用于输送pcb的上料装置及其排线自动焊接机的制作方法
1.本实用新型涉及pcb板焊线机,尤其涉及用于输送pcb的上料装置及其排线自动焊接机。
背景技术:
2.以前pcb板上的电子元器件、排线或端子都是人工手动上料,手动焊接,焊接准确性不高,产品合格率较低,产能也较低。随着工业化的进程,现在越来越多pcb板上的部件开始采用机械自动化焊接,这种加工方式产能和效率都被大大的提高,例如申请号01920738885.3的一种dc充电端子焊线机的焊接机构,其上料也是通过自动化上料,pcb板上料组件5包括支撑料座51,所述支撑料座51顶端制有导料槽52,所述导料槽52设板子进口521和板子出料口522,板子进口521与从振动盘53将pcb板01输送过来的直线输送器54的输送流道541相连通,所述导料槽52上设第一推料头55,所述第一推料头55还由固设在支撑料座51上的第一推料气缸56传动而沿导料槽52滑动并推动经板子进口521进入导料槽52的pcb板01到所述板子出料口522;还在导料槽52上端设第一送料组件56,所述第一送料组件56包括z向设置的支撑安装座561,所述支撑安装座561顶端设第一驱动气缸562,所述第一驱动气缸562垂直支撑安装座561设置并朝向转盘21的圆心,所述第一驱动气缸562传动连接第二驱动气缸563,所述第二驱动气缸563竖向(z向)设置,所述第二驱动气缸563还传动连接气动夹指564;第二驱动气缸563传动气动夹指564沿z向移动并从板子出料口522上夹取pcb板01,配合第一驱动气缸562传动第二驱动气缸563带动气动夹指564朝向转盘21移动,匹配将夹取的pcb板01移栽至转动至pcb板上料工位处的焊接载具3上并与dc端子02完成组装装配。这种上料是通过振动盘53进行存储和输送,对于方形平板型的pcb板并不是很合适。
技术实现要素:
3.本实用新型针对现有技术中pcb板无法自动上料和点位的缺点,提供用于输送pcb的上料装置及其排线自动焊接机。
4.为了解决上述技术问题,本实用新型通过下述技术方案得以解决:
5.用于输送pcb的上料装置,包括工作台,工作台上设有用于存放和推送pcb板的出料装置;出料装置包括顶升装置和存放pcb板的物料架,物料架包括底板和数量至少为一个的限位架,限位架安装在底板上,限位架上设有用于存放pcb板的物料仓,物料仓顶端开口为物料出口,底板上设有贯穿其上下端面的顶升孔,顶升孔垂直连通与物料仓,顶升装置包括可上下升降的顶升杆,顶升杆通过顶升孔伸入到物料仓内将pcb板顶出物料出口。
6.由于pcb板是片状,多块pcb板可以叠放在一起,pcb板限位在限位架上,pcb板存放稳定性高,通过控制顶升装置顶升距离来顶出pcb板,pcb板输出方便。
7.作为优选,顶升装置还包括丝杆、电机、导轨、第一锁紧螺栓、升降杆和升降板,电机安装在工作台内,丝杆一端与电机的输出轴连接,其另一端通过轴承安装在工作台上,导
轨两端都固定有升降杆,丝杆设在两个升降杆之间,两个升降杆的下端部都固定在升降板上,升降板与丝杆螺纹连接并沿着丝杆升降,导轨水平设在工作台的端面上,导轨内设有滑槽,顶升杆一端滑动在滑槽内,其另一端伸入到顶升孔,第一锁紧螺栓与顶升杆连接并将其锁紧在导轨上。
8.由于pcb板型号多种多样,有长有短,为了能够稳定的顶升起pcb板,本顶升杆设计成可更换的,人们通过锁紧或者旋松第一锁紧螺栓来定位顶升杆,顶升杆滑动在导轨上,方便人们控制顶升杆在导轨上的位置,从而控制顶升杆与pcb板之间的位置关系,保证pcb板顶升稳定性好。
9.作为优选,底板上的顶升孔为条形缺口,条形缺口的数量至少为三条,导轨的滑槽内滑动数量至少为两个的顶升杆,顶升杆的数量少于条形缺口数量。
10.通过多个顶升杆来顶升pcb板,从而保证pcb板两端升起时平稳度高,底板上设置多条缺口的,方便人们调节多个顶升杆之间的间距,保证所有顶升杆能够缺口顶升在pcb板下方。
11.作为优选,限位架包括背板、第一限位侧板、第二限位侧板、第一调节件和第二调节件,背板、第一限位侧板、第二限位侧板和底板围成物料仓,第一限位侧板和第二限位侧板设在背板的两侧,背板竖直固定在底板上端面的后端部,第一调节件与第一限位侧板连接并调节第一限位侧板纵向移动,第二调节件与第二限位侧板连接并调节第二限位侧板纵向、横向移动。
12.本限位架能够通过第一调节件和第二调节件来调节物料仓的大小,从而使得本限位架能够限位存放多种型号的pcb板,限位架通用性强。
13.作为优选,第一调节件竖直固定在底板上并设在第一限位侧板的侧边,第一调节件的内侧壁与第一限位侧板的外侧壁卡合滑动连接,第一调节件与第一限位侧板之间通过第二锁紧螺栓锁紧连接。
14.第一限位侧板卡合滑动在第一调节件上,方便调节第一限位侧板与第一调节件的相对位置,从而调节物料仓一端的纵向深度,第二锁紧螺栓用于将第一限位侧板锁紧在第一调节件,保证pcb板能够稳定的限位在物料仓内。
15.作为优选,第二调节件包括导向块、横向导杆、纵向导杆、横向锁紧螺栓和纵向锁紧螺栓,第二限位侧板的外侧壁横向固定有数量至少为一根的横向导杆,导向块滑动在横向导杆上,导向块与横向导杆之间通过横向锁紧螺栓锁紧连接,导向块背面纵向固定有数量至少为一根的纵向导杆,纵向导杆穿过背板,纵向导杆与背板之间通过纵向锁紧螺栓锁紧连接。
16.第二限位侧板通过横向导杆滑动在导向块上,从而调节第二限位侧板横向位置,延长或缩小物料仓横向的长度,第二限位侧板连通导向块一起通过纵向导杆滑动在背板上,从而调节第二限位侧板的纵向位置,延长或缩小物料仓纵向的长度。横向锁紧螺栓和纵向锁紧螺栓用于定位第二限位侧板,使得第二限位侧板定位在背板上。
17.作为优选,工作台的台面固定有滑轨和伸缩装置,底板通过线性滑块滑动在滑轨上,伸缩装置包括伸缩缸体和伸缩杆,伸缩杆一端伸缩在伸缩缸体内,其另一端与底板固定连接。
18.当底板上安装有两个及两个以上的限位架时,人们可以通过控制底板滑动你在滑
轨上,从而来控制装有pcb板的限位架移动到顶升装置上方。
19.作为优选,工作台的台面还安装有机械手和定位装置,机械手用于抓取出料装置上的pcb板并输送到定位装置上,定位装置包括底座、纵向驱动器、横向驱动器、纵向滑座、横向滑座和定位板,底座固定在工作台上,横向驱动器安装在底座上,横向驱动器与横向滑座连接并驱动横向滑座水平横向移动,纵向驱动器安装在横向滑座上,纵向驱动器与纵向滑座连接并驱动纵向滑座水平纵向移动,纵向滑座上设有用于安装定位板的凹槽,定位板上设有用于定位pcb板的定位槽。
20.机械手吸取出料装置上的pcb板并输送到定位装置上,定位装置通过纵向驱动器和横向驱动器调整定位板的位置,从而使得pcb板能够放置在定位槽内,定位槽用于定位pcb板的位置,从而保证另外一个机械手准确的将定位后的pcb板输送到焊接盘上。
21.排线自动焊接机,包括用于输送pcb的上料装置。
22.本实用新型由于采用了以上技术方案,具有显著的技术效果:
23.由于pcb板是片状,多块pcb板可以叠放在一起,pcb板限位在限位架上,pcb板存放稳定性高,通过控制顶升装置顶升距离来顶出pcb板,pcb板输出方便。机械手抓取顶出的pcb板并输送给定位装置,定位装置对pcb板进行定位,从而方便另外的机械手能够将定位后的pcb板精准的输送到焊接盘上。
附图说明
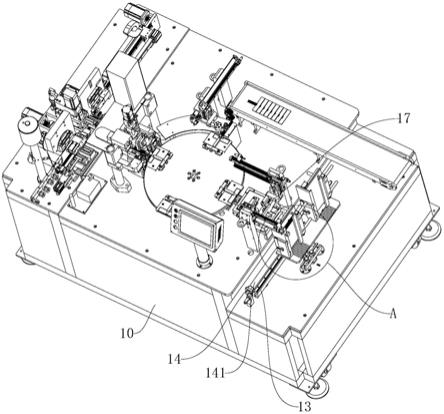
24.图1是本实用新型第一位置状态下的结构示意图。
25.图2是图1中a的局部放大图。
26.图3是本实用新型第二位置状态下的结构示意图。
27.图4是图3中b的局部放大图。
28.图5是本实用新型第三位置状态下的结构示意图。
29.图6是图5中c的局部放大图。
30.以上附图中各数字标号所指代的部位名称如下:其中,10—工作台、11—顶升装置、12—物料架、13—滑轨、14—伸缩装置、15—线性滑块、16—定位装置、17—机械手、111—顶升杆、112—丝杆、113—电机、114—导轨、115—第一锁紧螺栓、116—升降杆、117—升降板、120—物料仓、121—底板、122—限位架、141—伸缩缸体、161—底座、162—纵向驱动器、163—横向驱动器、164—纵向滑座、165—横向滑座、166—定位板、1141—滑槽、1211—顶升孔、1220—第二锁紧螺栓、1221—背板、1222—第一限位侧板、1223—第二限位侧板、1224—第一调节件、1225—第二调节件、1641—凹槽、1661—定位槽、12251—导向块、12252—横向导杆、12253—纵向导杆、12254—横向锁紧螺栓、12255—纵向锁紧螺栓。
具体实施方式
31.下面结合附图1
‑
6与实施例对本实用新型作进一步详细描述。
32.实施例1
33.用于输送pcb的上料装置,包括工作台10,工作台10上设有用于存放和推送pcb板的出料装置;出料装置包括顶升装置11和存放pcb板的物料架12,物料架12包括底板121和数量至少为一个的限位架122,本实施例底板121上设置有两个限位架122,限位架122安装
在底板121,限位架122上设有用于存放pcb板的物料仓120,物料仓120顶端开口为物料出口,物料出口处安装有用于检测有无pcb板的传感器。底板121上设有贯穿其上下端面的顶升孔1211,每个限位架122都有一个与其对应的顶升孔1211,顶升孔1211垂直连通与物料仓120,从而保证pcb板能够给垂直顶出物料出口,顶升装置11包括可上下升降的顶升杆111,顶升杆111通过顶升孔1211伸入到物料仓120内将pcb板顶出物料出口。
34.顶升装置11还包括丝杆112、电机113、导轨114、第一锁紧螺栓115、升降杆116和升降板117,电机113安装在工作台10内,丝杆112一端与电机113的输出轴连接,其另一端通过轴承安装在工作台10上,导轨114两端都固定有升降杆116,丝杆112设在两个升降杆116之间,两个升降杆116的下端部都固定在升降板117上,升降板117与丝杆112螺纹连接并沿着丝杆112升降,导轨114水平设在工作台10的端面上,导轨114内设有滑槽1141,顶升杆111一端滑动在滑槽1141内,其另一端伸入到顶升孔1211,第一锁紧螺栓115与顶升杆111连接并将其锁紧在导轨114上。
35.底板121上的顶升孔1211为条形缺口,条形缺口的数量至少为三条,本实施例每个限位架122对应有七个条形缺口,导轨114的滑槽1141内滑动数量至少为两个的顶升杆111,顶升杆111的数量少于条形缺口数量,顶升杆111的数量为两个,两个顶升杆111分别顶在pcb板两端,当pcb板长度或者宽度尺寸发生变化时,调节顶升杆111在导轨114上的位置,从而使得顶升杆111移动到pcb板对应的条形缺口处。
36.限位架122包括背板1221、第一限位侧板1222、第二限位侧板1223、第一调节件1224和第二调节件1225,第一限位侧板1222和第二限位侧板1223为“l”形限位侧板,第一限位侧板1222的前侧板与第二限位侧板1223的前侧板之间设有间隙,该间隙一方面用于供顶升杆111通过,另一方面方便人们观察物料仓120还有多少pcb板。背板1221、第一限位侧板1222、第二限位侧板1223和底板121围成物料仓120,第一限位侧板1222和第二限位侧板1223设在背板1221的两侧,背板1221竖直固定在底板121上端面的后端部,第一调节件1224与第一限位侧板1222连接并调节第一限位侧板1222纵向移动,第二调节件1225与第二限位侧板1223连接并调节第二限位侧板1223纵向、横向移动。
37.第一调节件1224竖直螺栓固定在底板121上并设在第一限位侧板1222的侧边,第一调节件1224为导向板,第一调节件1224的内侧壁与第一限位侧板1222的外侧壁卡合滑动连接,本实施例第一调节件1224的内侧面上下端都固定有形状为“t”形的卡条,第一限位侧板1222的外侧面上下两端设有与卡条配合连接的t形槽,第一限位侧板1222能够沿着卡条前后移动,从而调节第一限位侧板1222的纵向位置,第一调节件1224与第一限位侧板1222之间通过第二锁紧螺栓1220锁紧连接,当第一限位侧板1222调节到位后通过第二锁紧螺栓1220将其锁紧在第一调节件1224上。
38.第二调节件1225包括导向块12251、横向导杆12252、纵向导杆12253、横向锁紧螺栓12254和纵向锁紧螺栓12255,第二限位侧板1223的外侧壁横向固定有数量为二根的横向导杆12252,第二限位侧板1223和横向导杆12252同步移动,导向块12251相对滑动在横向导杆12252上,导向块12251与横向导杆12252之间通过横向锁紧螺栓12254锁紧连接,当pcb板长度较长时,人们松开横向锁紧螺栓12254,拉动横向导杆12252并带动第二限位侧板1223向导向块12251所谓方向移动。导向块12251背面纵向固定有数量为二根的纵向导杆12253,纵向导杆12253穿过背板1221,纵向导杆12253与背板1221之间通过纵向锁紧螺栓12255锁
紧连接,当pcb板宽度较宽时,人们需要松口纵向锁紧螺栓12255,拉动导向块12251并带动第二限位侧板1223和横向导杆12252一起纵向移动,从而调节第二限位侧板1223的纵向位置。
39.工作台10的台面还安装有机械手17和定位装置16,机械手17用于抓取出料装置上的pcb板并输送到定位装置16上,定位装置16包括底座161、纵向驱动器162、横向驱动器163、纵向滑座164、横向滑座165和定位板166,横向驱动器163和纵向驱动器162都为伺服电机,底座161固定在工作台10上,横向驱动器163安装在底座161上,横向驱动器163与横向滑座165连接并驱动横向滑座165水平横向移动,横向驱动器163为横向布置的横向电机,横向电机的输出端通过皮带轮驱动横向丝杆转动,横向滑座165通过滑块螺纹安装在横向丝杆上,丝杆转动带动横向滑座165横向移动;纵向驱动器162安装在横向滑座165上,纵向驱动器162与纵向滑座164连接并驱动纵向滑座164水平纵向移动,纵向驱动器162为纵向布置的纵向电机,纵向电机的输出轴固定有纵向丝杆,纵向滑座164通过滑块安装在纵向丝杆上,纵向丝杆转动并带动纵向滑座164纵向移动,纵向滑座164上设有用于安装定位板166的凹槽1641,定位板166上设有用于定位pcb板的定位槽1661,定位板166通过螺栓安装在纵向滑座164上,当pcb板的外形尺寸发生变化时,凹槽1641内更换成具有相应尺寸的定位槽1661的定位板166。
40.实施例2
41.实施例2与实施例1特征基本相同,不同的是工作台10的台面固定有滑轨13和伸缩装置14,底板121通过线性滑块15滑动在滑轨13上,伸缩装置14包括伸缩缸体141和伸缩杆,伸缩缸体141为气动式,在其它实施例中伸缩缸体141也可以为油压式,伸缩杆一端伸缩在伸缩缸体141内,其另一端与底板121固定连接。伸缩装置14带动底板121在滑轨13上移动,从而使得装有pcb板的限位架122移动到顶升装置上,该限位架122所在底板121上的顶升孔1211与顶升杆111对应。
42.实施例3
43.实施例3与实施例1特征基本相同,不同的是排线自动焊接机,包括用于输送pcb的上料装置。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1