一种FPC治具、治具的制作方法及安装方法与流程
一种fpc治具、治具的制作方法及安装方法
技术领域
1.本发明涉及fpc治具的技术领域,具体为一种fpc治具、治具的制作方法及安装方法。
背景技术:
2.当fpc加工产品长度≥1.2米时,超过了vcp电镀窗口长度无法满足加工要求,如需加工≥1.2米的fpc类型的产品需要添加水平电镀线,如果不添加水平电镀线,使用龙门垂直电镀线直接加工,由于fpc产品薄、长度超长(≥1.2米),电镀加工时夹点无法将产品固定死,在加工过程中容易导致产品掉进电镀槽造成产品报废,而且由于产品长度超过龙门垂直电镀线正常加工产品的支撑能力,电镀后产品容易出现皱褶影响板材变形,导致后工序加工困难,产品良率低,客户对产品质量不满意。
技术实现要素:
3.基于此,有必要提供一种结构简单、提升fpc良品率的fpc治具、治具的制作方法及安装方法。
4.一种fpc治具,包括若干条边框、若干固定件,所述若干条边框为拼接或一体成型设置,所述边框具有导电性,所述边框包括长边和短边,在长边和短边的预设位置开设有若干定位孔或定位槽,所述定位孔或定位槽的位置与fpc上的定位孔的位置相适配,通过固定件将fpc固定在fpc治具上,所述固定件包括销钉或固定夹。
5.在其中一个实施例中,所述销钉包括上段部、中段部、下段部三段结构,所述上段部直径大于中段部直径预设尺寸,所述上段部、中段部、下段部为一体成型设计。
6.在其中一个实施例中,所述下段部为倒梯形结构。
7.在其中一个实施例中,所述销钉上包裹有绝缘层。
8.在其中一个实施例中,所述销钉上除上段部短边外其他部分包裹有绝缘层。
9.在其中一个实施例中,所述边框的厚度为1.2 mm
‑
2.0mm。
10.一种fpc治具的制作方法,s1、制作预设尺寸和形状的销钉;s2、选用预设厚度的刚性铜基板制作成边框;s3、在边框的预设位置开设有若干定位孔或定位槽。
11.在其中一个实施例中,所述定位孔或定位槽距离板边的距离大于等于10cm。
12.一种安装方法,s1、根据fpc的尺寸选取与之适配的fpc治具;s2、使用销钉或固定夹将fpc的短边固定在fpc治具的短边上;s3、使用销钉或固定夹将fpc的长边固定在fpc治具的长边上。
13.在其中一个实施例中,所述fpc治具包括单独治具或拼接治具中的一种。
14.上述fpc治具、治具的制作方法及安装方法,使用刚性基板制作电镀fpc治具,可以
避免电镀过程中产品掉电镀缸内造成报废,同时减少电镀后fpc产品变形,影响后工序的加工难度,良品率提高了80%,提升了电镀均匀性及软板平整度,在外层线路生产时提升因板材变形导致外层线路图形偏位的良品率至95%,可以直接使用龙门垂直电镀线加工,节约了添加水平电镀线成本,降低外发加工成本,缩短产品加工周期,按时完成客户订单交期,使客户到达最佳满意程度。
附图说明
15.图1为本发明的fpc治具、治具的制作方法及安装方法的边框的第二实施例的一种结构示意图;图2为本发明的fpc治具、治具的制作方法及安装方法的边框的第二实施例的另一种结构示意图;图3为本发明的fpc治具、治具的制作方法及安装方法的边框第三实施例的结构示意图;图4为本发明的fpc治具、治具的制作方法及安装方法的边框的第四实施例结构示意图;图5为本发明的fpc治具、治具的制作方法及安装方法的销钉的第一实施例的结构示意图;图6为本发明的fpc治具、治具的制作方法及安装方法的销钉的第二实施例的结构示意图。
具体实施方式
16.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。
17.需要说明的是,当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。相反,当元件被称作“直接”与另一元件连接时,不存在中间元件。
18.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
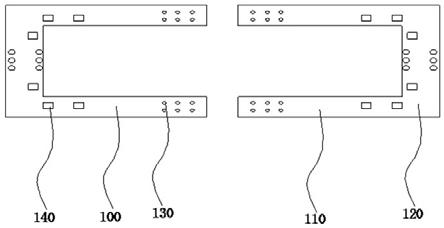
19.如图1、图2、图3、图4所示,一种fpc治具,包括若干条边框100、若干固定件200,所述若干条边框100为拼接或一体成型设置,所述边框100具有导电性,所述边框100包括长边110和短边120,在长边110和短边120的预设位置开设有若干定位孔130或定位槽140,所述定位孔130或定位槽140的位置与fpc上的定位孔的位置相适配,通过固定件200将fpc固定在fpc治具上,所述固定件200包括销钉210或固定夹。
20.在其中一个实施例中,所述销钉210包括上段部211、中段部212、下段部213三段结构,所述上段部211直径大于中段部212直径预设尺寸,所述上段部211、中段部212、下段部
213为一体成型设计。
21.在其中一个实施例中,所述下段部213为倒梯形结构。
22.在其中一个实施例中,所述销钉210上包裹有绝缘层300。
23.在其中一个实施例中,所述销钉210上除上段部211短边2111外其他部分包裹有绝缘层300。
24.在其中一个实施例中,所述边框100的厚度为1.2 mm
‑
2.0mm。
25.一种fpc治具的制作方法,s1、制作预设尺寸和形状的销钉210;s2、选用预设厚度的刚性铜基板制作成边框;s3、在边框的预设位置开设有若干定位孔130或定位槽140。
26.在其中一个实施例中,所述定位孔130或定位槽140距离板边的距离大于等于10cm。
27.一种安装方法,s1、根据fpc的尺寸选取与之适配的fpc治具;s2、使用销钉210或固定夹220将fpc的短边固定在fpc治具的短边上;s3、使用销钉210或固定夹220将fpc的长边固定在fpc治具的长边上。
28.在其中一个实施例中,所述fpc治具包括单独治具或拼接治具中的一种。
29.实施例1: 根据常用的fpc尺寸制作多个fpc治具,fpc治具由若干个边框100一体成型设置,形成不可拆卸的fpc治具。
30.s1、根据fpc尺寸选取一块与之适配的fpc治具;s2、在fpc治具的长边110和短边120中部开设有定位孔130;s3、在fpc治具的长边110和短边120连接部开设有定位孔130或定位槽140;需要固定fpc时,将fpc放置在fpc治具上,使fpc上面的定位孔与fpc治具上的定位孔130对齐,使用销钉210依次穿过fpc治具上的定位孔130和fpc上面的定位孔,fpc治具的长边110和短边120连接部为定位槽140时,使固定夹220容置于定位槽140内夹紧fpc边缘,使fpc固定在fpc治具上,当fpc治具的长边110和短边120连接部为定位孔130时,使用销钉210将fpc固定在fpc治具上。在进行电镀时,不会发生掉板的情况。
31.实施例2:fpc的宽度确定,采用两个边框100进行拼接,可以固定不同长度的fpc。
32.s1、根据fpc宽度选取两块与之适配的边框100;s2、在边框100的长边110和短边120中部开设有定位孔130;s3、在边框100的长边110和短边120连接部开设有定位孔130或定位槽140;需要固定fpc时,根据fpc的长度将两块边框100放置好后,使用销钉210将两块边框100的长边110进行固定,形成fpc治具,fpc放置在边框100上,使fpc上面的定位孔与边框100上的定位孔130对齐,使用销钉210依次穿过边框100上的定位孔130和fpc上面的定位孔,边框100的长边110和短边120连接部为定位槽140时,使固定夹220容置于定位槽140内夹紧fpc边缘,使fpc固定在fpc治具上,当边框100的长边110和短边120连接部为定位孔130时,使用销钉210将fpc固定在fpc治具上。
33.这样,在fpc的宽度固定情况下,使用两块边框100,根据fpc的不同长度可以使用两块边框100来调整fpc治具的长度,不必制作大量不同尺寸的治具,有效地节约了成本。
34.实施例3:制作四块边框100,可以固定不同长度和宽度的fpc选择四片1.2mm
‑
2.0mm厚度的刚性铜基板制作成四片基板边框100,长度及宽度按照需加工产品尺寸进行选择,分别在四片边框100的长边110及短边120上制作软板定位槽140及定位孔130,定位槽140大小控制在3.5cm*7.0cm,定位槽140到板边的距离为10mm,定位槽140的槽距控制在5cm
‑
20cm,定位孔130使用3.0mm
‑
4.0mm的钻咀加工,定位孔130的孔距控制在3cm
‑
5cm,然后将一边锣空,长边110预留宽度为10cm以上,短边120预留宽度为10cm以上,预留边宽度太小会导致支撑力不够,无法进行电镀加工,定位槽140开设在长边110和短边120的连接处,定位孔130开设在长边110及短边120的端部。
35.按照需加工fpc的宽度使用销钉210将边框100的短边120固定连接,然后按照需加工fpc的长度使用铆钉210将边框100的长边110固定连接,将fpc放置在边框100上,使用销钉210依次穿过边框100上的定位孔130和fpc上面的定位孔,使固定夹220容置于定位槽140内夹紧fpc边缘,使fpc固定在fpc治具上。
36.实施例4:选择四片1.2mm
‑
2.0mm厚度的刚性铜基板制作成四片基板边框100,长度及宽度按照需加工fpc进行选择,分别在四片边框100的长边110及短边120制作软板定位孔150及定位孔130,软板定位孔150孔径控制在1.0 mm
ꢀ‑
4.0mm,软板定位孔150到锣空位的距离为10mm,软板定位孔150孔距控制在5 cm
ꢀ‑
20cm,定位孔130使用3.0mm
‑
5.0mm的钻咀加工,孔距控制在5 cm
ꢀ‑
10cm,然后将一边锣空,长边110预留宽度为10cm以上,短边120预留宽度为10cm以上。
37.按照需加工fpc的宽度使用销钉210将边框100的短边120固定连接,然后按照需加工fpc的长度使用铆钉210将边框100的长边110固定连接,将fpc放置在边框100上,使用销钉210依次穿过边框100上的定位孔130和fpc上面的定位孔,使用销钉210穿过软板定位孔150以及fpc的定位孔,使fpc固定。
38.这样,fpc治具、治具的制作方法及安装方法,使用刚性基板制作电镀fpc治具,可以避免电镀过程中产品掉电镀缸内造成报废,同时减少电镀后fpc产品变形,影响后工序的加工难度,良品率提高了80%,提升电镀均匀性及软板平整度,在外层线路生产时提升因板材变形导致外层线路图形偏位的良品率至95%,可以直接使用龙门垂直电镀线加工,节约了添加水平电镀线成本,降低外发加工成本,缩短产品加工周期,按时完成客户订单交期,使客户到达最佳满意程度。
39.进一步地,固定夹220为不锈钢无尾纸张固定夹。
40.如图5所示,实施例1:销钉210用于固定治具长短边的连接处,使得治具可以根据需要调节治具长短尺寸,可适用于多种尺寸的超长软板电镀制作的辅助治具。
41.销钉210的整体采用刚性强度大的金属体,销钉210的中段部212与下段部213直径比fpc治具上定位孔130小0.3 mm
ꢀ‑
1.2mm,销钉210的金属体外面包裹一层具有良好弹性的绝缘层300,销钉210的上段部211直径比治具上定位孔130大0.15 mm
ꢀ‑
0.3mm,上段部211与下段部213均呈倒梯形结构,下段部213小,上段部211大,下段部213的长边与中段部212连接,且下段部213的长边与下段部213直径一致,上段部211的短边2111与中段部212连接,且上段部211的短边2111比中段部212直径大2mm以上。
42.销钉210的金属体外面包裹一层具有良好弹性的绝缘层300的作用是防止电镀时销钉210的金属体与电镀药水接触,使得销钉210与fpc治具上的定位孔130被电镀铜层包裹
而不易取下。
43.上段部211放入梯形设计主要方便取或插入销钉210,下段部213的梯形设计方便插入销钉210连接fpc治具 。
44.如图6所示,实施例2:销钉210用于将软板与治具固定连接,上段部211短边2111裸露出金属层与软板的铜层连接,且起到导通电流的作用。
45.销钉210的整体采用刚性强度大的金属体,销钉210的中段部212与下段部213直径比fpc治具上定位孔130小0.3 mm
ꢀ‑
1.2mm,销钉210的金属体外面包裹一层具有良好弹性的绝缘层300,销钉210的上段部211直径比治具上定位孔130大0.15 mm
ꢀ‑
0.3mm,上段部211与下段部213均呈倒梯形结构,下段部213小,上段部211大,下段部213的长边与中段部212连接,且下段部213的长边与下段部213直径一致,上段部211的短边2111与中段部212连接,且上段部211的短边2111比中段部212直径大2mm以上。
46.进一步地,边框100的厚度为1.2 mm
‑
2.0mm。采用上述厚度的边框100,使硬度能满足加工产品的支撑力。
47.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
48.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1