具弹性弹簧件和气动通道系统的元件保持装置、装配头、装配机及用于装配元件载体的方法与流程
1.本发明总体上涉及装配技术领域。本发明尤其涉及一种用于元件的保持装置。本发明另外涉及一种具有至少一个这种保持装置的装配头以及一种具有至少一个这种装配头的自动装配机。本发明还涉及一种使用这种元件保持装置来装配元件载体的方法。
背景技术:
2.通常在所谓的装配机中进行向元件载体装配电子元件。在自动装配机中,借助具有至少一个元件保持装置的装配头,从元件进给装置的元件拾取位置拾取电子元件,将其传送到元件载体,并在此处以预设的装配位置放置在待装配的元件载体上。
3.一般而言,用于元件的保持装置构造为所谓的抽吸夹具,其又称为移取管(吸移管)。这种保持装置在其顶端处具有通道开口,通过该通道吸入空气。如果这种保持装置的顶端触及电子元件,则通过所产生的负压(通常又称为真空)使其保持粘附至保持装置的端面或顶端上,然后就能较为易于进行操纵。这种操纵可以例如是将相关的元件从元件供给装置的元件拾取位置传送到待装配的元件载体上的元件放置位置。
4.为了确保在放置元件时,从构造为抽吸夹具的元件保持装置的顶端可靠地释放元件并将其转移到相关的元件载体上,通常不仅仅需要短暂切断负压或真空。在放置的那一时刻,抽吸夹具的气动通道必然承受气动吹气脉冲形式的短暂过压。
5.放置元件时,应保证将元件推压到元件载体上的力不得过大。这尤其适用于薄元件,基于关系式:压力 = 每单位面积上的力(p=f/a),这些薄元件在一定的放置力下会导致元件载体上承受较高的压力载荷,并可能(因断裂)导致损坏。在本文中,放置力又称为装配力。
6.为了在放置元件时保持装配力在控制之下,而与所需的吹气脉冲方面无关,使用弹簧加载的抽吸夹具是公知的。它们具有弹性弹簧件,该弹性弹簧件确保在从元件拾取位置拾取元件时以及将元件放置在元件载体上时,抽吸夹具的顶端段可以向抽吸夹具的基体偏转。这样就能减小短暂作用于相关元件上的力峰值。
7.在弹簧加载的抽吸夹具中,显然在拾取和放置元件时,作用于元件上的力不仅取决于弹性弹簧件的弹力,而且还取决于抽吸夹具内部的(气动)气压。然而,该气动压力并非随时间恒定,而是在“接通”负压时、“切断”负压时且尤其是因上述吹气脉冲而有所变化。
8.抽吸夹具内部的气压随时间变化,导致作用于相应元件上的力随时间变化。该力的“气动分量”fp适用下列基本关系式:fp = p x ap为移取管内部的气压,且a为有效面积,气压p在该有效面积上平行于移取管的纵向轴线作用于弹性弹簧件。为了避免意外漏气,弹性弹簧件通常相对于抽吸夹具的基体密封。面积a则是对应密封件的有效横截面积。
9.显然,气动力fp随时间变化导致更加难以控制拾取元件的过程,尤其是通过借助
于吹气将原件放置在其上的过程。这样就会降低整个装配过程的过程可靠性。
技术实现要素:
10.本发明的目的是,针对拾取和放置元件而言,提高装配过程的过程可靠性。
11.本发明用以达成上述目的的解决方案为独立权利要求的主题。本发明的有利实施方式参阅从权利要求。
12.根据本发明的第一方面,描述一种保持装置,用于气动保持(电子)元件以便向元件载体装配元件。所述元件保持装置包括:(a)基体;(b)弹性弹簧件,其附接至基体;(c)顶端体,其附接至弹性弹簧件,其中,该弹性弹簧件配置成使得顶端体在外力作用下相对于基体弹入或弹出;以及(d)气动通道系统,其延伸穿过基体、弹性弹簧件和顶端体。气动通道系统具有贯穿弹性弹簧件的贯穿段,其中,该贯穿段的纵向轴线与保持装置的对称轴线成非零角度或倾斜角度定向。
13.所述元件保持装置是基于以下认识:通过气动通道系统斜向或横向地气动贯穿弹性弹簧件,由通道系统内部的过压或负压产生并从不同侧面作用于弹性弹簧件的气动力对弹性弹簧件沿对称轴线的变形毫无影响或影响不大。结果,通道系统内部中异于环境气压的压力或短暂压缩空气脉冲仅导致弹簧件沿对称轴线的相对较小变形。结果,通道系统内的压力对沿对称轴线作用于附接至弹性弹簧件的顶端体的力影响极小,进而对放置元件的时刻位于顶端体的前端面与待装配的载体元件之间的元件的影响极小。相对较小的变形即伴随有顶端体仅相对较小(意外)的气动偏动,或更确切地说,由气动导致顶端体的偏动(弹入或弹出)。
14.结果,在所述元件保持装置中,弹性弹簧件主要或甚至仅用于:(i)在将元件放置到元件载体上时,或(ii)从元件进给装置的元件拾取位置拾取元件时,在由装配头保持的元件保持装置的典型垂直运动结束时短暂施加的力作用下产生变形。至少通过贯穿段的倾斜走向减少意外的气动变形。
15.通过上述那样减少力波动,由元件保持装置和装配头组成的整个系统可以配置成持续地(即在多个装配过程中)产生仅相对低的装配力。这样尤其可以将扁平的元件放置或装配到元件载体上,而不必担心损坏元件。另外,还可以放置极小的元件,而不必担心损坏相关的元件载体。
16.通过贯穿段贯穿弹性弹簧件的倾斜走向,弹簧件主要或甚至仅用于其实际预期目的。其原因在于,在将元件放置到待装配的元件载体上时,或者将仍未占用或仍“空闲”的元件保持装置放置在待拾取的元件上时,当力自下而上地作用于顶端体的端面上时,顶端体可以弹入。这种弹入会导致机械上相对轻柔地放置或拾取元件。减少或甚至完全避免了顶端体的意外气动导致偏转。在此背景下,显然,在拾取元件时以及放置或安置元件时,皆可通过很大限度上防止顶端段的气动导致弹入和/或弹出过程而提高过程可靠性。
17.采用已知的方式,当气动拾取或保持元件时,通道系统中存在负压。在有意从顶端体的端面处的开口释放元件时,或将元件放置到元件载体上时,同样采用已知的方式,在通道系统内部产生吹气脉冲形式的短暂过压。
18.在本文中,非零角度或倾斜角度可以理解为导致贯穿段的纵向轴线不平行于整个元件保持装置的对称轴线的任何角度。
19.根据本发明的一实施例,贯穿段在弹性弹簧件的内侧壁(相对于对称轴线)上形成第一开口。另外,贯穿段在弹性弹簧件的外侧壁(相对于对称轴线)上形成第二开口。
20.简而言之,气动通道系统内部的气压可以仅在侧面作用于弹性弹簧件。换言之,这就表明弹性弹簧件相对于对称轴线垂直的端面不承受气动压力。这样就能采用简单的方式将相对于弹性弹簧件沿对称轴线变形而有效且(在纵向轴线不垂直于对称轴线的情况下)受压力作用的面积可以保持特别小。基于上述关系式“fp = p x a”,这会导致气动部件对装配过程中作用于相关元件上的总合力影响极小。
21.根据本发明的一实施例,贯穿段的最大横截面小于4 mm2,优选小于1 mm2,更优选小于0.05 mm2。
22.贯穿段的最大横截面很小,结果是例如在通道系统内部出现压缩空气脉冲的情况下,贯穿段仅相对“吹胀”很小。较薄的贯穿段仅具有相对较小的承受压力的内(壁)面积。基于关系式:力 = 压力 x 面积(f = p x a),贯穿段仅略微扩张。贯穿段的扩张还会引起弹性弹簧件的相对较小的变形,因此该(二次)变形作用也能因贯穿段的最大横截面较小而保持较小。贯穿段的吹胀通常还会导致弹性弹簧件相对于对称轴线非对称的变形,进而导致顶端段背离对称轴线倾斜,因此较薄的贯穿段能够在拾取元件、尤其是放置元件时进一步提高过程可靠性。
23.如果贯穿段以不仅不等于零而且不等于90
°
的角度倾斜延伸(即,弹性弹簧件沿纵向轴线的贯穿不完全垂直于对称轴线),则由于上述关系式f = p x a,贯穿段具有较小横截面时,弹性弹簧件的贯穿也导致作用于弹性弹簧件沿对称轴线彼此间隔的部位上的气动力之间的力差较小。这样,即使在贯穿段的纵向轴线不完全垂直于对称轴线的实施方式中,也存在顶端体相对于基体的相对较小的气动导致的意外偏动。这样,即使贯穿段沿着具有平行于对称轴线的显著方向分量的方向延伸,在拾取元件和放置元件时也能确保高度的过程可靠性。
24.根据本发明的另一实施例,倾斜角度在20
°
至90
°
范围内,尤其是在35
°
至90
°
范围内,更尤其是在45
°
至90
°
范围。
25.从气动角度而言,正好90
°
的角度最为有利。在此情况下,贯穿段“切入”弹性弹簧件的两个开口关于对称轴线位于同一部位。当通道系统内部发生压力变化时,弹性弹簧件中发生的动态压缩和/或伸长效果则不会导致弹性弹簧件平行于对称轴线的长度变化,从而可以防止顶端体发生非预期的气动弹入或弹出。
26.但是,在所述元件保持装置的设计中,还可能存在结构上的限制,这就不可能或至少极其难以实现纵向轴线与对称轴线之间的精确垂直定向。然而,所述角度范围在(i)很小的气动导致弹入和弹出行程与(ii)元件保持装置的很大结构设计自由度之间表现出良好的折衷。
27.根据本发明的另一实施例,保持装置进一步包括气压平衡通道,其延伸穿过基体并使保持装置的周围环境气动耦合至弹性弹簧件的近侧表面。在此情形下,近侧表面背离顶端体的顶端。
28.所述气动耦合的优势在于,弹性弹簧件的近侧部分以及弹性弹簧件的远侧部分承受相同的压力,即外部压力或环境压力。这样,尤其是因吹气脉冲所致的弹性弹簧件变形不仅导致弹性弹簧件的远侧表面或侧面偏动,而且还会导致弹性弹簧件的近侧表面或侧面偏
动。这两种偏动通常发生在相反的方向上并因而至少部分地相互补偿,因此总体上导致顶端体的气动致弹入或弹出期间的冲程或行程有所减小。
29.在本文中,表述“远侧”和“近侧”是针对装配头而言,当元件保持装置按预期方式操作时,所述元件保持装置的基体附接至该装配头。装配头的对应机械接口可以是采用已知方式的套筒(例如空心轴),其可以例如借助线性驱动装置相对于装配头的机架尤其沿元件保持装置的对称轴线移位。在此情形下,基体可以采用已知方式简单地插入到套筒的末端(远端)上。“近端”就是面向装配头或套筒的一端。“远端”则是面向顶端体的前端面或远端面的一端。该端面上存在采用已知方式的开口,该开口表示气动通道系统的出口,并且在该开口处通过负压或抽吸保持相关电子元件。
30.根据本发明的另一实施例,保持装置还具有凹部,其气动耦合至气压平衡通道并位于近侧表面上。
31.根据凹部的尺寸,尤其是凹部在垂直于对称轴线的平面内的空间延伸长度,近侧表面或多或少的区域可以被“通风”或“背后通风”。这样,在因气动通道系统中动态压力变化导致弹性弹簧件变形的情况下,不仅远侧表面而且近侧表面皆可在相对较大的表面区域内偏动或移位。
32.上述远侧表面与近侧表面之间的压力平衡(这两个表面皆暴露于外部气压)就不仅适用于某些点,而且适用于更大的区域,优选适用于弹性弹簧件整个近侧表面的区域。这会导致进一步减小气动弹入和弹出过程的意外冲程或偏动。
33.根据本发明的另一实施例,保持装置进一步包括分配体,其布置在基体的空腔中,其中,该分配体中形成有气动通道系统的横向段。
34.横向段尤其是用于将通道系统的一部分气动路径导引到相对于对称轴线的径向外部区域中。其前提条件是,相对于横向段的远侧,气动路径应沿着贯穿段穿过弹性弹簧件导引到气动通道系统的径向靠内垂直末端段中。
35.与在一体成型的基体内形成横向段的解决方案相比,使用本文所述的分配体,能够获得一种实现气动通道系统相对于对称轴线径向偏置的结构简单的解决方案。
36.根据本发明的另一实施例,分配体为一体成型的盘状体。其优势在于,可以采用简单的方式制造分配体,并在其包括有形成横向段的制造之后,可以容易地将其引入基体中空腔的远侧区域。在此情形下,分配体可以例如借助轻柔的压配合和/或借助粘合固定在空腔中。
37.抽吸夹具的常规构型可以有利地用于实现所述元件保持装置。尤其是,这种抽吸夹具可以用作具有弹性弹簧件的基本结构,以使顶端体能够相对于基体弹入和弹出。这样就能采用简单有效的方式来制造所述元件保持装置。
38.根据本发明的另一实施例,分配体中进一步形成有气压平衡通道的至少一个分段。在具有上述气压平衡通道的实施方式中,这会显著改进所述元件保持装置与生产技术相关的实现方式。
39.根据本发明的另一实施例,弹性弹簧件包括弹性材料。可以是任何弹性体、例如硅酮的弹性材料能够有利地实现一体式弹簧件。这也有助于所述元件保持装置与生产技术有关且相对简单的实现方式。
40.根据本发明的另一实施例,弹性弹簧件一体成型。其优势在于,可以采用简单有效
的方式制造所述的保持装置。弹性弹簧件可以例如由已知的弹性弹簧件通过简单的改造制成,其中贯穿段由简单的侧向孔产生。
41.根据本发明的另一实施例,弹性弹簧件具有至少两个空间上相互分开的部分,其中,贯穿段构造在这两个部分之间。
42.这两个部分可以例如均为环形的橡胶密封件,其优选围绕对称轴线居中形成。在本实施例中,贯穿段具有相对于对称轴线旋转对称的形状。因此,它不仅是横向通道,而且是围绕对称轴线的空腔。该空腔可以在内部由所述顶端段限定,而在外部由所述保持装置的基体限定。
43.应当指出,在这些实施方式中,这种环绕的空腔也可以构造有一体成型的弹性弹簧件。在这样的实施方式中,近侧顶段和远侧底段通过狭窄的空心圆柱形中间元件彼此连接。在此情形下,近侧顶段和远侧底段在径向内部抵靠顶端段而在径向外部抵靠基体。
44.根据本发明的另一方面,描述一种用于自动向元件载体装配元件的装配头。所述装配头包括:(a)机架;(b)(至少一个)套筒,其能相对于机架沿其纵向轴线移位;(c)(至少一个)上述元件保持装置,其附接至套筒的远端;(d)气动管道和阀系统,其能在输入侧耦合至气动装置并在输出侧耦合至元件保持装置的气动通道系统。
45.所述装配头是基于以下认识:通过使用上述元件保持装置,可以极为精确地控制从元件提供位置拾取元件的过程以及将先前拾取的元件放置到元件载体上的过程。其原因在于,气动通道系统中出现压力变化时发生的非预期气动作用仅会导致顶端体相对于基体的气动导致的往复运动变小或可忽略不计。进而,弹性弹簧件至少近似地仅用于其实际意义和目的。这种意义和目的在于,当向元件施加压力时,顶端体能够挠曲,进而在拾取元件以及放置元件时确保轻柔地操纵元件。以此方式,当仅会出现极小装配力时,尤其是在极小和/或极薄的元件中,则也可以在过程技术上稳定地执行将元件放置到元件载体上的过程。
46.采用已知的方式,气动装置可以是所谓的真空或负压发生单元。上述吹气脉冲也可以采用已知方式借助具有阀的气动切换装置(例如文氏管系统)产生。
47.根据本发明的又一方面,描述一种用于向元件载体装配电子元件的自动装配机。所述装配机包括:(a)机架;(b)定位系统,其具有静止部件和可移动部件,其中,静止部件附接至机架;以及(c)上述类型的装配头。装配头的机架附接至定位系统的可移动部件。
48.所述自动装配机还基于以下认识:上述元件保持装置至少减少非预期的气动影响,从而即使在最大装配力极小的情况下,也能非常稳定地实现拾取元件的过程,尤其是放置元件的过程。
49.根据本发明的还一方面,描述一种用于向元件载体装配元件的方法。所述方法包括:(a)在元件拾取位置提供元件;(b)使用上述保持装置来拾取所提供的元件;(c)将所拾取的元件放置在元件载体上的元件安装位置。
50.所述装配方法是基于以下认识:通过使用上述元件保持装置,即使在装配力很小的情况下,也能以过程技术上稳定的方式执行从元件提供位置拾取元件的过程,尤其是将元件放置到待装配的元件载体上的过程。如上所述,通过根据本发明的气动通道系统在元件保持装置内的空间设计,确保通道系统中的压力变化仅导致顶端体相对于基体的非预期气动致弹入或弹出地很少或毫无。
51.应当指出,上文已结合不同的发明主题说明本发明的实施方式。尤其是,结合产品
权利要求描述本发明的某些实施方式,而结合方法权利要求描述本发明的另一些实施方式。但本领域技术人员阅读本申请后可以清楚的是,除属于一种类型发明主题的特征组合之外,也可能存在属于不同类型发明主题的任何特征组合,除非另作明确说明。
附图说明
52.通过下文举例说明本发明的优选实施方式,本发明的更多优势和特征将显而易见。
53.图1示出具有示意性示出的装配头的自动装配机。
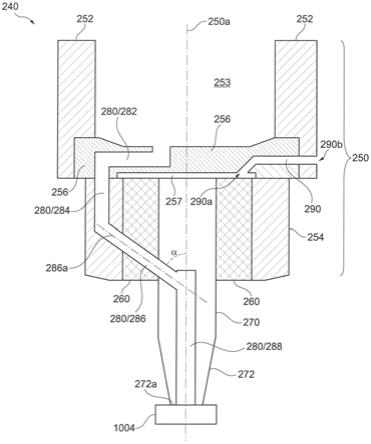
54.图2示出根据本发明实施例的元件保持装置,其中气动通道系统的贯穿段以倾斜角度横向地贯穿一体成型的弹性弹簧件。
55.图3示出具有两件式构造的弹性弹簧件的元件保持装置。
56.附图标记说明:100
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
自动装配机102
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(自动装配机的)机架104
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
静止承轨106
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
可移动承臂108
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
可移动组装件110
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
装配区域112
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
传送设备114
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
元件进给系统116
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
元件拾取位置118
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
控制装置118a
ꢀꢀꢀꢀꢀꢀꢀ
数据线120
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
静止相机/元件相机122
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
运动相机/电路板相机130
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
装配头1002
ꢀꢀꢀꢀꢀꢀꢀ
元件载体/印刷电路板1004
ꢀꢀꢀꢀꢀꢀꢀ
电子元件240
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
元件保持装置/抽吸夹具250
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
基体250a
ꢀꢀꢀꢀꢀꢀꢀ
对称轴线252
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一近侧分体253
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
空腔254
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二远侧分体256
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
分配体257
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
凹部260
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
弹性弹簧件(硅酮)270
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
顶端体272
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
渐缩段
272a
ꢀꢀꢀꢀꢀꢀꢀ
端面280
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
气动通道系统/气动路径282
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
横向段284
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
旁通段286
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
贯穿段286a
ꢀꢀꢀꢀꢀꢀꢀ
纵向轴线288
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
垂直的末端段290
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
气压平衡通道290a
ꢀꢀꢀꢀꢀꢀꢀ
内部开口290b
ꢀꢀꢀꢀꢀꢀꢀ
外部开口α
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
对称轴线与纵向轴线之间的倾斜角度340
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
元件保持装置/抽吸夹具360d
ꢀꢀꢀꢀꢀꢀꢀ
弹性弹簧件的远侧部分360p
ꢀꢀꢀꢀꢀꢀꢀ
弹性弹簧件的近侧部分386
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
贯穿段/空腔386a
ꢀꢀꢀꢀꢀꢀꢀ
纵向轴线。
具体实施方式
57.图1示出用于向元件载体或印刷电路板1002装配电子元件1004的自动装配机100的示意图。自动装配机100具有机架102作为静止承载结构。机架102上附接或形成有沿y方向延伸的静止承轨104。静止承轨104上附接有承臂106,该承臂沿x方向延伸并可以借由驱动电动机(未示出)沿y方向移动。用双箭头“y”标记相应的移动方向。承臂106上附接有组装件108,该组装件可以借由另外一个驱动电动机(同样未示出)沿x方向移动。用双箭头“x”标记相应的移动方向。部件承轨104、承臂106和组装件108与两个驱动电动机(未示出)共同表示所谓的表面定位系统,使用该系统可以在xy平面内定位装配头130。
58.在装配区域110中完成元件载体1002的装配。在进行装配之前,借由传送设备112(例如传送带)将待装配的元件载体1002传送到装配区域110中。在至少部分地装配有元件1004之后,借由传送设备112将元件载体1002传送走。图1中分别用箭头t标记相应的传送方向。
59.如图1所示,装配头130紧固至组装件108。通过适当控制驱动电动机(未示出),装配头130可以在元件进给系统114的元件拾取位置116与装配区域110之间移动。通过虚线表示的数据线118a和驱动电动机(未示出)尤其通信耦合至装配头130的控制装置118,确保以已知方式顺利进行装配。在此过程中,装配头130移动到元件拾取位置116,在此拾取元件1004。随后,装配头130与所拾取的元件1004共同移动到装配区域110中,在此将元件1004放置在所提供的元件载体1002上。此后,将装配头130“空”移回元件进给系统114,在此再次拾取元件1004。
60.如图1所示,自动装配机100还具有两个相机。第一静止相机120用于测量由装配头拾取的元件1004。为此,装配头130定位于相机120上方,以便所捕获的元件1004到达相机120的记录区域。在该元件测量中,例如可以测量所接纳的元件1004的精确角位置。在放置
相关元件1004期间,通过适当地转动相应的元件保持装置,能够以适当的方式补偿角位置偏差,以便将相关元件1004以正确的角位置放置到元件载体1002上。
61.第二相机122用于精确地测量待装配的元件载体1002的顶部所附的标记。这样,可以识别元件载体1002在装配区域110内的精确空间位置,并在定位装配头130时考虑该空间位置,从而将元件1004实际精确地放置到元件载体1002上各特定的目标位置处。根据本图所示的实施例,第二相机122附接至装配头130并随同装配头130一起移动以测量元件载体1002上的标记。
62.图2示出根据本发明实施例的元件保持装置240。元件保持装置240具有基体250,该基体250包括第一近侧分体252和第二远侧分体254。第一近侧分体252中形成有空腔253。另外,第一分体252的尺寸设定成使其以能脱离的方式附接至装配头(未示出)的套筒(同样未示出)。该附接能以已知的方式通过简单地将近侧分体252放置到套筒的远端之上或之处而完成。
63.整个元件保持装置240的基体250和下文说明的其他部件的基本结构相对于对称轴线250a旋转对称。除下文提及的气动管道之外,元件保持装置240的全部部件皆为旋转对称的主体。两个分体252和254例如为空心圆柱体。
64.弹性弹簧件260位于第二远侧分体254的内部中。根据本图所示的实施例,该弹性弹簧件260是由硅酮弹性体制成的一体式元件,并且为空心圆柱体形式。
65.元件保持装置240进一步包括顶端体270。顶端体270的近侧段位于弹性弹簧件260的圆柱形空腔中。顶端体270的远侧段具有锥形渐缩段272。顶端体270或渐缩段272的远侧端面272a上存在开口。如果在该开口处存在负压,则可以将电子元件1004吸附至端面272a。
66.在已知构造为所谓吸移管的元件保持装置中,保持元件所需的负压经由抽吸通道馈送到保持装置的远侧顶端,其中,该抽吸通道相对于对称轴线250a居中或同轴延伸。与之相比,元件保持装置240具有完全不同的气动路径280的空间走向。
67.从图2可以看出,借助气动通道系统280实现的气动路径始于空腔253的区域。如果元件保持装置240附接至套筒(未示出),则空腔253气动耦合至套筒中的中心孔。经由该中心孔,由气动装置(未示出)将负压传输到气动通道系统280,或将元件放置到元件载体(同样未示出)上时,将吹风脉冲形式的短暂过压传输到气动通道系统280。
68.根据本图所示的实施例,气动通道系统280包括横向段282,该横向段282致使气动路径偏离对称轴线250a。在本图所示的实施例中,横向段282位于分配体256中,该分配体256位于第一近侧分体252的内部中。
69.另外,气动通道系统280包括平行于对称轴线250a延伸的旁通段284。根据本图所示的实施例,旁通段284以平行于对称轴线250a延伸的孔道形式部分地形成在分配体256中且部分地形成在第二远侧分体254中。
70.此外,气动通道系统280包括倾斜的贯穿段286。贯穿段286部分地形成在第二远侧分体254和顶端体270中。但至关重要的是,贯穿段286沿纵向轴线286a的倾斜走向穿过弹性弹簧件260。在图2中,该倾斜走向示为角度α。
71.穿过弹性弹簧件260的贯穿段286的倾斜走向能够确保顶端体270的气动导致的往复运动(stroke movements)对通道系统280内部的动态压力变化不敏感。如上所述,通道系统280中的动态压力变化仅导致弹性弹簧件260的轻微变形。这就表明,通道系统280内部的
动态压力变化仅导致顶端体270相对于基体250的较小气动导致的往复运动。
72.在非根据本发明的元件保持装置中,气动路径平行于对称轴线居中延伸穿过弹性弹簧件,通道系统内部的动态压力变化将导致顶端体相对于基体的明显更大气动导致的往复运动。于是,弹性弹簧件中将有两个沿对称轴线彼此间隔的开口。近侧第一开口将位于图2中弹性弹簧件的上侧面上,而远侧第二开口将位于图2中弹性弹簧件的下侧面上。基于压力传播动力学,两个开口将暴露于不同的压力,这将导致弹性弹簧件变形,并伴随着顶端体270的较大气动导致的往复运动。
73.从图2还可看出,系统280具有垂直的末端段288,该末端段288与对称轴线250a同轴延伸并通入端面272a上的开口。
74.本图所示的元件保持装置240的另一优势在于,与已知的顶端体同样弹性地附接至基体的保持装置相比,通道系统280的横截面相对较小。在已知的气动路径与对称轴线始终平行或同轴延伸的保持装置中,沿对称轴线有效的通道横截面即明显更大。即,这取决于弹性弹簧件在垂直于对称轴线的平面内的膨胀或弹性件的密封件在该平面内的膨胀。而且,基于关系式:力=压力
×
面积,与已知的保持装置相比,保持装置240中顶端体270的气动导致的往复运动明显更小。
75.然而,图2中所示的元件保持装置240还具有另外的结构特征,其能够确保减少顶端体270相对于基体250的非期望的气动往复运动。该结构特征为气压平衡通道290,其通入凹部257,在图2中,该凹部257形成在弹性弹簧件260的上方或远侧。在弹性弹簧件260的变形导致沿对称轴线250a延长或伸长的情况下,不仅弹簧件260的远侧可以向下偏移,而且弹簧件260的近侧也可以向上偏移到凹部257的区域中。这两个偏移运动发生在相反的方向上,因此至少部分地相互补偿,这样就能进一步显著减少顶端体270相对于基体250的非期望的气动诱发的往复运动。
76.气压平衡通道290确保施加于弹性弹簧件260的远侧下面和施加于气压平衡通道290的外部开口290b的环境气压等于经由内部开口290a气动连接或耦合至气压平衡通道290的凹部257内部的气压。这样就始终有相同的气压作用于弹性弹簧件260的近侧上面和弹性弹簧件260的远侧下面。这也有助于减少气动引起的往复运动。
77.图3示出根据本发明另一实施例的元件保持装置340。从图2和图3二者的比较可以看出,两个保持装置240和340具有相同的基本结构特征。这些特征在图2和图3中均标有相同的附图标记,下文不再赘述。
78.有别于图2所示的保持装置240,保持装置340不具有其纵向轴线与对称轴线250a成50
°
至60
°
范围内的角度α的贯穿段。另外,在保持装置340中,弹性弹簧件实现为两件式,并具有远侧部分360d和近侧部分360p。关于对称轴线250a同心构造的两个部分360p和360d可以例如均借助o形环来实现。因此,穿过(两件式)弹性弹簧件360p、360d的贯穿段由空腔386形成,该空腔386具有同样关于对称轴线250a同心构造的空心圆柱体形状。如在本实施例的保持装置340中,贯穿段386就不仅是横向孔道。而是,贯穿段386表示关于对称轴线250a旋转对称的中空体。
79.在本实施例的保持装置340中,图3中虚线所示的水平线可以视为贯穿段386的纵向轴线386a。该纵向轴线386a垂直于对称轴线250a。
80.从图3所示的保持装置340的结构设计特别容易看出,对气动通道系统280加压不
会导致或仅导致可忽略不计的顶端体270相对于基体250的气动致弹出。通道系统280中的压力即在整个空腔386中传播。这会导致使两件式弹性弹簧件的上面近侧部分360p向上推动,而使两件式弹性弹簧件的下面远侧部分360d向下推动,其中,因存在“通风”的凹部257,上面近侧部分360p的向上运动不受限制,并且远侧部分360d的向下运动不受限制。近侧部分360p的向上运动与远侧部分360d的向下运动至少近似相互补偿(两个部分360p和360d具有至少大致相同的机械刚度),因此没有或仅有可忽略不计的顶端体270相对于基体250的气动弹出。
81.应当指出,即使在气动通道系统280中存在负压的情况下,两个部分360p和360d的变形运动也至少近似相互补偿。在负压的情况下,两件式弹性弹簧件的远侧部分360d向上运动,而近侧部分360p以相同的方式向下运动。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1