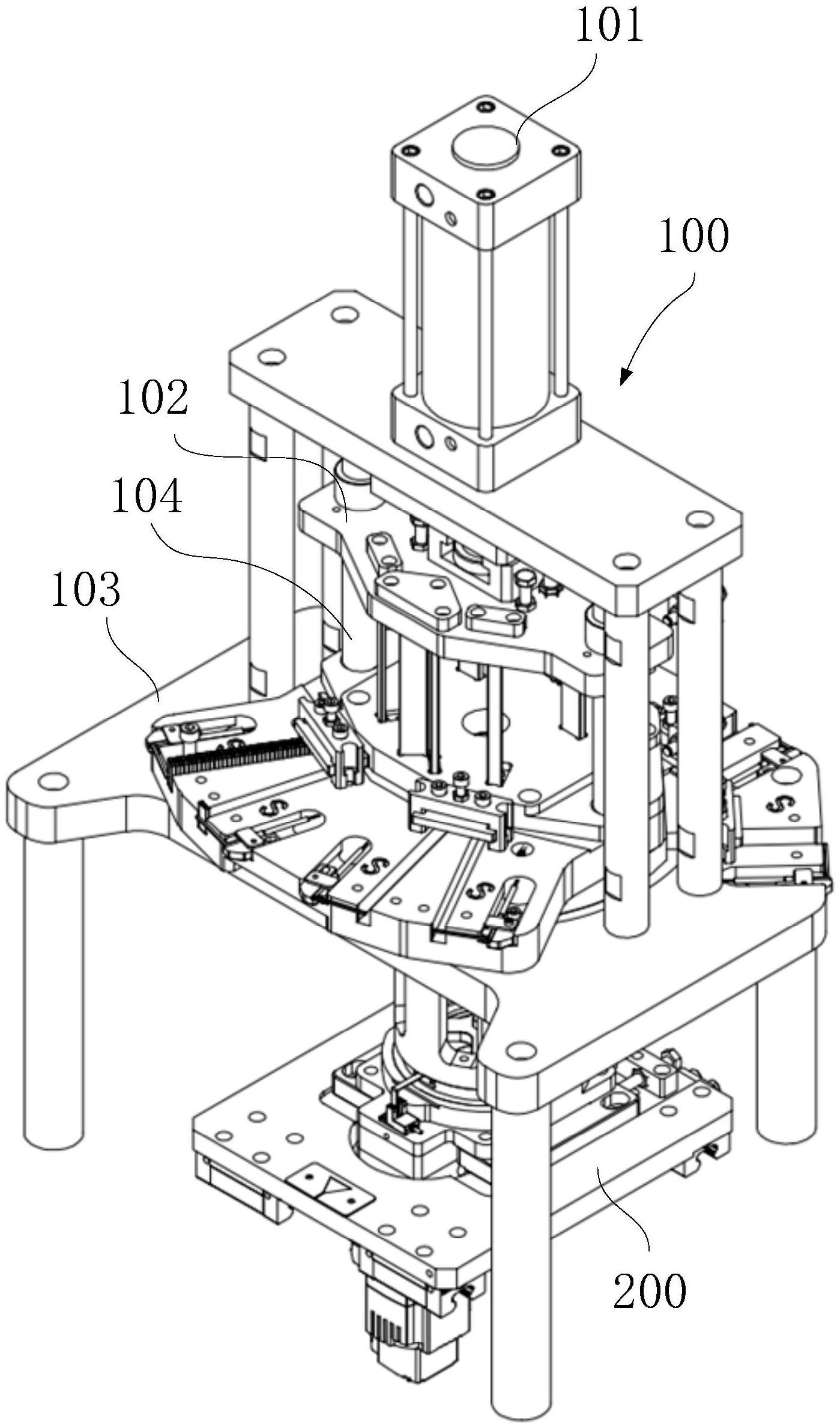
1、为了解决上述技术问题,本申请提供了一种转子铁芯磁钢填充设备,包括填充装置以及设置在所述填充装置下部的变位装置;
2、所述填充装置包括第一驱动部,所述第一驱动部的伸出端与填充机构传动连接,所述填充机构通过导向组件设置在导向机构上,所述导向机构的底部设置有复位机构;
3、所述填充机构包括若干个磁钢插板,所述磁钢插板用于将磁钢插入转子铁芯中;
4、所述导向机构包括从上至下依次设置的第一导向板、第二导向板、第三导向板和第四导向板,所述第一导向板、所述第二导向板、所述第三导向板和所述第四导向板上分别设置有容纳磁钢的料道,所述料道的尾部分别设置有第一磁钢通道,所述磁钢通过所述第一磁钢通道进入所述转子铁芯中;
5、所述变位装置通过滑块滑动设置在滑轨上,所述变位装置包括伺服转台,所述伺服转台上设置有转子铁芯安装座,所述转子铁芯设置在所述转子铁芯安装座上。
6、本申请一些实施例中,所述第一导向板、所述第二导向板、所述第三导向板和所述第四导向板上分别设置有从上至下相互连通的导向孔。
7、本申请一些实施例中,所述导向组件包括设置在所述导向机构上的导向柱,所述导向柱上套设有导向套。
8、本申请一些实施例中,所述填充机构还包括套设在所述导向套上的活动板,所述磁钢插板固定设置在所述活动板的底部,所述活动板的底部还设置有压装部,当所述第一驱动部驱动所述填充机构向下运动时,所述压装部容置在所述导向孔中并向下运动。
9、本申请一些实施例中,所述复位机构包括固定设置在所述第四导向板底部的复位板,所述复位板上设置有第二磁钢通道,所述第二磁钢通道与所述第一磁钢通道位置适配,所述磁钢通过所述第一磁钢通道和所述第二磁钢通道进入所述转子铁芯中。
10、本申请一些实施例中,所述复位机构还包括设置在所述复位板中心的第一定位部,所述第一定位部上设置有导向部,所述导向部上套设有第一弹簧,所述复位板的四周通过紧固件固定连接在所述第四导向板的底部,所述紧固件上套设有第二弹簧,所述第二弹簧的顶部与所述复位板的底部抵接。
11、与现有技术相比,本实用新型具有以下优点和有益效果:本申请的转子铁芯磁钢填充设备包括填充装置和变位装置,填充装置每次可以填充多块磁钢,单次填充完成之后,变位装置可以带动转子铁芯旋转,填充装置再次进行磁钢的填充,填充效率高,同时,填充装置包括复位机构,复位机构可以对转子铁芯精确定位,使得磁钢的安装精度高。
12、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本文。
技术特征:
1.一种转子铁芯磁钢填充设备,其特征在于,包括填充装置以及设置在所述填充装置下部的变位装置;
2.根据权利要求1所述的转子铁芯磁钢填充设备,其特征在于,所述第一导向板、所述第二导向板、所述第三导向板和所述第四导向板上分别设置有从上至下相互连通的导向孔。
3.根据权利要求2所述的转子铁芯磁钢填充设备,其特征在于,所述导向组件包括设置在所述导向机构上的导向柱,所述导向柱上套设有导向套。
4.根据权利要求3所述的转子铁芯磁钢填充设备,其特征在于,所述填充机构还包括套设在所述导向套上的活动板,所述磁钢插板固定设置在所述活动板的底部,所述活动板的底部还设置有压装部,当所述第一驱动部驱动所述填充机构向下运动时,所述压装部容置在所述导向孔中并向下运动。
5.根据权利要求2所述的转子铁芯磁钢填充设备,其特征在于,所述复位机构包括固定设置在所述第四导向板底部的复位板,所述复位板上设置有第二磁钢通道,所述第二磁钢通道与所述第一磁钢通道位置适配,所述磁钢通过所述第一磁钢通道和所述第二磁钢通道进入所述转子铁芯中。
6.根据权利要求5所述的转子铁芯磁钢填充设备,其特征在于,所述复位机构还包括设置在所述复位板中心的第一定位部,所述第一定位部上设置有导向部,所述导向部上套设有第一弹簧,所述复位板的四周通过紧固件固定连接在所述第四导向板的底部,所述紧固件上套设有第二弹簧,所述第二弹簧的顶部与所述复位板的底部抵接。
技术总结
本技术提供了一种转子铁芯磁钢填充设备,包括填充装置以及设置在填充装置下部的变位装置;填充装置包括第一驱动部,第一驱动部的伸出端与填充机构传动连接,填充机构通过导向组件设置在导向机构上,导向机构的底部设置有复位机构;填充机构包括若干个磁钢插板,磁钢插板用于将磁钢插入转子铁芯中。本申请的转子铁芯磁钢填充设备包括填充装置和变位装置,填充装置每次可以填充多块磁钢,单次填充完成之后,变位装置可以带动转子铁芯旋转,填充装置再次进行磁钢的填充,填充效率高,同时,填充装置包括复位机构,复位机构可以对转子铁芯精确定位,使得磁钢的安装精度高。
技术研发人员:刘城,王健
受保护的技术使用者:苏州盛世合鼎新能源装备有限公司
技术研发日:20230629
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!