一种压合治具的制作方法
1.本发明涉及治具的技术领域,特别涉及一种压合治具。
背景技术:
2.在fpc制造企业中,由于一些产品会采用叠构的设计,因此使得此类fpc的部分区域需要使用3d钢片作为支撑,从而令其具备足够的强度。3d钢片在生产时需要采用真空快压机生产,在生产的过程中,使用真空快压机压合时,由于3d钢片厚度较厚,因此容易导致真空气囊的使用寿命减少,而且由于真空快压机在压合时因缓冲垫具有缓冲作用,故而会在3d钢片与fpc板件交接处产生台阶印;而使用普通快压机进行压合时,由于硅胶同样具有缓冲作用,也会在fpc板件和3d钢片交接处产生台阶印,并且由于快压机的压力较大,容易压偏3d钢片,同时3d钢片边缘的线路存在断裂的风险,易导致压合出来的产品品质不稳定或存在潜在的隐患。
3.为解决上述问题,特提供一种能够适用于快压机生产使用的压合治具。
技术实现要素:
4.本发明所要解决的技术问题是克服现有技术的不足,提供了一种结构简单、使用方便、产品品质稳定且能够避免台阶印产生的压合治具。
5.本发明所采用的技术方案是:本发明包括底座和与所述底座相配合的盖板,所述底座上设置有至少一个压合结构,所述压合结构包括钢片槽,所述钢片槽的一侧设有fpc线路槽,所述fpc线路槽与所述钢片槽之间设置有交接段,所述盖板上开设有与所述钢片槽相配合的开放槽,所述底座上设有与所述盖板相适配的放置槽,待压fpc板件与所述放置槽相适配,所述压合结构位于所述放置槽内。
6.进一步,所述底座的两侧设有让位槽,所述让位槽与所述放置槽相连通。
7.进一步,所述放置槽的四个角均设有定位柱,待压fpc板件四个角上的对位孔与四根所述定位柱相配合。
8.进一步,所述盖板的四个角均设有定位孔,所述定位孔与所述定位柱相适配。
9.进一步,所述钢片槽的深度与待压3d钢片的厚度相等,所述钢片槽的长度比待压3d钢片的长度长0.2mm,所述钢片槽的宽度比待压3d钢片的宽度宽0.2mm。
10.进一步,所述开放槽的宽度大于所述钢片槽的宽度,所述开放槽的长度大于所述钢片槽的长度。
11.进一步,所述底座的厚度为2mm,所述盖板的厚度为0.2mm。
12.本发明的有益效果是:本发明由底座和盖板组成,底座上设有放置槽,盖板和待压fpc板件都与放置槽适配,在使用时能够便于对待压fpc板件进行定位以及盖板与底座压合的锲合度,底座上设置有至少一组压合结构,压合结构包括钢片槽、fpc线路槽和交接段,钢片槽用于待压3d钢片的放置,fpc线路槽给予待压fpc板件空间,在压合时避免影响待压fpc板件上的线路,交接段为水平段,起支撑作用,盖板上设有与钢片槽配合的开放槽,起避空
作用,在使用时,将带有待压3d钢片的待压fpc板件放在底座上,待压3d钢片正好落在钢片槽内,待压fpc板件的末端处在fpc线路槽上,然后将盖板盖合,盖板正好嵌合在放置槽上,最后将整个治具置于压机模腔中进行压合。由上述可见,本发明整体结构简单,操作简单,使用方便,将底座对应3d钢片与fpc板件贴合的位置和fpc板件的有效线路区域位置进行避空设计,从而避免出现台阶印和压坏fpc板件线路的情况,保证产品品质稳定。
附图说明
13.图1是本发明所述底座的立体结构示意图;图2是本发明所述盖板的立体结构示意图;图3是本发明的工作状态的剖视图。
具体实施方式
14.如图1至图3所示,在本实施例中,本发明包括底座1和与所述底座1相配合的盖板2,所述底座1上设置有至少一个压合结构3,所述压合结构3包括钢片槽31,所述钢片槽31的一侧设有fpc线路槽32,所述fpc线路槽32与所述钢片槽31之间设置有交接段33,所述盖板2上开设有与所述钢片槽31相配合的开放槽4,所述底座1上设有与所述盖板2相适配的放置槽5,待压fpc板件与所述放置槽5相适配,所述压合结构3位于所述放置槽5内。本发明主要由底座1和盖板2组成,所述底座1和所述盖板2相适配形成一个压合治具,从而装载fpc板件和3d钢片送入压机模腔进行压合;一组所述压合结构3可对一件带有3d钢片的fpc板件进行放置,在本发明中共有六组所述压合结构3,即可一次完成六个压合工作量;所述压合结构3由钢片槽31、fpc线路槽32和交接段33组成,所述钢片槽31用于待压3d钢片的放置,所述fpc线路槽32给予待压fpc板件空间,在压合时避免影响待压fpc板件上的线路,所述交接段33为水平段,起支撑作用;所述盖板2上设有与所述钢片槽31配合的开放槽4,起避空作用;在使用时,将带有待压3d钢片的待压fpc板件放在所述底座1上,待压3d钢片正好落在所述钢片槽31内,待压fpc板件的有效线路处在所述fpc线路槽32上,然后将所述盖板2盖合,所述盖板2正好嵌合在所述放置槽5上,最后将整个治具置于压机模腔中进行压合。由此可见,本发明整体结构简单,操作简单,使用方便,将所述底座1对应3d钢片与fpc板件贴合的位置和fpc板件的有效线路区域位置进行避空设计,从而避免出现台阶印和压坏fpc板件线路的情况,保证产品品质稳定。
15.在本实施例中,所述底座1的两侧设有让位槽6,所述让位槽6与所述放置槽5相连通。通过设置所述让位槽6,使得所述盖板2的取放更加简单,提高了工作效率。
16.在本实施例中,所述放置槽5的四个角均设有定位柱7,待压fpc板件四个角上的对位孔与四根所述定位柱7相配合。所述定位柱7起定位作用,能够使得待压fpc板件放置更加稳定,在压合时不会出现跑偏等情况,降低产品的不良率。
17.在本实施例中,所述盖板2的四个角均设有定位孔8,所述定位孔8与所述定位柱7相适配。所述定位孔8用于使得所述盖板2能够与所述底座1的配合更加紧密,在压合时不会出现偏位,避免造成压合位置不对而造成产品报废。
18.在本实施例中,所述钢片槽31的深度与待压3d钢片的厚度相等,所述钢片槽31的长度比待压3d钢片的长度长0.2mm,所述钢片槽31的宽度比待压3d钢片的宽度宽0.2mm。所
述钢片槽31的深度与待压3d钢片的厚度相等能够避免因高度差造成fpc板件与3d钢片交接处台阶,所述钢片槽31的长度比待压3d钢片的长度长0.2mm,所述钢片槽31的宽度比待压3d钢片的宽度宽0.2mm,可以保证3d钢片压合时不会发生偏位以及不会出现因产品涨缩而造成3d钢片无法落在所述钢片槽31造成产品报废的情况。
19.在本实施例中,所述开放槽4的宽度大于所述钢片槽31的宽度,所述开放槽4的长度大于所述钢片槽31的长度。这样能够保证在压合时缓冲材料能够接触到3d钢片,保证钢片具有良好的阻值。
20.在本实施例中,所述底座1的厚度为2mm,所述盖板2的厚度为0.2mm。所述底座1和所述盖板2的厚度采用最节省成本的厚度,同时也具备足够的强度进行压合。
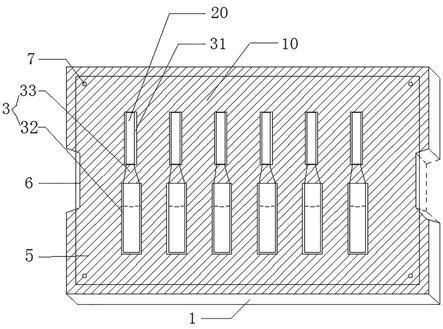
21.本发明的工作原理是:将呈方形结构的待压fpc板件10通过对位孔套在底座1上,待压fpc板件10上的待压 3d钢片20落在底座1的所述钢片槽31上,待压fpc板件10的线路区域也完全落入底座1的所述fpc线路槽32内,通过的定位柱7将盖板2套在底座1上,同时待压fpc板件10也被盖住,此时盖板2上的开放槽4位于待压fpc板件10上的待压3d钢片20的上方,然后将固定好盖板2的整个治具置于压机模腔进行压合。
22.虽然本发明的实施例是以实际方案来描述的,但是并不构成对本发明含义的限制,对于本领域的技术人员,根据本说明书对其实施方案的修改及与其他方案的组合都是显而易见的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1