一种快装式直条电机定子圈圈夹具的制作方法
本发明涉及一种电机定子加工设备,具体是一种快装式直条电机定子圈圈夹具。
背景技术:
1、在现代电机制造过程中,定子铁芯的构造是制造过程的核心环节之一。一般情况下,电机的直条定子铁芯采用传统的卷绕工艺进行制造。在这种方法中,绕线前的定子铁芯通常采取圆形结构。但是,这种圆形结构在实际的绕线操作中会遇到多重挑战,比如操作复杂、耗时较长、铜线利用率不高以及生产效率较低等。为了克服这些难题,部分制造商转向采用条状结构的直条定子铁芯,也就是说,在绕线完成之前,铁芯保持条状形态。这种结构简化了绕线过程,提高了制造效率。绕线过程完成后,将这些条状的直条定子铁芯弯曲形成圆环。
2、在传统的圈圆方法中,多个油缸被用于将定子铁芯压成圆环状。这种技术虽然普遍,但存在一些缺陷,例如,由于油缸的冲压行程是不可调节的,因此经常会造成铁芯压制成椭圆形,从而影响产品的圆形度和整体品质。另外,现行的铁芯成型工艺中,通过上下两个气缸对铁芯的塑料骨架进行定位,但这种做法存在铁芯高度不一致的问题,尤其是当塑料骨架出现破损时。这种高度上的不一致性可能导致最终产品在某些部位出现倾斜或错位,影响其垂直度。
3、此外,在更换不同型号的定子时,目前的油缸与定型座的连接方式多采用螺栓。这种连接方式的问题在于,由于定型座数量众多,每次更换过程都需要消耗大量的时间和劳力。因此,对现有的直条定子铁芯圈圆装置进行结构上的改进成为了提高生产效率和改善产品质量的必要步骤。
技术实现思路
1、本发明的目的是为了克服已有技术存在的缺点,提供一种结构简单,使用方便,能够实现圈圆夹具快速更换的一种快装式直条电机定子圈圈夹具。
2、本发明目的是用以下方式实现的:一种快装式直条电机定子圈圈夹具,其特征在于:其包括中心座及呈圆周整列分布在其外围的若干组定型座,定型座由动力机构驱动下沿着中心座的射线方向运动,将圈套在中心座外的电机定子进行整形;所述的定型座与动力机构之间通过快拆装置连接,以实现定型座的快速更换。
3、所述的定型座滑动式安装在导向座的导向槽内,导向槽呈前后贯穿式设置在导向座的前后端面上;所述的导向座呈圆周阵列式固定分布在定位盘上。
4、所述的动力机构为气压缸,或是液压缸,气压缸或是液压缸通过快拆装置与定型座连接,并驱动其运动。
5、所述的快拆装置包括设置在定型座尾部的卡槽,还包括转动式安装在动力机构上的旋转座,旋转座上设置有定位块,旋转座转动时利用定位块与卡槽对接实现连接,旋转座转动时利用定位块与上卡槽错位实现分离。
6、所述的卡槽设置有两个,呈上下对称分布在定型座的上下端面。
7、所述的卡槽为对称分布在定型座的上、下端面的内凹槽。
8、所述的定位块设置有两个,呈对称分布在旋转座上。
9、所述的旋转座上还设置有插销,相对应地,定型座上设置有锁孔,旋转座与定型座对接时,插销插入锁孔内,锁定两者之间的相对位置。
10、所述的定型座的两侧壁上设置有斜向导槽,相对应地,定型座外套装有限位套,限位套内设置有斜向导块,斜向导块插装在斜向导槽内,所述的限位套与定型座之间设置有微调装置,调节斜向导块与斜向导槽之间的相对位置。
11、所述的限位套呈下端开口的槽状结构,限位套由上至下套装在定型座上;所述的微调装置为安装在限位套上端的调节螺丝,调节螺丝穿过限位套顶压在定型座上,通过调节螺丝控制限位套与定位座之间的相对高度。
12、本发明的有益效果是:1、结构简单,生产成本低,提高市场竞争力。2、通过采用快拆装置连接定型座和动力机构,显著提高了定型座的更换效率,这极大地减少了生产线上的停机时间,提高了整体的生产效率。3、由于定型座可以迅速更换,本发明还增加了机构的灵活性,使其能够快速适应不同型号和尺寸的定子铁芯的生产需求。这种灵活性对于满足多样化和定制化生产需求尤为重要,有助于厂家在保持高生产效率的同时,扩大产品范围。
技术特征:
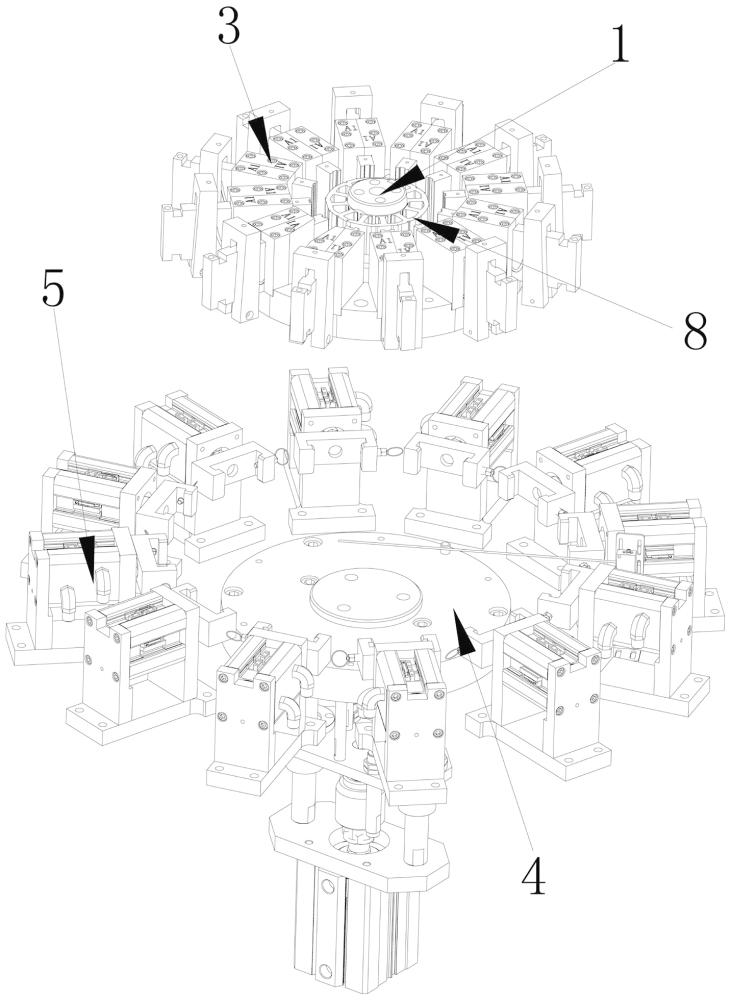
1.一种快装式直条电机定子圈圈夹具,其特征在于:其包括中心座(1)及呈圆周整列分布在其外围的若干组定型座(2),定型座(2)由动力机构驱动下沿着中心座(1)的射线方向运动,将圈套在中心座(1)外的电机定子(8)进行整形;所述的定型座(2)与动力机构之间通过快拆装置连接,以实现定型座(2)的快速更换。
2.根据权利要求1所述的一种快装式直条电机定子圈圈夹具,其特征在于:所述的定型座(2)滑动式安装在导向座(3)的导向槽(31)内,导向槽(31)呈前后贯穿式设置在导向座(3)的前后端面上;所述的导向座(3)呈圆周阵列式固定分布在定位盘(4)上。
3.根据权利要求1所述的一种快装式直条电机定子圈圈夹具,其特征在于:所述的动力机构为气压缸(5),或是液压缸,气压缸(5)或是液压缸通过快拆装置与定型座(2)连接,并驱动其运动。
4.根据权利要求3所述的一种快装式直条电机定子圈圈夹具,其特征在于:所述的快拆装置包括设置在定型座(2)尾部的卡槽(21),还包括转动式安装在动力机构上的旋转座(6),旋转座(6)上设置有定位块(61),旋转座(6)转动时利用定位块(61)与卡槽(21)对接实现连接,旋转座(6)转动时利用定位块(61)与上卡槽(21)错位实现分离。
5.根据权利要求4所述的一种快装式直条电机定子圈圈夹具,其特征在于:所述的卡槽(21)设置有两个,呈上下对称分布在定型座(2)的上下端面。
6.根据权利要求5所述的一种快装式直条电机定子圈圈夹具,其特征在于:所述的卡槽(21)为对称分布在定型座(2)的上、下端面的内凹槽。
7.根据权利要求4所述的一种快装式直条电机定子圈圈夹具,其特征在于:所述的定位块(61)设置有两个,呈对称分布在旋转座(6)上。
8.根据权利要求4所述的一种快装式直条电机定子圈圈夹具,其特征在于:所述的旋转座(6)上还设置有插销(7),相对应地,定型座(2)上设置有锁孔(22),旋转座(6)与定型座(2)对接时,插销(7)插入锁孔(22)内,锁定两者之间的相对位置。
9.根据权利要求1所述的一种快装式直条电机定子圈圈夹具,其特征在于:所述的定型座(2)的两侧壁上设置有斜向导槽(23),相对应地,定型座(2)外套装有限位套(24),限位套(24)内设置有斜向导块(25),斜向导块(25)插装在斜向导槽(23)内,所述的限位套(24)与定型座(2)之间设置有微调装置,调节斜向导块(25)与斜向导槽(23)之间的相对位置。
10.根据权利要求9所述的一种快装式直条电机定子圈圈夹具,其特征在于:所述的限位套(24)呈下端开口的槽状结构,限位套(24)由上至下套装在定型座(2)上;所述的微调装置为安装在限位套(24)上端的调节螺丝(26),调节螺丝(26)穿过限位套(24)顶压在定型座(2)上,通过调节螺丝(26)控制限位套(24)与定位座之间的相对高度。
技术总结
一种快装式直条电机定子圈圈夹具,其特征在于:其包括中心座及呈圆周整列分布在其外围的若干组定型座,定型座由动力机构驱动下沿着中心座的射线方向运动,将圈套在中心座外的电机定子进行整形;所述的定型座与动力机构之间通过快拆装置连接,以实现定型座的快速更换。本发明的有益效果是:通过采用快拆装置连接定型座和动力机构,显著提高了定型座的更换效率,这极大地减少了生产线上的停机时间,提高了整体的生产效率。
技术研发人员:郭振波,施桥
受保护的技术使用者:广东顺德蕴洋智能科技有限公司
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!