一种软硬结合板介质厚度均匀性控制方法与流程
1.本发明涉及电路板加工领域,特别涉及一种软硬结合板介质厚度均匀性控制方法。
背景技术:
2.目前,行业中采用的压合均匀性是采用传统的软硬结合板压合方式,即盖板+牛皮纸+钢板+离型膜+缓冲胶+产品+缓冲胶+离型膜+钢板+牛皮纸+底盘;达到要求厚度的情况下,再进行镭射激光烧孔时,烧孔情况如图1所示,烧孔赶紧,质量稳定。但现有技术中,将其压合机台的移动过程中的力及钢板变形的力直接压于产品上,导致其产品局部变形;因为压合时的受力不均导致 pp介质层厚度不均匀,在镭射激光烧孔时容易出现部分区域无法烧干净,导致激光孔的底部残留树脂,如图2至图4所示(具体不良位置如图中箭头标记位置),产品存在导通功能性不良。
3.另外,现有技术的压合方式,基板容易涨缩变形,导致后续工序无法正常进行。
技术实现要素:
4.针对现有技术存在的一个以上问题,本发明提供一种软硬结合板介质厚度均匀性控制方法,具体方案如下:
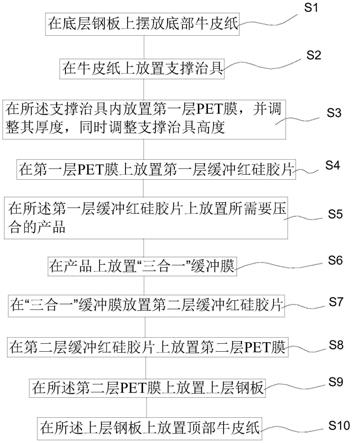
5.包括以下步骤:
6.s1:在底层钢板上摆放底部牛皮纸;
7.s2:在牛皮纸上放置支撑治具;
8.具体的,所述支撑治具为一个矩形框;
9.s3:在所述支撑治具内放置第一层pet膜,并调整其厚度,同时调整支撑治具高度;
10.s4:在所述第一层pet膜上放置第一层缓冲红硅胶片;
11.s5:在所述第一层缓冲红硅胶片上放置所需要压合的产品;
12.s6:在产品上放置缓冲膜;
13.s7:在缓冲膜放置第二层缓冲红硅胶片;
14.s8:在第二层缓冲红硅胶片上放置第二层pet膜;
15.s9:在所述第二层pet膜上放置上层钢板;
16.s10:在所述上层钢板上放置顶部牛皮纸。
17.优选地,所述支撑治具包括两竖框条和两根横框条,所述两根横框条两端分别设有一个与所述竖框条配合安装的台阶,其宽度等于所述竖框条的宽度;所述根横框条与竖框条的配合公差低于
±
0.1mm;
18.优选地,所述根横框条及竖框条的非配合面的公差低于
±
2mm。
19.优选地,所述步骤s3的具体的操作方法为:通过放不同厚度的牛皮纸和 /或pi膜和/或离型膜来调整第一层pet膜厚度及支撑治具高度。
20.优选地,所述缓冲膜为“三合一”缓冲膜或多层离型膜。
21.优选地,所述第二层pet膜的厚度在0.003mm至5mm之间。
22.本发明提供的软硬结合板介质厚度均匀性控制方法,具有以下有益效果:
23.在压合之前的组合过程中,在产品的四周增加支撑治具的方式来调整钢板向产品传送的外加压力均匀分布于产品区域,保证pp半固化片,和纯胶流动性按设计要求厚度进行流动,即将pp半固化片,纯胶“自动流动方式”变成“可控流动方式”,这样压合可以确保每pnl产品厚度的均匀性控制在一个较小的范围内,实现pcb、fpcb的介质厚度均匀性达到芯片等级要求。
附图说明
24.图1为产品激光烧孔正常部位视图;
25.图2为现有技术中产品出现激光烧孔不良部位的视图;
26.图3为现有技术中产品另一激光烧孔不良部位的视图;
27.图4为现有技术中产品不良孔的截面结构示意图;
28.图5为本发明具体实施例的步骤流程图;
29.图6为步骤s2中支撑治具的结构示意图;
30.图7为图6局部a的放大视图;
31.图8为对采用本发明具体实施例提供的方法生产的产品进行随机取样千分尺测量得到的厚度数据折线图;
32.图9为对采用本发明具体实施例提供的方法生产的产品进行随机取样千分尺测量得到的汇总报告图;
33.图10为对采用本发明具体实施例提供的方法生产的产品进行随机取样千分尺测量得到的过程能力报告图。
具体实施方式
34.以下结合附图和具体实施例,对本发明进一步说明。
35.参照图1,本发明提供一种软硬结合板介质厚度均匀性控制方法,包括以下步骤:
36.s1:在底层钢板上摆放底部牛皮纸;
37.s2:在牛皮纸上放置支撑治具;
38.具体的,所述支撑治具的结构如图5所示,为一个矩形框,包括两竖框条 1和两根横框条2,所述两根横框条2两端分别设有一个与所述竖框条1配合安装的台阶21,其宽度等于所述竖框条的宽度;所述根横框条2与竖框条1的配合公差低于
±
0.1mm,所述根横框条2及竖框条1的非配合面的公差低于
±ꢀ
2mm;
39.s3:在所述支撑治具内放置第一层pet膜,并调整其厚度,同时调整支撑治具高度;
40.具体的,通过放置不同厚度的牛皮纸、pi膜、离型膜来调整厚度以及支撑治具的高度;
41.s4:在所述第一层pet膜上放置第一层缓冲红硅胶片;
42.s5:在所述第一层缓冲红硅胶片上放置所需要压合的产品;
43.s6:在产品上放置“三合一”缓冲膜;
44.s7:在“三合一”缓冲膜放置第二层缓冲红硅胶片;
45.s8:在第二层缓冲红硅胶片上放置第二层pet膜;所述第二层pet膜的厚度在0.003mm至5mm之间;
46.s9:在所述第二层pet膜上放置上层钢板;
47.s10:在所述上层钢板上放置顶部牛皮纸。
48.随机抽取若干块采用上述方法压合的软硬结合板的厚度进行检测,结果如下表1:
[0049][0050]
同时,对上述产品进行传压测试得到的折线图如图8所示,汇总数据如图 9所述,过程能力报告如图10所示。
[0051]
综合上表1及图8至图10所示,采用本发明提供的方法压合的每pnl产品厚度均匀性可控制在+/
‑
5um以内,可以达到芯片等级要求。
[0052]
综上所述,采用本发明提供的软硬结合板介质厚度均匀性控制方法具有以下优点:
[0053]
压合之前的组合过程中,在产品的四周增加支撑治具的方式来调整钢板向产品传送的外加压力均匀分布于产品区域,保证pp半固化片,和纯胶流动性按设计要求厚度进行流动,即将pp半固化片,纯胶“自动流动方式”变成“可控流动方式”,这样压合可以确保每pnl产品厚度的均匀性控制在一个较小的范围内,实现pcb、fpcb的介质厚度均匀性达到芯片等级要求。
[0054]
以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1