一种用于LF炉自动调节电极恒电流装置的制作方法
一种用于lf炉自动调节电极恒电流装置
技术领域
1.本实用新型涉及冶金及lf炉技术领域,特别涉及一种用于lf炉自动调节电极恒电流装置。
背景技术:
2.电炉炼钢是目前国内最重要的炼钢之一。目前国内应用最为广泛的是电弧炉。其工作过程是使用电极通电加热在电炉内部的钢水。电炉电极工作状态分为两个阶段:1.引弧状态2.正常冶炼状态。
3.加热过程在电炉内分为两层,最上面一层是渣层,下面一层是钢水层,电极插入的深度重点是保证接触到熔体,因为熔体接触电阻很小,加热效果良好;如果电极插入过深,容易引起局部温升过高,造成电能的浪费;插入过浅时,电极没有与熔体接触,电极与渣层接触电阻很大,加热效果非常差,产生弧光,高分贝噪音,以及高污染的烟尘,同时生产周期延长,致使变压器功率因数过低,浪费电能。
4.lf炉传统方法为操作工观察电流变化间接判断电极插入的深度,人工手动操作电极下降,或者采用电流互感器检测变压器电流采用传统的pid闭环调节,追求恒电流对电极插入的深度实现精确控制。但是实际应用中,人工手动升降电极,精确性极差;电流互感器反馈不准,由于电极的弧流随机波动大,传统的电流互感器存在磁饱和电流现象,测量范围小,精度差,电流互感器无法准确检测到弧流,稍微变化就会引起电极动作,升降频繁。因此,传统工艺下,电极采用的升降方式不适于埋弧电炉多参数、大滞后的生产特点,埋弧电炉的生产不稳定,经常出现弧光、断电极、电流变化大、电流不平衡、功率因数变化大且偏低,从而存在电能浪费大,对电网冲击大,电极单耗大,弧光造成烟尘,严重污染环境等缺陷。
技术实现要素:
5.为了解决背景技术提出的技术问题,本实用新型提供一种用于lf炉自动调节电极恒电流装置,采用检测电极弧流的方式控制电极的升降速度,并且采用罗式线圈检测弧流,解决传统电流互感器存在磁饱和电流现象,测量范围小,精度差,无法准确测量弧流,稍微变化就会引起电极动作,升降频繁的现象。
6.为了达到上述目的,本实用新型采用以下技术方案实现:
7.一种用于lf炉自动调节电极恒电流装置,包括罗式线圈、积分器、24v/4
‑
20ma变送器、电极自动调节plc、比例放大器和比例放大阀。
8.罗式线圈安装在lf炉的电极变压器的二次侧线圈回路中,用于测量lf炉电极的弧流,罗式线圈通过依次与配套的积分器和24v/4
‑
20ma变送器相连,将采集的信号转换成4
‑
20ma信号传送至电极自动调节plc中,电极自动调节器plc输入端连接24v/4
‑
20ma变送器,输出端连接比例放大器,并通过比例放大器连接lf炉上用于电极升降的比例放大阀。
9.电极自动调节plc根据罗式线圈采集到的lf炉电极的弧流信号与弧流设定值的偏
差值,控制lf炉电极上的比例放大阀的输出值,比例放大阀的输出值与弧流偏差成正比,所述的弧流偏差是弧流检测值与弧流设定值的偏差。
10.进一步地,还包括安装在lf炉的电极变压器的二次侧的电压互感器,电压互感器用于检测lf炉的电极的弧压,电压互感器经由0
‑
100v/4
‑
20ma变送器将信号转换成4
‑
20ma信号传送至电极自动调节plc中。
11.进一步地,所述的电极自动调节plc还包括cp以太网端口,电极自动调节plc通过cp以太网端口连接上位机和lf炉本体plc。
12.与现有技术相比,本实用新型的有益效果是:
13.本实用新型采用对比弧流偏差值控制电极的升降速度,并且采用罗式线圈检测弧流,比例放大阀的输出值与弧流偏差成正比,弧流偏差越大,比例放大阀的输出值越大,lf炉电极的升降速度越快;无磁饱和现象,线性度好,精度高,测量范围宽。电极插入深度跟随对电流的积分进行调整,加热过程始终以理想的近似恒电流值进行自动调节,保证了系统的控制精度,加热效果好,冶炼时间短,保证了加热过程功率因数不降低,提高了钢水质量,减少了电能消耗。解决了传统电流互感器存在磁饱和电流现象,测量范围小,精度差,无法准确测量弧流,稍微变化就会引起电极动作,升降频繁,使埋弧电炉的生产不稳定,经常出现弧光、断电极、电流变化大、电流不平衡、功率因数变化大且偏低,从而存在电能浪费大,对电网冲击大,电极单耗大,冒烟严重污染环境等问题。降低传统方式对钢产量、质量和能源消耗的影响。
附图说明
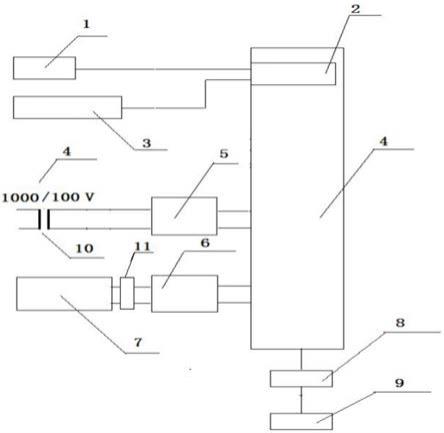
14.图1为本实用新型的结构示意图。
15.图中:1
‑
lf本体plc 2
‑
cp以太网端口 3
‑
上位机 4
‑
电极自动调节plc 5
‑0‑
100v/4
‑
20ma变送器 6
‑
24v/4
‑
20ma变送器 7
‑
罗氏线圈 8
‑
比例放大器 9
‑
比例放大阀 10
‑
电压互感器 11
‑
积分器。
具体实施方式
16.以下结合附图对本实用新型提供的具体实施方式进行详细说明。
17.如图1所示,一种用于lf炉自动调节电极恒电流装置,包括罗式线圈7、积分器11、24v/4
‑
20ma变送器6、电极自动调节plc4、比例放大器8和比例放大阀9。
18.罗式线圈7套装在lf炉的电极变压器的二次侧线圈回路中,安装方式与电流互感器相同,用于测量lf炉电极的弧流,罗式线圈7通过依次与配套的积分器11和24v/4
‑
20ma变送器6相连,将采集的信号转换成4
‑
20ma信号传送至电极自动调节plc4中,电极自动调节器plc4输入端连接24v/4
‑
20ma变送器6,输出端连接比例放大器8,并通过比例放大器8连接lf炉上用于电极升降的比例放大阀9。
19.电极自动调节plc4根据罗式线圈7采集到的lf炉电极的弧流信号的大小控制lf炉电极上的比例放大阀9的输出值,比例放大阀9的输出值与弧流偏差成正比,所述的弧流偏差是弧流检测值与弧流设定值的偏差,弧流偏差越大,比例放大阀9的输出值越大,lf炉电极的升降速度越快。
20.本实用新型还包括安装在lf炉的电极变压器的二次侧的电压互感器10,电压互感
器10用于检测lf炉的电极的弧压,电压互感器10经由0
‑
100v/4
‑
20ma变送器5将信号转换成4
‑
20ma信号传送至电极自动调节plc4中。
21.所述的电极自动调节plc4还包括cp以太网端口2,电极自动调节plc4通过cp以太网端口2连接上位机3和lf炉本体plc1。
22.所述的电极自动调节plc4优选西门子s7
‑
300plc,s7
‑
300plc配套4
‑
20ma输入模块和1
‑
10v输出模块,1
‑
10v输出模块用于连接比例放大阀9的比例放大器8,所述的罗式线圈7优选utest的cwt系列或cp9000系列,积分器由罗式线圈7厂家配套。
23.本实用新型采用对比弧流偏差值控制电极的升降速度,并且采用罗式线圈7检测弧流,无磁饱和现象,线性度好,精度高,测量范围宽,二次电流通过罗式线圈7和积分器11接入稳定的电流信号,系统加热设定目标值后,电极插入深度跟随对电流的积分进行调整,加热过程始终以理想的近似恒电流值进行自动调节,保证了系统的控制精度,加热效果好,冶炼时间短,保证了加热过程功率因数不降低,提高了钢水质量,减少了电能消耗。
24.以上实施例在以本实用新型技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于上述的实施例。上述实施例中所用方法如无特别说明均为常规方法。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1