一种PCB线路板加工装置的制作方法
一种pcb线路板加工装置
技术领域
[0001]
本发明涉及线路板加工,更具体的说是一种pcb线路板加工装置。
背景技术:
[0002]
例如公开号为cn209970933u一种pcb线路板精确定位打孔装置,包括底座和铰接轴,所述底座底端四角处固定连接有四组支腿,所述底座前后两侧对称固定有c型滑轨,所述驱动电机底端固定安装有打孔钻头,所述驱动电机右侧端固定连接有转动支架,所述转动支架通过铰接轴铰接有转动连杆,所述转动连杆底端固定连接有风扇电机,所述风扇电机输出端连接有扇叶,所述底座右侧端固定安装有plc控制器,所述底座右端设有若干组呈矩阵分布的矩形卡接孔,所述矩形卡接孔中插接有四组对称放置的pcb线路板支架组件,该实用新型提供了一种减轻工人劳动强度同时能够对多种pcb线路板进行打孔且打孔精度高的打孔装置;但该装置不能检查pcb线路板上是否具有安插不牢固的电子元器件。
技术实现要素:
[0003]
本发明的目的是提供一种pcb线路板加工装置,可以检查pcb线路板上是否具有安插不牢固的电子元器件。
[0004]
本发明的目的通过以下技术方案来实现:
[0005]
一种pcb线路板加工装置,包括电动推杆ⅰ、圆盘和带式运输机,所述带式运输机包括撑架、辊子、带轮、运输机电机和运输带,所述电动推杆ⅰ上方活动端固接圆盘,撑架上侧的前后两端均转动连接一个辊子,两个辊子一端均固接一个带轮,两个带轮通过皮带传动连接,运输带安装在两个辊子上,运输机电机用于驱动其中一个辊子转动,所述带式运输机镜像对称设有两个,两个运输带分别位于圆盘的前后两侧,圆盘能够升降至运输带上方和下方。
[0006]
该pcb线路板加工装置还包括定位器,所述定位器包括c型架、电动推杆ⅱ、定位杆、固定环、活动环、配合管和抵环,c型架的下端固接电动推杆ⅱ,电动推杆ⅱ的活动端固接定位杆,定位杆的下侧固接固定环,活动环滑动连接在定位杆上,定位杆上套有弹簧ⅰ,所述弹簧ⅰ的两端分别与固定环和活动环固接,活动环在弹簧ⅰ自然状态下位于定位杆上端的下方,配合管固接在c型架的上端,定位杆能够插滑在配合管内,配合管的下端与定位杆处于最低位置时具有间距,配合管的上下两端导通,配合管的下端固接抵环,该定位器设置在圆盘右上方。
[0007]
该pcb线路板加工装置还包括支撑架、限位杆、丝杠、电机ⅰ、调节部、三向架和横架ⅱ,所述限位杆的两端分别固接在支撑架的前后两端,丝杠的两端分别转动连接在支撑架的前后两端,电机ⅰ固接在支撑架上,电机ⅰ的输出轴与丝杠固接,调节部滑动连接在限位杆上,调节部螺纹连接在丝杠上,c型架固接在调节部的左端,横架ⅱ镜像对称设有两个,两个横架ⅱ分别固接在两个撑架上,三向架下端的左右两端分别设置在两个横架ⅱ上,支撑架固接在三向架右端的下端。
[0008]
该pcb线路板加工装置还包括长条口、安装柱、限位板、电机ⅱ、连杆ⅰ、连杆ⅱ和连接杆,所述长条口设置在三向架的上端,电机ⅱ固接在三向架上端的中部,电机ⅱ的输出轴由上至下穿过长条口,连杆ⅰ的中部与电机ⅱ的输出轴固接,连杆ⅰ的两端分别铰接一个连杆ⅱ,两个连杆ⅱ的外端分别转动连接一个连接杆的上端;还设有另外两个所述的定位器,另外两个c型架分别前后镜像对称设置,另外两个c型架分别固接在两个连接杆的下端,安装柱镜像对称设有两个,两个安装柱分别滑动连接在长条口的前后两侧,两个安装柱的上端均固接有一个限位板,两个限位板的下端面均与三向架的上端面贴合,另外两个c型架分别固接在两个安装柱的下端。
[0009]
该pcb线路板加工装置还包括安插座、导杆和限位部,所述三向架前后两端的下端均固接一个安插座,两个横架ⅱ的上端均固接一个导杆,两个导杆的上端均固接一个限位部,两个安插座分别滑动连接在两个导杆上,两个导杆上均套有压缩弹簧,所述压缩弹簧的两端分别与安插座和横架ⅱ接触,限位部的下端与安插座的上端接触。
[0010]
该pcb线路板加工装置还包括横架ⅰ、电机ⅲ和偏心轮,所述横架ⅰ固接在两个横架ⅱ上,横架ⅰ的上端固接电机ⅲ,电机ⅲ的输出轴固接偏心轮,偏心轮用于配合所述压缩弹簧使驱动三向架实现升降。
[0011]
该pcb线路板加工装置还包括圆柱滚子,所述三向架的上端转动连接圆柱滚子,圆柱滚子与偏心轮的下端接触实现传动连接。
[0012]
该pcb线路板加工装置还包括风机,所述横架ⅰ上端的前后两侧均安装一个风机,两个风机分别设置在两个运输带的上方。
[0013]
所述活动环和抵环的内端面设有硅胶垫。
[0014]
本发明一种pcb线路板加工装置的有益效果为:
[0015]
当pcb线路板上没有孔位时,不适用弹晃的方式进行检测,直接使三向架进行上下晃动,进而使三个定位器同步晃动利用惯性去甩掉pcb线路板未安插牢固的电子元器件。启动电机ⅲ,电机ⅲ的输出轴带动偏心轮转动,利用偏心轮压动三向架下降,三向架利用压缩弹簧进行复位进而实现高频率上下晃动。两个风机向两个运输带吹风,进而两处风源接触两个运输带后向平面延伸产生乱流,进而对pcb线路板进行清灰的同时可以吹掉pcb线路板上端因晃动掉在线路板上端安装未牢固的电子元器件。
附图说明
[0016]
下面结合附图和具体实施方法对本发明做进一步详细的说明。
[0017]
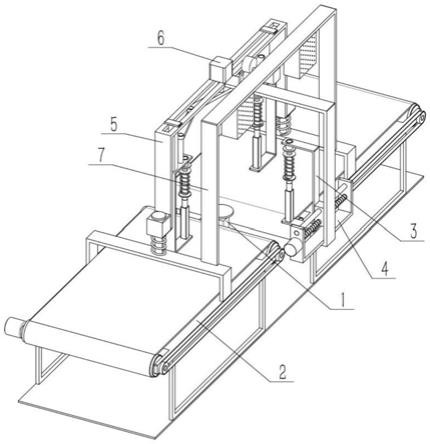
图1是本发明一种pcb线路板加工装置的整体结构示意图;
[0018]
图2是本发明的部分结构示意图一;
[0019]
图3是本发明的部分结构示意图二;
[0020]
图4是本发明的部分结构示意图三;
[0021]
图5是本发明的部分结构示意图四;
[0022]
图6是本发明的部分结构示意图五;
[0023]
图7是本发明的部分结构示意图六;
[0024]
图8是本发明的部分结构示意图七。
[0025]
图中:电动推杆ⅰ1、圆盘101、撑架2、辊子201、带轮202、运输机电机203、运输带
204、c型架3、电动推杆ⅱ301、定位杆302、固定环303、活动环304、配合管305、抵环306、支撑架4、限位杆401、丝杠402、电机ⅰ403、调节部404、三向架5、长条口501、安装柱502、限位板503、安插座504、圆柱滚子505、电机ⅱ6、连杆ⅰ601、连杆ⅱ602、连接杆603、横架ⅰ7、电机ⅲ701、偏心轮702、风机703、横架ⅱ704、导杆705、限位部706。
具体实施方式
[0026]
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0027]
下面结合附图对本发明作进一步详细说明。
[0028]
具体实施方式一:
[0029]
如图所示,一种pcb线路板加工装置,包括电动推杆ⅰ1、圆盘101和带式运输机,所述带式运输机包括撑架2、辊子201、带轮202、运输机电机203和运输带204,所述电动推杆ⅰ1上方活动端固接圆盘101,撑架2上侧的前后两端均转动连接一个辊子201,两个辊子201一端均固接一个带轮202,两个带轮202通过皮带传动连接,运输带204安装在两个辊子201上,运输机电机203用于驱动其中一个辊子201转动,所述带式运输机镜像对称设有两个,两个运输带204分别位于圆盘101的前后两侧,圆盘101能够升降至运输带204上方和下方。启动电动推杆ⅰ1,电动推杆ⅰ1的活动端带动圆盘101升高,将pcb线路板放置在圆盘101上,检查pcb线路板上是否有未安插牢固的电子元器件,将安装缺失或存在电子元器件未安插牢固的pcb线路板通过其中一个带式运输机运输,将电子元器件安装完全且安装牢固的pcb线路板通过另外一个带式运输机运输,两个带式运输机运输方向相反进而将加工合格与加工不合格的pcb线路板分别运输至不同的流水线上进行进一步处理,进而便于流水线上的流水加工。启动运输机电机203,运输机电机203带动辊子201转动,该辊子201通过带轮202和皮带带动另外一个辊子201转动,进而两个辊子201带动运输带204转动,通过电机203驱动的转向使位于前侧的运输带204将其上的物品向前运输,使位于后侧的运输带204将其上的物品向后运输。启动电动推杆ⅰ1使圆盘101下降,圆盘101将带动托举的pcb线路板下降,pcb线路板的大小应大于圆盘101,且pcb线路板下降后能够与两个运输带204同步接触,进而分类时根据需要使位于其中一侧的运输带204转动进而将该pcb线路板带走。
[0030]
具体实施方式二:
[0031]
如图所示,该pcb线路板加工装置还包括定位器,所述定位器包括c型架3、电动推杆ⅱ301、定位杆302、固定环303、活动环304、配合管305和抵环306,c型架3的下端固接电动推杆ⅱ301,电动推杆ⅱ301的活动端固接定位杆302,定位杆302的下侧固接固定环303,活动环304滑动连接在定位杆302上,定位杆302上套有弹簧ⅰ,所述弹簧ⅰ的两端分别与固定环303和活动环304固接,活动环304在弹簧ⅰ自然状态下位于定位杆302上端的下方,配合管305固接在c型架3的上端,定位杆302能够插滑在配合管305内,配合管305的下端与定位杆302处于最低位置时具有间距,配合管305的上下两端导通,配合管305的下端固接抵环306,该定位器设置在圆盘101右上方。检测时,将定位杆302由下至上穿过pcb线路板上的孔位,
利用活动环304垫在pcb线路板的下端面,启动电动推杆ⅱ301,电动推杆ⅱ301带动定位杆302升高穿入配合管305,活动环304与抵环306夹持pcb线路板,弹簧ⅰ开始压缩,定位杆302的升高程度可以调节夹持力度,定位杆302升高的越高活动环304与抵环306的夹持力度越大,同时弹簧ⅰ的压缩程度越大。可以通过拨动pcb线路板,使pcb线路板压动活动环304下降,进而使pcb线路板在一定范围和程度内往复弹晃,定位杆302的升高也可以调节弹晃程度,进而将未安装牢固的电子元器件晃下。检测完毕后,因pcb线路板具有自重会使活动环304下降一段距离,使圆盘101升高将pcb线路板抬起,使活动环304升高,所述弹簧不再被压缩,进而启动电动推杆ⅱ301使定位杆302下降,进而pcb线路板取消定位。
[0032]
具体实施方式三:
[0033]
如图所示,该pcb线路板加工装置还包括支撑架4、限位杆401、丝杠402、电机ⅰ403、调节部404、三向架5和横架ⅱ704,所述限位杆401的两端分别固接在支撑架4的前后两端,丝杠402的两端分别转动连接在支撑架4的前后两端,电机ⅰ403固接在支撑架4上,电机ⅰ403的输出轴与丝杠402固接,调节部404滑动连接在限位杆401上,调节部404螺纹连接在丝杠402上,c型架3固接在调节部404的左端,横架ⅱ704镜像对称设有两个,两个横架ⅱ704分别固接在两个撑架2上,三向架5下端的左右两端分别设置在两个横架ⅱ704上,支撑架4固接在三向架5右端的下端。启动电机ⅰ403,电机ⅰ403的输出轴带动丝杠402转动,丝杠402能够带动与其连接的c型架3前后运动,其结果是改变定位杆302在前后方向上的位置,使定位杆302能够错开pcb线路板,使pcb线路板能够顺利升降。
[0034]
具体实施方式四:
[0035]
如图所示,该pcb线路板加工装置还包括长条口501、安装柱502、限位板503、电机ⅱ6、连杆ⅰ601、连杆ⅱ602和连接杆603,所述长条口501设置在三向架5的上端,电机ⅱ6固接在三向架5上端的中部,电机ⅱ6的输出轴由上至下穿过长条口501,连杆ⅰ601的中部与电机ⅱ6的输出轴固接,连杆ⅰ601的两端分别铰接一个连杆ⅱ602,两个连杆ⅱ602的外端分别转动连接一个连接杆603的上端;还设有另外两个所述的定位器,另外两个c型架3分别前后镜像对称设置,另外两个c型架3分别固接在两个连接杆603的下端,安装柱502镜像对称设有两个,两个安装柱502分别滑动连接在长条口501的前后两侧,两个安装柱502的上端均固接有一个限位板503,两个限位板503的下端面均与三向架5的上端面贴合,另外两个c型架3分别固接在两个安装柱502的下端。当pcb线路板上没有孔位,pcb线路板的边端为弧形缺口时利用三个定位器对pcb线路板进行夹持,进而使pcb线路板得到稳固的固定,位于右端的定位器能够前后运动,进而可以适应pcb线路板边端处不同位置的弧形缺口,另外两个定位器利用固定环303和活动环304对pcb线路板的边端进行夹持固定。启动电机ⅱ6,电机ⅱ6的输出轴带动连杆ⅰ601摆动,连杆ⅰ601带动两个连杆ⅱ602靠近或远离,进而调节两个位于左侧的定位器之间的间距以固定边长不同的pcb线路板。
[0036]
具体实施方式五:
[0037]
如图所示,该pcb线路板加工装置还包括安插座504、导杆705和限位部706,所述三向架5前后两端的下端均固接一个安插座504,两个横架ⅱ704的上端均固接一个导杆705,两个导杆705的上端均固接一个限位部706,两个安插座504分别滑动连接在两个导杆705上,两个导杆705上均套有压缩弹簧,所述压缩弹簧的两端分别与安插座504和横架ⅱ704接触,限位部706的下端与安插座504的上端接触。当pcb线路板上没有孔位时,不适用弹晃的
方式进行检测,直接使三向架5进行上下晃动,进而使三个定位器同步晃动利用惯性去甩掉pcb线路板未安插牢固的电子元器件。
[0038]
具体实施方式六:
[0039]
如图所示,该pcb线路板加工装置还包括横架ⅰ7、电机ⅲ701和偏心轮702,所述横架ⅰ7固接在两个横架ⅱ704上,横架ⅰ7的上端固接电机ⅲ701,电机ⅲ701的输出轴固接偏心轮702,偏心轮702用于配合所述压缩弹簧使驱动三向架5实现升降。启动电机ⅲ701,电机ⅲ701的输出轴带动偏心轮702转动,利用偏心轮702压动三向架5下降,三向架5利用压缩弹簧进行复位进而实现高频率上下晃动。
[0040]
具体实施方式七:
[0041]
如图所示,该pcb线路板加工装置还包括圆柱滚子505,所述三向架5的上端转动连接圆柱滚子505,圆柱滚子505与偏心轮702的下端接触实现传动连接。
[0042]
具体实施方式八:
[0043]
如图所示,该pcb线路板加工装置还包括风机703,所述横架ⅰ7上端的前后两侧均安装一个风机703,两个风机703分别设置在两个运输带204的上方。两个风机703向两个运输带204吹风,进而两处风源接触两个运输带204后向平面延伸产生乱流,进而对pcb线路板进行清灰的同时可以吹掉pcb线路板上端因晃动掉在线路板上端安装未牢固的电子元器件。
[0044]
具体实施方式九:
[0045]
如图所示,所述活动环304和抵环306的内端面设有硅胶垫。
[0046]
本发明的一种pcb线路板加工装置,其工作原理为:
[0047]
启动电动推杆ⅰ1,电动推杆ⅰ1的活动端带动圆盘101升高,将pcb线路板放置在圆盘101上,检查pcb线路板上是否有未安插牢固的电子元器件,将安装缺失或存在电子元器件未安插牢固的pcb线路板通过其中一个带式运输机运输,将电子元器件安装完全且安装牢固的pcb线路板通过另外一个带式运输机运输,两个带式运输机运输方向相反进而将加工合格与加工不合格的pcb线路板分别运输至不同的流水线上进行进一步处理,进而便于流水线上的流水加工。启动运输机电机203,运输机电机203带动辊子201转动,该辊子201通过带轮202和皮带带动另外一个辊子201转动,进而两个辊子201带动运输带204转动,通过电机203驱动的转向使位于前侧的运输带204将其上的物品向前运输,使位于后侧的运输带204将其上的物品向后运输。启动电动推杆ⅰ1使圆盘101下降,圆盘101将带动托举的pcb线路板下降,pcb线路板的大小应大于圆盘101,且pcb线路板下降后能够与两个运输带204同步接触,进而分类时根据需要使位于其中一侧的运输带204转动进而将该pcb线路板带走。检测时,将定位杆302由下至上穿过pcb线路板上的孔位,利用活动环304垫在pcb线路板的下端面,启动电动推杆ⅱ301,电动推杆ⅱ301带动定位杆302升高穿入配合管305,活动环304与抵环306夹持pcb线路板,弹簧ⅰ开始压缩,定位杆302的升高程度可以调节夹持力度,定位杆302升高的越高活动环304与抵环306的夹持力度越大,同时弹簧ⅰ的压缩程度越大。可以通过拨动pcb线路板,使pcb线路板压动活动环304下降,进而使pcb线路板在一定范围和程度内往复弹晃,定位杆302的升高也可以调节弹晃程度,进而将未安装牢固的电子元器件晃下。检测完毕后,因pcb线路板具有自重会使活动环304下降一段距离,使圆盘101升高将pcb线路板抬起,使活动环304升高,所述弹簧不再被压缩,进而启动电动推杆ⅱ301使定
位杆302下降,进而pcb线路板取消定位。启动电机ⅰ403,电机ⅰ403的输出轴带动丝杠402转动,丝杠402能够带动与其连接的c型架3前后运动,其结果是改变定位杆302在前后方向上的位置,使定位杆302能够错开pcb线路板,使pcb线路板能够顺利升降。当pcb线路板上没有孔位,pcb线路板的边端为弧形缺口时利用三个定位器对pcb线路板进行夹持,进而使pcb线路板得到稳固的固定,位于右端的定位器能够前后运动,进而可以适应pcb线路板边端处不同位置的弧形缺口,另外两个定位器利用固定环303和活动环304对pcb线路板的边端进行夹持固定。启动电机ⅱ6,电机ⅱ6的输出轴带动连杆ⅰ601摆动,连杆ⅰ601带动两个连杆ⅱ602靠近或远离,进而调节两个位于左侧的定位器之间的间距以固定边长不同的pcb线路板。当pcb线路板上没有孔位时,不适用弹晃的方式进行检测,直接使三向架5进行上下晃动,进而使三个定位器同步晃动利用惯性去甩掉pcb线路板未安插牢固的电子元器件。启动电机ⅲ701,电机ⅲ701的输出轴带动偏心轮702转动,利用偏心轮702压动三向架5下降,三向架5利用压缩弹簧进行复位进而实现高频率上下晃动。两个风机703向两个运输带204吹风,进而两处风源接触两个运输带204后向平面延伸产生乱流,进而对pcb线路板进行清灰的同时可以吹掉pcb线路板上端因晃动掉在线路板上端安装未牢固的电子元器件。
[0048]
当然,上述说明并非对本发明的限制,本发明也不仅限于上述举例,本技术领域的普通技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1