组装结构的制作方法
1.本发明关于一种组装结构,特别是关于一种可确保组装正确的组装结构。
背景技术:
2.目前,许多装置皆是由不同的组装件组装而成。举例而言,电子纸显示器在生产过程中便需将背盖与中框进行组装。不同的组装件通常是通过设置于两侧的多个滑动式卡勾与多个卡槽的卡合而相互结合。在组装两个组装件时,多个滑动式卡勾必须同时且完全嵌入多个卡槽中,两个组装件才能顺利组装。然而,部分滑动式卡勾容易因材质变形的关系而未完全嵌入对应的卡槽中,使得组装不正确,不仅会增加组装作业的困难,且会造成产品外观及功能不良。
技术实现要素:
3.本发明的目的在于提供一种组装结构,可以确保组装正确,以解决上述的问题。
4.根据一实施例,本发明的组装结构包含第一组装件以及第二组装件。第一组装件的相对两侧中的每一侧包含多个卡槽。第二组装件的相对两侧中的每一侧包含多个卡勾。多个卡勾的位置对应多个卡槽的位置,且多个卡勾的长度不同。当多个卡勾嵌入多个卡槽中,且第二组装件相对第一组装件沿组装方向滑动时,多个卡勾沿组装方向依次与多个卡槽卡合。
5.在本发明的一实施方式中,在多个卡勾与多个卡槽卡合后,多个卡勾与多个卡槽间的多个卡合量不同。
6.在本发明的一实施方式中,多个卡勾的长度沿组装方向递增或递减。
7.在本发明的一实施方式中,第一组装件包含多条对位线,用以指示多个卡勾与多个卡槽的对位状态。
8.在本发明的一实施方式中,第一组装件的一端包含导引斜面,导引斜面导引第二组装件与第一组装件结合或分离。
9.在本发明的一实施方式中,第二组装件的外表面包含多个卡勾对位标记,多个卡勾对位标记的位置对应多个卡勾的位置。
10.在本发明的一实施方式中,组装结构还包含膜片,设置于第二组装件的外表面上,膜片包含多个卡勾对位标记,多个卡勾对位标记的位置对应多个卡勾的位置。
11.在本发明的一实施方式中,膜片还包含辅助对位标记,用以指示膜片相对第二组装件的设置方向。
12.在本发明的一实施方式中,第一组装件的一端包含第一卡合部,第二组装件的一端包含第二卡合部,第二卡合部的位置对应第一卡合部的位置,在多个卡勾沿组装方向依次与多个卡槽卡合后,第二卡合部与第一卡合部卡合。
13.在本发明的一实施方式中,第一组装件的另一端包含第三卡合部,第二组装件的另一端包含第四卡合部,第四卡合部的位置对应第三卡合部的位置,在多个卡勾沿所述组
装方向依次与多个卡槽卡合后,第四卡合部与第三卡合部卡合。
14.综上所述,在组装第一组装件与第二组装件时,使用者可先将第二组装件的多个卡勾嵌入第一组装件的多个卡槽。接着,使用者可依次按压每一个卡勾,且使第二组装件相对第一组装件沿组装方向滑动,使得多个卡勾沿组装方向依次与多个卡槽卡合。由于多个卡勾的长度不同,因此,使用者每次仅需按压且滑动一个卡勾,待被按压的卡勾与对应的卡槽卡合后,再按压且滑动下一个卡勾。借此,即可确保每一个卡勾皆能确实与对应的卡槽卡合,以确保第一组装件与第二组装件的组装正确,进而增进组装良率及生产效率。
15.关于本发明的优点与精神可以借由以下的发明详述及所附附图得到进一步的了解。
附图说明
16.图1为根据本发明一实施例的电子装置的立体图。
17.图2为图1中的电子装置的分解图。
18.图3为图2中的第一组装件的立体图。
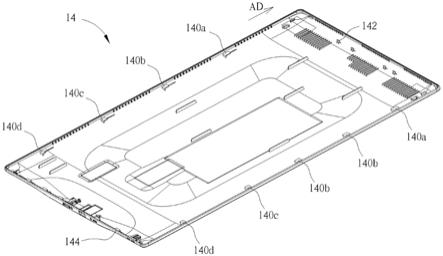
19.图4为图2中的第二组装件的立体图。
20.图5至图9为第一组装件与第二组装件的组装过程的剖面图。
21.图10为根据本发明另一实施例的电子装置的立体图。
22.图11为根据本发明另一实施例的电子装置的立体图。
23.主要附图标记说明:
24.1、1'、1
”-
电子装置,10-显示面板,12-第一组装件,14-第二组装件,16-膜片,120a~120d-卡槽,122-第一卡合部,124-第三卡合部,126-导引斜面,140a~140d-卡勾,142-第二卡合部,144-第四卡合部,146a~146d、160a~160d-卡勾对位标记,148-输入输出埠,162-辅助对位标记,ad-组装方向,l1~l4-对位线。
具体实施方式
25.请参阅图1至图8,图1为根据本发明一实施例的电子装置1的立体图,图2为图1中的电子装置1的分解图,图3为图2中的第一组装件12的立体图,图4为图2中的第二组装件14的立体图,图5至图9为第一组装件12与第二组装件14的组装过程的剖面图。
26.如图1与图2所示,电子装置1包含显示面板10、第一组装件12以及第二组装件14。在此实施例中,电子装置1可为电子纸显示器,其中显示面板10可为电子纸显示面板,第一组装件12可为中框,且第二组装件14可为背盖,但不以此为限。在实际应用中,第一组装件12与第二组装件14可为任何有相互组装需求的元件,且可应用于各种装置中。
27.本发明的组装结构包含第一组装件12以及第二组装件14。如图3与图4所示,第一组装件12的相对两侧中的每一侧包含多个卡槽120a~120d,且第二组装件14的相对两侧中的每一侧包含多个卡勾140a~140d,其中多个卡勾140a~140d的位置对应多个卡槽120a~120d的位置。
28.如图3所示,第一组装件12的一侧可包含四个卡槽120a~120d,且另一侧可包含五个卡槽120a~120d,其中一侧的卡槽120b可有一个,且另一侧的卡槽120b可有两个。如图4所示,第二组装件14的一侧可包含四个个卡勾140a~140d,且另一侧可包含五个卡勾140a
~140d,其中一侧的卡勾140b可有一个,且另一侧的卡勾140b可有两个。
29.在此实施例中,多个卡勾140a~140d的长度不同,其中标号相同的卡勾具有相同长度。进一步来说,卡勾140a的长度大于卡勾140b的长度,卡勾140b的长度大于卡勾140c的长度,且卡勾140c的长度大于卡勾140d的长度。在此实施例中,可针对第一组装件12与第二组装件14定义组装方向ad。多个卡勾140a~140d的长度可沿组装方向ad递增,如图4所示。在另一实施例中,多个卡勾140a~140d的长度也可沿组装方向ad递减,视实际应用而定。
30.在组装第一组装件12与第二组装件14时,使用者可先将第二组装件14的多个卡勾140a~140d嵌入第一组装件12的多个卡槽120a~120d。当多个卡勾140a~140d嵌入多个卡槽120a~120d中时,使用者可依次按压每一个卡勾140a~140d,且使第二组装件14相对第一组装件12沿组装方向ad滑动,使得多个卡勾140a~140d沿组装方向ad依次与多个卡槽120a~120d卡合。
31.如图3所示,第一组装件12可包含多条对位线l1~l4,用以指示多个卡勾140a~140d与多个卡槽120a~120d的对位状态。如图5所示,在组装第一组装件12与第二组装件14时,使用者可先将第二组装件14的多个卡勾140a~140d嵌入第一组装件12的多个卡槽120a~120d。此时,多个卡勾140a~140d皆尚未与多个卡槽120a~120d卡合,且第二组装件14的边缘对齐对位线l1。接着,使用者可将手指按压于卡勾140a的位置,以使卡勾140a完全嵌入卡槽120a。需说明的是,按压卡勾的目的是为了避免第二组装件14变形造成卡勾高度不正确,而未完全嵌入对应的卡槽中,使得组装不正确。接着,使用者可将第二组装件14相对第一组装件12沿组装方向ad滑动,即可使卡勾140a与卡槽120a卡合。如图6所示,当第二组装件14的边缘对齐对位线l2时,表示卡勾140a已与卡槽120a卡合。此时,由于卡勾140b~140d的长度皆小于卡勾140a的长度,因此,卡勾140b~140d皆尚未与卡槽120b~120d卡合。
32.接着,使用者可将手指按压于卡勾140b的位置,以使卡勾140b完全嵌入卡槽120b。接着,使用者可将第二组装件14相对第一组装件12沿组装方向ad再次滑动,即可使卡勾140b与卡槽120b卡合。如图7所示,当第二组装件14的边缘对齐对位线l3时,表示卡勾140b已与卡槽120b卡合。此时,由于卡勾140c~140d的长度皆小于卡勾140b的长度,因此,卡勾140c~140d皆尚未与卡槽120c~120d卡合。
33.接着,使用者可将手指按压于卡勾140c的位置,以使卡勾140c完全嵌入卡槽120c。接着,使用者可将第二组装件14相对第一组装件12沿组装方向ad再次滑动,即可使卡勾140c与卡槽120c卡合。如图8所示,当第二组装件14的边缘对齐对位线l4时,表示卡勾140c已与卡槽120c卡合。此时,由于卡勾140d的长度小于卡勾140c的长度,因此,卡勾140d尚未与卡槽120d卡合。
34.接着,使用者可将手指按压于卡勾140d的位置,以使卡勾140d完全嵌入卡槽120d。接着,使用者可将第二组装件14相对第一组装件12沿组装方向ad再次滑动,即可使卡勾140d与卡槽120d卡合,如图9所示。借此,即可确保每一个卡勾140a~140d皆能确实与对应的卡槽120a~120d卡合,以确保第一组装件12与第二组装件14的组装正确,进而增进组装良率及生产效率。
35.由于多个卡勾140a~140d的长度不同,因此,在多个卡勾140a~140d与多个卡槽120a~120d卡合后,多个卡勾140a~140d与多个卡槽120a~120d间的多个卡合量不同。在此实施例中,卡勾140a与卡槽120a间的卡合量大于卡勾140b与卡槽120b间的卡合量,卡勾
140b与卡槽120b间的卡合量大于卡勾140c与卡槽120c间的卡合量,且卡勾140c与卡槽120c间的卡合量大于卡勾140d与卡槽120d间的卡合量,如图9所示。
36.如图3与图4所示,第一组装件12的一端包含第一卡合部122,且第二组装件14的一端包含第二卡合部142,其中第二卡合部142的位置对应第一卡合部122的位置。在此实施例中,第一卡合部122与第二卡合部142可为弹性卡勾,但不以此为限。第一卡合部122与第二卡合部142的数量可为一个或多个,视实际应用而定。此外,第一组装件12的另一端包含第三卡合部124,且第二组装件14的另一端包含第四卡合部144,其中第四卡合部144的位置对应第三卡合部124的位置。在此实施例中,第三卡合部124可为孔洞,且第四卡合部144可为凸块,但不以此为限。第三卡合部124与第四卡合部144的数量可为一个或多个,视实际应用而定。
37.在多个卡勾140a~140d沿组装方向ad依次与多个卡槽120c~120d卡合后,第二卡合部142会与第一卡合部122卡合,且第四卡合部144会与第三卡合部124卡合,使得第一组装件12与第二组装件14的组装更稳固。
38.如图3所示,第一组装件12的一端可包含导引斜面126。在此实施例中,第一组装件12的一端可包含两个导引斜面126,但不以此为限。导引斜面126的数量可根据实际应用而决定。在将第二组装件14组装至第一组装件12时,第二组装件14通常会与第一组装件12有些微干涉。因此,当第二组装件14即将与第一组装件12组装完成时,导引斜面126可导引第二组装件14与第一组装件12结合。当然,在拆卸将第二组装件14时,导引斜面126也可导引第二组装件14与第一组装件12分离。借此,即可让使用者操作起来更顺手。
39.请参阅图10,图10为根据本发明另一实施例的电子装置1'的立体图。电子装置1'与上述的电子装置1的主要不同之处在于,电子装置1'的第二组装件14的外表面包含多个卡勾对位标记146a~146d,如图10所示。多个卡勾对位标记146a~146d的位置对应上述多个卡勾140a~140d的位置。由于第二组装件14非透明件,因此,本发明可利用第二组装件14的外表面上的卡勾对位标记146a~146d标示卡勾140a~140d的位置,以方便使用者在组装时根据卡勾对位标记146a~146d按压对应的卡勾140a~140d。
40.请参阅图11,图11为根据本发明另一实施例的电子装置1”的立体图。电子装置1”与上述的电子装置1的主要不同之处在于,电子装置1”的组装结构还包含膜片16,设置于第二组装件14的外表面上,如图11所示。在此实施例中,膜片16可为透明保护膜,但不以此为限。膜片16包含多个卡勾对位标记160a~160d,其中多个卡勾对位标记160a~160d的位置对应上述多个卡勾140a~140d的位置。因此,本发明可利用第二组装件14的外表面上的膜片16的卡勾对位标记160a~160d标示卡勾140a~140d的位置,以方便使用者在组装时根据卡勾对位标记160a~160d按压对应的卡勾140a~140d。
41.此外,膜片16可另包含辅助对位标记162,用以指示膜片16相对第二组装件14的设置方向。如图11所示,第二组装件14的一端包含有多个输入输出埠148。使用者可将辅助对位标记162与输入输出埠148对位,而将膜片16设置于第二组装件14的外表面上。借此,即可准确地使膜片16的卡勾对位标记160a~160d的位置对应卡勾140a~140d的位置。
42.综上所述,在组装第一组装件与第二组装件时,使用者可先将第二组装件的多个卡勾嵌入第一组装件的多个卡槽。接着,使用者可依次按压每一个卡勾,且使第二组装件相对第一组装件沿组装方向滑动,使得多个卡勾沿组装方向依次与多个卡槽卡合。由于多个
卡勾的长度不同,因此,使用者每次仅需按压且滑动一个卡勾,待被按压的卡勾与对应的卡槽卡合后,再按压且滑动下一个卡勾。借此,即可确保每一个卡勾皆能确实与对应的卡槽卡合,以确保第一组装件与第二组装件的组装正确,进而增进组装良率及生产效率。
43.以上所述仅为本发明的优选实施例,凡依本发明申请专利范围所做的均等变化与修饰,皆应属本发明的涵盖范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1