壳体、其制备方法及电子设备与流程
1.本技术涉及电子领域,具体涉及一种壳体、其制备方法及电子设备。
背景技术:
2.陶瓷具有温润的手感和高光泽的质感,因此,常被用做高端电子设备壳体、中框、装饰件等外观结构件中。然而,陶瓷的密度大(大约6.0g/cm3),介电常数高(大约30至34),使其应用大大受到限制。
技术实现要素:
3.针对上述问题,本技术实施例提供一种壳体,其具有较低的密度及较低的介电常数,此外,本技术的壳体的表面更为光滑,色泽更均一。
4.本技术实施例提供了一种壳体,其包括:
5.壳体本体,所述壳体本体包括主体部,所述主体部具有多孔结构,所述主体部的原料组分包括第一陶瓷粉体;以及填充部,所述填充部设置于所述多孔结构中且与所述主体部连接,所述填充部的原料组分包括第二陶瓷粉体及热塑性树脂。
6.此外,本技术实施例还提供了一种壳体的制备方法,所述壳体包括壳体本体,所述壳体本体包括主体部所述主体部具有多孔结构;以及填充部,所述填充部设置于所述多孔结构中且与所述主体部连接;所述方法包括:
7.将所述主体部的原料组分混合,进行成型得到胚体,所述主体部的原料组分包括第一陶瓷粉体、粘结剂及造孔剂;
8.将所述胚体进行排胶并烧结,以去除所述粘结剂及所述造孔剂,形成所述主体部并在所述主体部上形成多孔结构;
9.在所述多孔结构中形成所述填充部;以及
10.进行热处理,得到壳体本体。
11.此外,本技术还实施例提供一种电子设备,其包括:
12.本技术实施例所述的壳体,所述壳体具有容置空间;
13.显示组件,用于显示;以及
14.电路板组件,所述电路板组件设置于所述容置空间,且与所述显示组件电连接,用于控制所述显示组件进行显示。
15.本技术实施例的壳体包括壳体本体,壳体本体包括具有多孔结构的主体部以及设置于多孔结构中的填充部,所述主体部的原料组分包括第一陶瓷粉体;所述填充部的原料组分包括第二陶瓷粉体及热塑性树脂。由此,使得本技术的壳体具有较轻的重量,以及较低的介电常数。此外,本技术的主体部的原料组分包括第一陶瓷粉体;多孔结构中采用陶瓷粉体与热塑性树脂结合的合金瓷材料进行填充,相较于在多孔结构中填充树脂的方案,本技术的壳体本体的主体部与填充部之间两相的材料更为接近,填充部与主体部之间的结合力更强,使填充部更不容易在抛光打磨等过程中发生脱落,使得壳体本体的表面更为光滑,且
填充部也具有温润的陶瓷手感及高光泽的质感,与主体部的色泽更为接近,壳体本体表面色泽更均一,更接近纯陶瓷件的手感和质感。
附图说明
16.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
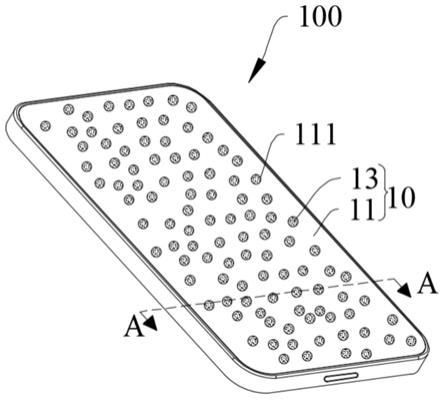
17.图1是本技术一实施例的壳体的结构示意图。
18.图2是本技术一实施例的壳体沿图1中a
‑
a方向的剖视结构示意图。
19.图3是本技术又一实施例的壳体沿图1中a
‑
a方向的剖视结构示意图。
20.图4是本技术一实施例的壳体的制备方法流程图。
21.图5是本技术又一实施例的壳体的制备方法流程图。
22.图6是本技术实施例的电子设备的结构示意图。
23.图7是本技术实施例的电子设备的电路框图。
24.附图标记说明:
25.100
‑
壳体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11
‑
主体部
26.10
‑
壳体本体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
111
‑
多孔结构
27.101
‑
容置空间
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12
‑
底板
28.13
‑
填充部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
400
‑
电子设备
29.14
‑
侧板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
410
‑
显示组件
30.30
‑
颜色层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
430
‑
电路板组件
31.40
‑
附着层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
431
‑
处理器
32.50
‑
防护层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
433
‑
存储器
具体实施方式
33.为了使本技术领域的人员更好地理解本技术方案,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
34.本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别不同对象,而不是用于描述特定顺序。此外,术语“包括”和“具有”以及它们任何变形,意图在于覆盖不排他的包含。例如包含了一系列步骤或单元的过程、方法、系统、产品或设备没有限定于已列出的步骤或单元,而是可选地还包括没有列出的步骤或单元,或可选地还包括对于这些过程、方法、产品或设备固有的其他步骤或单元。
35.下面将结合附图,对本技术实施例中的技术方案进行描述。
36.需要说明的是,为便于说明,在本技术的实施例中,相同的附图标记表示相同的部件,并且为了简洁,在不同实施例中,省略对相同部件的详细说明。
37.相关技术中在陶瓷本体上形成多孔结构,再在多孔结构中注塑树脂,以形成陶瓷与树脂结合的外观件,然而,这种结构的外观件,陶瓷本体与树脂的结合力较差、硬度低,在
外观件加工的过程中,树脂容易从陶瓷本体上脱漏,在外观件上形成坑点,使得外观件表面的外观效果及质感变差,此外,制得的外观件树脂部分无法实现温润的陶瓷手感及高光泽的质感,整个外观件难以得到接近陶瓷的质感及外观效果。
38.请参见图1和图2,本技术实施例提供一种壳体100,其包括:壳体本体10,所述壳体本体10包括主体部11,所述主体部11具有多孔结构111,所述主体部11的原料组分包括第一陶瓷粉体;以及填充部13,所述填充部13设置于所述多孔结构111中且与所述主体部11连接,所述填充部13的原料组分包括第二陶瓷粉体及热塑性树脂。
39.可选地,所述多孔结构111可以为但不限于为蜂窝结构、网络通孔结构、间隔设置的多个通孔组成的结构、相互连通的多个通孔组成的结构等,本技术不作具体限定。
40.可选地,本技术的壳体100可以为电子设备的外壳、中框、装饰件等。本技术实施例的壳体100可以为2d结构、2.5d结构、3d结构等。如图2所示,可选地,所述壳体100包括底板12及与所述底板12弯折相连的侧板14。所述底板12与所述侧板14围合成容置空间101。在一些实施例中,所述底板12与所述侧板14为一体结构,在另一些实施例中,所述底板12与所述侧板14分别成型后,再连接到一起。在一具体实施例中,所述底板12为电子设备的后盖,所述侧板14为电子设备的中框。
41.本技术实施例的壳体100包括壳体本体10,壳体本体10包括具有多孔结构111的主体部11以及设置于多孔结构111中的填充部13,所述主体部11的原料组分包括第一陶瓷粉体;所述填充部13的原料组分包括第二陶瓷粉体及热塑性树脂。由此,使得本技术的壳体100具有较轻的重量,以及较低的介电常数,应用于电子设备时,特别是第五代移动通信技术(5g),对电磁波信号(例如5g信号)的波损较小,使得电子设备具有更好的通信信号。此外,本技术的主体部11的原料组分包括第一陶瓷粉体;多孔结构111中采用陶瓷粉体与热塑性树脂结合的合金瓷材料进行填充,相较于在多孔结构111中填充树脂的方案,本技术的壳体本体10的主体部11与填充部13之间两相的材料更为接近,填充部13与主体部11之间的结合力更强,使填充部13更不容易在抛光打磨等过程中发生脱落,使得壳体本体10的表面更为光滑,且填充部13也具有温润的陶瓷手感及高光泽的质感,与主体部11的色泽更为接近,壳体本体10表面色泽更均一,更接近纯陶瓷件的手感和质感。
42.可选地,所述第一陶瓷粉体包括主料,所述主料包括氧化锆、氧化铝、二氧化硅、二氧化钛、碳化硅、氮化硅、硅、氧化镁、氧化铍、五氧化二钒、三氧化二硼、尖晶石、氧化钙、莫来石、钛酸钡中的一种或多种。
43.在一些实施例中,所述第一陶瓷粉体还包括无机色料,所述无机色料可以为但不限于为氧化锰、氧化锌、氧化铁、氧化铬、氧化铜等中的一种或多种。所述第一陶瓷粉体中,所述无机色料的重量分数为5%至20%,换言之,所述无机色料占所述第一陶粉体总重量(主料和无机色料总重量)的5%至20%;具体地,所述无机色料的重量分数可以为但不限于为5%、8%、10%、12%、15%、18%、20%等。
44.可选地,所述第一陶瓷粉体可以为纳米级陶瓷粉体,所述第一陶瓷粉体的平均粒径为100nm至1000nm;具体地,可以为但不限于为100nm、200nm、300nm、400nm、500nm、600nm、700nm、800nm、900nm、1000nm等。可选地,所述主体部11的原料组分中,所述第一陶瓷粉体的重量分数为20%至80%;具体地,可以为但不限于为20%、30%、40%、50%、60%、70%、80%等,第一陶瓷粉体的重量分数越高,形成的主体部11的孔隙率越低,第一陶瓷粉体的重
量分数越低,形成的主体部11的孔隙率越高,因此,可以根据最终需要的产品的孔隙率,来控制第一陶瓷粉体的添加量。
45.可选地,所述主体部11的原料组分还包括粘结剂。所述粘结剂用于在主体部11的胚体成型时,将所述第一陶瓷粉体粘合在一起,便于主体部11胚体的成型,并在主体部11的胚体排胶时进行分解或氧化等反应,排出胚体。
46.可选地,所述粘结剂可以为高分子粘结剂,所述高分子粘结剂包括聚丙烯、聚乙烯、聚乙烯醇、聚乙二醇、环氧树脂、聚氨酯等高分子粘结剂中的一种或多种。粘结剂可以根据形成主体部11的胚体不同的成型方式进行选择。例如:当形成主体部11的胚体采用注塑进行成型时,则粘结剂可以为聚丙烯、聚乙烯等。又例如,当形成主体部11的胚体采用流延、干压、挤压等方式成型时,则粘结剂可以为聚乙烯醇(pva)、聚乙二醇(peg)等。再例如,当形成主体部11的胚体采用凝胶注模进行成型时,则粘结剂可以为环氧树脂、聚氨酯等。可选地,所述主体部11的原料组分中,所述粘结剂的重量分数5%至20%;具体地,可以为但不限于为5%、8%、10%、12%、15%、18%、20%等。粘结剂的含量太低,不利于主体部11的成型,粘结剂的含量过高,则烧结时容易开裂。
47.可选地,所述主体部11的原料组分还包括造孔剂。造孔剂用于在后续排胶、烧结时,进行氧化或分解,以排出胚体,并在主体部11上形成大量孔洞,以在主体部11上形成多孔结构111。
48.可选地,所述造孔剂包括有机造孔剂、无机造孔剂中的一种或多种;所述有机造孔剂包括锯末、萘、淀粉、聚乙烯醇、尿素、甲基丙烯酸甲脂、聚氯乙烯、聚苯乙烯中的一种或多种;所述无机造孔剂包括碳酸铵、碳酸氢铵、氯化铵、煤粉、碳粉中的一种或多种。本技术术语“锯末”是指在进行木材加工时因为锯削加工时从树木上散落下来的树木本身的粉末状木屑。可选地,所述主体部11的原料组分中,所述造孔剂的重量分数为5%至60%;具体地,可以为但不限于为5%、10%、20%、30%、40%、50%、60%等。
49.可选地,当造孔剂包括锯末、萘、淀粉、聚乙烯醇、尿素、甲基丙烯酸甲脂、聚氯乙烯、聚苯乙烯、碳酸铵、碳酸氢铵、氯化铵中的一种或多种时,造孔剂主要在主体部11的胚体排胶时进行氧化或分解排出胚体之外;当造孔剂包括煤粉、碳粉中的一种或多种时,造孔剂一部分在主体部11的胚体排胶时,进行氧化排出胚体之外,大部分在烧结时进行氧化排出胚体之外。
50.本技术主体部11的原料组分中,粘结剂及造孔剂在主体部11形成的过程中,受热分解,最终排出主体部11,换言之,第一陶瓷粉体为主体部11的主要组分。
51.可选地,主体部11的孔隙率为20%至80%;具体地,可以为但不限于为20%、30%、40%、50%、60%、70%、80%等。孔隙率太小,则合金瓷(第二陶瓷粉体+热塑性树脂)填充的部分较少,对于壳体100的密度及介电常数的降低有限;孔隙率太大,则影响壳体100的机械性能。
52.在一些实施例中,所述第二陶瓷粉体与所述热塑性树脂的重量比为1:1至10:1。具体地,所述第二陶瓷粉体与所述热塑性树脂的重量比可以为但不限于为1:1、2:1、3:1、4:1、5:1、6:1、7:1、8:1、9:1、10:1等。当第二陶瓷粉体的含量过小时,则形成的填充部13与主体部11之间的相界面差异较大,结合力较差,填充部13容易从主体部11上脱落,最终在主体部11表面形成坑点,影响壳体本体10表面的质感,此外,也使得填充部13的陶瓷手感及光泽度
降低。当所述第二陶瓷粉体的含量过高时,增加了注塑填充形成填充部13的难度,且会使得形成的壳体本体10轻便化受影响,介电常数增加。
53.可选地,所述第二陶瓷粉体为经表面活性剂进行表面改性后的陶瓷粉体。采用表面活性剂对陶瓷粉体进行改性,可以增加陶瓷粉体与热塑性树脂之间的相容性,提高陶瓷粉体与热塑性树脂之间的结合力,并使陶瓷粉体与热塑性树脂混合更均匀,混合后的体系更稳定,从而提高壳体本体10的机械性能。
54.可选地,所述第二陶瓷粉体包括氧化锆、氧化铝、二氧化硅、二氧化钛、碳化硅、氮化硅、硅、氧化镁、氧化铍、五氧化二钒、三氧化二硼、尖晶石、氧化钙、莫来石、钛酸钡中的一种或多种。可选地,所述第二陶瓷粉体可以为纳米级陶瓷粉体,所述第二陶瓷粉体的平均粒径为100nm至1000nm;具体地,可以为但不限于为100nm、200nm、300nm、400nm、500nm、600nm、700nm、800nm、900nm、1000nm等。
55.可选地,表面活性剂可以为但不限于为硅烷偶联剂、硼酸酯偶联剂、钛酸酯偶联剂中的一种或多种。可选地,所述表面活性剂的添加量为所述第二陶瓷粉体重量的0.5%至3%,具体地,表面活性剂的添加量可以为但不限于为0.5%、0.8%、1.0%、1.5%、1.8%、2.0%、2.3%、2.8%、3.0%等。当表面活性剂的添加量小于0.5%时,对第二陶瓷粉体的改性不完全,换言之,有部分第二陶瓷粉体未进行改性,影响第二陶瓷粉体与热塑性树脂之间的结合力,当表面活性剂的添加量大于3%时,则第二陶瓷粉体表面沉积过多的表面活性剂分子,使获得的第二陶瓷粉体容易团聚,不易均匀分散于热塑性树脂中,不利于提高填充部13的机械性能。
56.可选地,第二陶瓷粉体可以通过以下步骤制得:
57.1)将表面活性剂溶于醇、或水、或醇
‑
水混合溶剂混合均匀;以及可选地,所述醇可以为但不限于为乙醇、丙醇等,本技术不作具体限定。
58.2)加入陶瓷粉体,于常温混合均匀后,干燥得到经表面改性的陶瓷粉体(即第二陶瓷粉体)。
59.可选地,加入陶瓷粉体后,可以置于常温下,通过机械搅拌或者超声波进行混合,再通过闪蒸或者60℃至80℃的真空干燥箱中干燥,得到经表面改性的陶瓷粉体。
60.可选地,第二陶瓷粉体与第一陶瓷粉体可以相同,也可以不同。当第二陶瓷粉体与第一陶瓷粉体相同时,主体部11与填充部13的两相的差异性更小,结合力更强,得到的壳体100的陶瓷手感及质感更好。
61.在一些实施例中,所述热塑性树脂可以为但不限于为聚苯硫醚(polyphenylene sulfide,pps)、聚砜(polysulfone,psu)、聚醚砜(polyethersulfone,pes)、聚醚酮(poly(etherketone),pek)、聚碳酸酯、聚酰胺、聚甲基丙烯酸甲酯中的一种或多种。
62.请参见图3,本技术实施例的壳体100还包括:颜色层30,所述颜色层30设置于所述壳体本体10的表面,所述颜色层30用于使主体部11与填充部13的颜色更一致化,进一步减少或消除主体部11与填充部13之间颜色的轻微差异;以及防护层50,所述防护层50设置于所述颜色层30远离所述壳体本体10的表面,所述防护层50用于防污、防指纹,以提高壳体100的用户体验。
63.可选地,所述颜色层30的原料组分包括碳化铬、二氧化硅、二氧化钛、氮化硅、二氧化锆、三氧化二铝中的一种或多种。所述颜色层30的厚度为300nm至800nm,具体地,可以为
但不限于为300nm、400nm、500nm、600nm、700nm、800nm等。当颜色层30的厚度太薄时,不能很好的消除主体部11与填充部13颜色的轻微差异,当颜色层30的厚度太厚时,颜色层膜层应力太大,容易出现膜层开裂,导致颜色层脱落。
64.在一些实施例中,防护层50的原料组分可以包括但不限于包括全氟聚醚、全氟聚醚衍生物等中的一种或多种,防护层50通过在壳体本体10表面蒸镀一层防护层50的原料组分组成的胶液形成。全氟聚醚及全氟聚醚衍生物具有优异的耐指纹性能,可以起到很好的防指纹及防污作用。
65.在一些实施例中,防护层50的水接触角大于105
°
,具体地,可以为但不限于为106
°
、110
°
、115
°
、120
°
、125
°
、130
°
、140
°
、150
°
等,水接触角越大,防护层5030具有越好的防指纹作用。
66.可选地,防护层50是透光的,防护层50的光学透过率大于或等于80%,具体地,可以为但不限于为80%、82%、85%、88%、90%、92%、95%、96%、97%等。防护层50具有较高的透光率,这样不会遮挡壳体本体10的陶瓷质感及纹路色彩,从而影响壳体100的外观效果,此外,防护层50还可以使得壳体100具有釉质感。
67.可选地,防护层50的厚度为5nm至20nm,具体地,可以为但不限于为5nm、6nm、8nm、10nm、12nm、14nm、16nm、18nm、20nm等。防护层50厚度太薄,则起不到防污和防指纹作用,防护层50太厚,则增加壳体100的制备成本,还影响壳体100的手感。
68.请再次参见图3,本技术实施例的壳体100还包括附着层40,所述附着层40设置于所述颜色层30与所述防护层50之间,用于增加防护层50在所述颜色层30上的附着力(或结合力)。
69.可选地,所述附着层40可以为但不限于为二氧化硅、二氧化钛等中的一种或多种。可选地,附着层40的厚度为20nm至200nm;具体地,可以为但不限于为20nm、50nm、20nm、80nm、100nm、120nm、150nm、180nm、200nm等。附着层40太薄,对于防护层50在所述颜色层30上的附着力的增加不明显,附着层40太厚,则增加壳体100的制备成本。
70.可选地,壳体本体10的厚度为0.3mm至1mm;具体地,壳体本体10的厚度可以为但不限于为0.3mm、0.4mm、0.5mm、0.6mm、0.7mm、0.8mm、0.9mm、1mm等。当壳体本体10太薄时,不能很好的起到支撑和保护作用,且机械强度不能很好的满足电子设备壳体100的要求,当壳体本体10的太厚时,则增加电子设备的重量,影响电子设备的手感,用户体验不好。
71.可选地,壳体本体10的表面粗糙度为ra0.02至ra0.08,具体地,可以为但不限于为ra0.02、ra0.03、ra0.04、ra0.05、ra0.06、ra0.07、ra0.08等。粗糙度过大,则影响壳体100的陶瓷质感,粗糙度过小,则对工艺要求过于苛刻,制备成本高。
72.可选地,本技术制得的壳体本体10的铅笔硬度为4h至9h;具体地,可以为但不限于为4h、5h、6h、7h、8h、9h等。壳体本体10的维氏硬度为200hv至800hv;具体地,可以为但不限于为200hv、300hv、400hv、500hv、600hv、700hv、800hv等。壳体本体10的硬度太小时,制得的壳体100耐磨性较差,经过一段时间使用后,影响壳体100表面的光泽度及陶瓷质感。
73.可选地,本技术制得的壳体100密度为1.0g/cm3至2.5g/cm3;具体地,可以为但不限于为1.0g/cm3、1.3g/cm3、1.5g/cm3、1.8g/cm3、2.0g/cm3、2.3g/cm3、2.5g/cm3等。相较于传统的全陶瓷壳体100(密度约6.0g/cm3),本技术的壳体100的密度大大降低。
74.本技术制得的壳体100的介电常数为4至10;具体地,可以为但不限于为4、5、6、7、
8、9、10等。抗弯强度为500mpa至800mpa;具体地,可以为但不限于为500mpa、550mpa、600mpa、650mpa、700mpa、750mpa、800mpa等。
75.请参见图2和图4,本技术实施例还提供一种壳体100的制备方法,所述方法可以用于制备本技术实施例的壳体100,所述壳体100包括壳体本体10,所述壳体本体10包括主体部11所述主体部11具有多孔结构111;以及填充部13,所述填充部13设置于所述多孔结构111中且与所述主体部11连接;所述方法包括:
76.s201,将所述主体部11的原料组分混合,进行成型得到胚体,所述主体部11的原料组分包括第一陶瓷粉体、粘结剂及造孔剂;
77.可选地,将主体部11的原料组分(第一陶瓷粉体、粘结剂及造孔剂)采用密炼共混、球磨共混等方式混合后;采用流延成型、干压、挤压、注塑成型等方式进行成型,得到胚体。
78.s202,将所述胚体进行排胶并烧结,以去除所述粘结剂及所述造孔剂,形成所述主体部11并在所述主体部11上形成多孔结构111;
79.可选地,将所述胚体放置于第一温度下进行排胶,以使大部分粘结剂、造孔剂发生分解反应、氧化反应等生成气体(例如二氧化碳、水蒸气等)排出胚体之外,或者直接排出胚体之外,并在所述胚体上形成多孔结构111;以及逐步升温至第二温度,并于第二温度下进行烧结,以使未排干净的粘结剂和造孔剂(例如煤粉、碳粉)完全分解或排出,冷却后形成所述主体部11且在所述主体部11上形成多孔结构111,其中,第一温度小于第二温度。本技术术语“排胶”指使粘结剂和造孔剂分解和排出的过程。
80.可选地,第一温度(排胶的温度)为500℃至800℃;具体地,可以为但不限于为500℃、550℃、600℃、650℃、700℃、750℃、800℃等。排胶的温度太低时,未达到粘结剂及造孔剂的分解温度,使得粘结剂和造孔剂无法排除胚体之外;排胶的温度太高时,成本高。
81.可选地,排胶的时间为12h至24h;具体地,可以为但不限于为12h、14h、16h、18h、20h、22h、24h等。排胶的时间太短,粘结剂及造孔剂分解不完全,影响制得的壳体本体10的孔隙度,排胶时间太长,对于粘结剂及造孔剂的排出不会有进一步的影响,且增加成本。
82.可选地,由第一温度升温至第二温度的时间为6h至24h;具体地,可以为但不限于为6h、8h、10h、12h、14h、16h、18h、20h、22h、24h等。升温的速度太快(时间太短),胚体容易开裂;升温的速度太慢(时间太长),对于粘结剂及造孔剂的排出不会有进一步的影响,且增加成本。
83.可选地,第二温度(烧结的温度)为1200℃至1500℃;具体地,可以为但不限于为1200℃、1250℃、1300℃、1350℃、1400℃、1450℃、1500℃等。温度太高,会出现过烧,使得制得的壳体本体变脆、强度变低;温度太低,陶瓷未烧熟,制得的壳体本体致密性低,强度低,甚至无强度。
84.可选地,烧结的时间为2h至12h;具体地,可以为但不限于为2h、4h、6h、8h、10h、12h等。烧结时间太长,会出现过烧,使得制得的壳体本体变脆、强度变低,烧结时间太短,则制得的壳体本体的致密性低,抛光时容易产生坑点等缺陷。
85.s203,在所述多孔结构111中形成所述填充部13;以及
86.可选地,将填充部13的原料组分采用密炼共混、球磨共混等方式混合,将主体部11放置于注塑模具中,于高压高速下,往主体部11的多孔结构111中注塑填充部13的原料组分组成的浆料,以在多孔结构111中形成填充部13。
87.可选地,所述填充部13的原料组分包括第二陶瓷粉体及热塑性树脂。所述热塑性树脂可以为聚苯硫醚、聚砜、聚醚砜、聚醚酮中的一种或多种。
88.可选地,注塑模具的温度为130℃至150℃;具体地,可以为但不限于为130℃、135℃、140℃、145℃、150℃等。注塑模具温度太低,注塑无法打满多孔结构的孔洞,注塑模具温度太高进胶口容易流胶,无法成型。
89.可选地,注塑的料温(换言之,浆料的温度)为280℃至380℃;具体地,可以为但不限于为280℃、300℃、320℃、340℃、360℃、380℃等。料温太低,则浆料流动性差,无法成型,浆料温度太高,则热塑性树脂容易分解,产生大量气泡,影响制得的壳体本体的机械性能。
90.可选地,注塑的射速为55mm/s至95mm/s;具体地,可以为但不限于为55mm/s、60mm/s、65mm/s、70mm/s、75mm/s、80mm/s、85mm/s、95mm/s等。注塑速度过低无法打满多孔结构的孔洞,注塑速度太高,对设备损耗较大。
91.可选地,注塑的压力为60kpa至120kpa;具体地,可以为但不限于为60kpa、70kpa、80kpa、90kpa、100kpa、110kpa、120kpa等。注塑压力太低,无法打满多孔结构的孔洞,注塑压力太高,对设备损耗较大。
92.s204,进行热处理,得到壳体本体10。
93.可选地,所述热处理于氧气氛围或空气氛围中对所述填充部13进行所述热处理。热处理可以提高热塑性树脂(例如pps)的结晶度及交联度,更好的将陶瓷粉体束缚在热塑性树脂的交联网络中,有利于提高热塑性树脂与陶瓷粉体的结合力,并提高填充部13的机械性能,更好的防止填充部13在抛光打磨等过程中发生脱落,使得制得壳体本体10的表面更为光滑,具有更好的手感和光泽度。
94.可选地,所述热处理为分段热处理,所述分段热处理包括第一段热处理、第二段热处理及第三段热处理;所述第三段热处理的温度高于所述第二段热处理的温度,所述第二段热处理的温度高于所述第一段热处理的温度。在其他实施例中,也可以只采用一段式热处理。采用分段热处理,可以防止热处理过程中,热塑性树脂的反应过于剧烈,填充部13内部困住太多气泡,影响制得的壳体100的外观效果及质感。
95.可选地,所述第一段热处理包括:逐步升温至130℃至180℃,并于130℃至180℃下保温2h至4h。可选地,第一段热处理的温度可以为但不限于为130℃、140℃、150℃、160℃、170℃、180℃等。逐步升温时间为0.5h至1h;具体地,可以为但不限于为0.5h、0.8h、1h等。可选地,130℃至180℃的保温时间可以为但不限于为2h、2.5h、3h、3.5h、4h等。将填充部13于130℃至180℃进行热处理,提高热塑性树脂(例如pps)的结晶度,更好的将陶瓷粉体束缚在热塑性树脂的交联网络中,有利于提高热塑性树脂与陶瓷粉体的结合力,提高填充部13的机械性能。
96.可选地,所述第二段热处理包括:逐步升温至240℃至270℃,并于240℃至270℃下保温2h至4h。可选地,第二段热处理的温度可以为但不限于为240℃、245℃、250℃、255℃、260℃、265℃、270℃等。逐步升温时间为2h至4h;具体地,可以为但不限于为2h、2.5h、3h、3.5h、4h等。240℃至270℃的保温时间可以为但不限于为2h、2.5h、3h、3.5h、4h等。当温度升温至240℃至270℃时,热塑性树脂(例如聚苯硫醚)分子之间开始发生扩链反应,此外,在氧气的作用下,热塑性树脂分子还会发生氧化交联反应,从而提高了热塑性树脂的分子量和交联度,可以更好的将陶瓷粉体束缚在热塑性树脂的交联网络中,有利于提高热塑性树脂
与陶瓷粉体的结合力,进而提高了填充部13的铅笔硬度及韧性。同时,在这个温度下扩链反应和交联反应的发生不会太快,避免反应过于剧烈,填充部13内部困住太多气泡,影响填充部13的机械性能。
97.可选地,所述第三段热处理包括:逐步升温至280℃至350℃,并于280℃至350℃下保温4h至8h。可选地,第三段热处理的温度可以为但不限于为280℃、290℃、300℃、310℃、320℃、330℃、340℃、350℃等。逐步升温时间为0.5h至1h;具体地,可以为但不限于为0.5h、0.8h、1h等。280℃至350℃的保温时间可以为但不限于为4h、5h、6h、7h、8h等。当温度处于这个范围时,热塑性树脂(例如聚苯硫醚)分子之间进一步发生扩链反应及氧化交联反应,使得热塑性树脂的分子量和交联度进一步提高,更好的将陶瓷粉体束缚在热塑性树脂的交联网络中,进一步提高了热塑性树脂与陶瓷粉体的结合力,此外,陶瓷粉体上的表面活性剂(例如硅烷偶联剂)还会和热塑性树脂(例如pps)发生替换反应,使得陶瓷粉体与热塑性树脂之间通过化学键连接,进一步增加了热塑性树脂与陶瓷粉体之间的结合力,从而提高了制得的填充部13的铅笔硬度及韧性。同时,所述第三段热处理的温度控制在280℃至350℃以下,可以将交联度控制在一定范围,有效控制了形成的填充部13中的热塑性树脂的结晶度和交联度,不会因交联度过高,使得填充部13的韧性又下降。
98.在一些实施例中,所述进行热处理后,本技术的壳体100的制备方法还包括:进行研磨抛光。
99.可选地,研磨抛光包括粗抛和精抛,换言之,先进行粗抛,再进行精抛。
100.可选地,粗抛可以采用扫光机、双面研磨机、五轴抛光机中的一种或多种进行处理。抛光盘可以为猪毛、磨皮盘、阻尼布、胶丝、铜丝、地毯、猪毛/磨皮复合材料中的一种或多种;抛光助剂可以为水系钻石研磨液、油系钻石研磨液中的一种或多种。可选地,水系钻石研磨液或油系钻石研磨液的粒径可以为0.5μm至20μm;具体地,可以为但不限于为0.5μm、1μm、3μm、5μm、7μm、10μm、12μm、15μm、18μm、20μm等。水系钻石研磨液或油系钻石研磨液的粒径的质量浓度1%至30%;具体地,可以为但不限于为1%、3%、5%、8%、10%、13%、15%、18%、20%、23%、25%、28%、30%等。
101.可选地,精抛可以采用扫光机、双面研磨机的一种或两种进行处理。抛光液可以为氧化硅抛光液、氧化铈抛光液中的一种或多种。氧化硅抛光液或氧化铈抛光液的粒径可以为50nm至500nm;具体地,可以为但不限于为50nm、80nm、100nm、120nm、150nm、180nm、200nm、250nm、300nm、350nm、400nm、450nm、500nm等。氧化硅抛光液或氧化铈抛光液的质量浓度为5%至45%;具体地,可以为但不限于为5%、8%、10%、13%、15%、18%、20%、23%、25%、28%、30%、35%、40%、45%等。
102.本实施例未展开描述且与上述实施例相同的特征部分,请参见上述实施例对应部分的描述,在此不再赘述。
103.本技术实施例的壳体100的制备方法,先形成具有多孔结构111的陶瓷(第一陶瓷粉体)主体部11,再在多孔结构111中形成合金瓷(第二陶瓷粉体+热塑性树脂)填充部13,由此,使得制得的壳体100具有较轻的重量,以及较低的介电常数,应用于电子设备时,特别是第五代移动通信技术(5g),对电磁波信号(例如5g信号)的波损较小,使得电子设备具有更好的通信信号。此外,本技术实施例的壳体100的制备方法还对填充部13进行热处理,从而提高热塑性树脂(例如pps)的结晶度及交联度,更好的将陶瓷粉体束缚在热塑性树脂的交
联网络中,有利于提高热塑性树脂与陶瓷粉体的结合力,并提高填充部13的机械性能,更好的防止填充部13在抛光打磨等过程中发生脱落,使得制得壳体本体10的表面更为光滑,具有更好的手感和光泽度。
104.请参见图3和图5,本技术实施例的还提供一种壳体100的制备方法,所述方法可以用于制备本技术实施例的壳体100,所述壳体100包括壳体本体10,包括具有多孔结构111的所述主体部11以及设置于所述多孔结构111中且与所述主体部11连接的填充部13;颜色层30,所述颜色层30设置于所述壳体本体10的表面;附着层40,设置于所述颜色层30远离所述壳体本体10的表面;以及所述防护层50,设置于所述附着层40远离所述壳体本体10的表面;所述方法包括:
105.s301,将所述主体部11的原料组分混合,进行成型得到胚体,所述主体部11的原料组分包括第一陶瓷粉体、粘结剂及造孔剂;
106.s302,将所述胚体进行排胶并烧结,以去除所述粘结剂及所述造孔剂,形成所述主体部11并在所述主体部11上形成多孔结构111;
107.s303,在所述多孔结构111中形成所述填充部13;
108.s304,对所述填充部13进行热处理,得到壳体本体10;
109.步骤s301至s304的详细描述,请参见上述实施例对应部分的描述,在此不再赘述。
110.s305,在壳体本体10的表面形成颜色层30;
111.可选地,采用碳化铬、二氧化硅、二氧化钛、氮化硅、二氧化锆、三氧化二铝中的一种或多种,在壳体本体10的表面镀一层颜色层30,以使壳体本体10的主体部11与填充部13的颜色更一致化,避免主体部11与填充部13颜色的轻微差异,影响壳体100的外观效果及质感。
112.s306,在颜色层30远离所述壳体本体10的表面形成附着层40;以及
113.可选地,采用二氧化硅、二氧化钛等中的一种或多种,采用溅射或蒸发设备在颜色层30远离所述壳体本体10的表面形成附着层40,以增加防护层50在颜色层30上的附着力,更好的防止防护层50经过一段时间使用后脱落。
114.s307,在所述附着层40远离所述壳体本体10的表面形成防护层50。
115.可选地,采用全氟聚醚、全氟聚醚衍生物等中的一种或多种,在所述附着层40远离所述壳体本体10的表面蒸镀一层防护层50,以起到防指纹及防污作用。
116.本实施例未展开描述且与上述实施例相同的特征部分,请参见上述实施例对应部分的描述,在此不再赘述。
117.以下通过具体实施例对本技术的壳体100做进一步的说明。
118.实施例1
119.本实施例的壳体的制备方法如下:
120.1)按重量比为95%:5%分别称取第一陶瓷粉体的主料和无机色料,进行球磨混合得到复合粉体;其中,主料为氧化锆粉体,粒径为100nm至200nm,无机色料为氧化锰、氧化铬和氧化铁,无机色料中氧化锰、氧化铬和氧化铁的质量比为2:1:2;
121.2)按重量比55%:15%:30%分别称取复合粉体、粘结剂及造孔剂,进行球磨共混得到主体部的原料;其中,粘结剂为重量比为2:1的pva和peg,造孔剂为重量比为2:1的碳粉和淀粉;
122.3)采用干压成型将主体部的原料进行成型,制得主体部的胚体;
123.4)将胚体于800℃下进行排胶18h后,于1400℃烧结保温4h,冷却后制得主体部,所述主体部具有多孔结构,得到的主体部的孔隙率为65%,密度为1.8g/cm3;
124.5)将重量比为3:7的pps和氧化铝混合,得到注塑喂料,其中,氧化铝采用2%的硅烷偶联剂改性;
125.6)将主体部置于注塑模具中,在所述主体部的多孔结构中注塑喂料的浆液,形成填充部;其中,注塑的料温为350℃,模具的温度为150℃,注塑的射速为90mm/s;注塑的压力为100kpa;
126.7)进行分段热处理,得到壳体;其中,分段热处理包括第一热处理、第二段热处理及第三段热处理,第一段热处理包括于0.5h升温至150℃,并于150℃保温2h;第二段热处理包括于2h升温至260℃,并于260℃保温4h;第三段热处理包括于1h升温至300℃,并于300℃保温4h。
127.对比例1
128.本对比例的壳体的制备方法如下:
129.1)按重量比为95%:5%分别称取第一陶瓷粉体的主料和无机色料,进行球磨混合得到复合粉体;其中,主料为氧化锆粉体,粒径为100nm至200nm,无机色料为氧化锰、氧化铬和氧化铁,无机色料中氧化锰、氧化铬和氧化铁的质量比为2:1:2;
130.2)按重量比55%:15%:30%分别称取复合粉体、粘结剂及造孔剂,进行球磨共混得到主体部的原料;其中,粘结剂为重量比为2:1的pva和peg,造孔剂为重量比为2:1的碳粉和淀粉;
131.3)采用干压成型将主体部的原料进行成型,制得主体部的胚体;
132.4)将胚体于800℃下进行排胶18h后,于1400℃烧结保温4h,冷却后制得主体部,所述主体部具有多孔结构,得到的主体部的孔隙率为65%,密度为1.8g/cm3;
133.5)将主体部置于注塑模具中,在所述主体部的多孔结构中注塑pps浆液,形成填充部;其中,注塑的料温为350℃,模具的温度为150℃,注塑的射速为90mm/s;注塑的压力为100kpa;
134.6)进行分段热处理,得到对比例的壳体;其中,分段热处理包括第一热处理、第二段热处理及第三段热处理,第一段热处理包括于0.5h升温至150℃,并于150℃保温2h;第二段热处理包括于2h升温至260℃,并于260℃保温4h;第三段热处理包括于1h升温至300℃,并于300℃保温4h。
135.对上述实施例及对比例制得的壳体的各项性能进行测试,测试方法如下:
136.1)密度测试:采用gb4472
‑
84进行测试。
137.2)铅笔硬度测试:采用gb/t 6739
‑
1996进行测试。
138.3)维氏硬度:采用gb/t 4340.1
‑
2009进行测试。
139.4)四点抗弯强度:采用四点弯曲进行抗弯强度测试,测试方法按gb/t6569
‑
2006进行。
140.测试结果如下表1所示。
141.表1实施例及对比例的壳体的性能参数
[0142][0143]
从上表1可知,本技术实施例1的壳体相较于对比例1壳体具有更好的硬度(铅笔硬度及维氏硬度)和抗弯强度,且具有更好的陶瓷镜面质感及外观,此外,本技术实施例1的壳体还具有与对比例1的壳体相当的密度及介电常数。
[0144]
请参见图6,本技术实施例还提供一种电子设备400,其包括:本技术实施例所述的壳体100,所述壳体100具有容置空间101;显示组件410,用于显示;以及电路板组件430,所述电路板组件430设置于所述容置空间101,且与所述显示组件410电连接,用于控制所述显示组件410进行显示。可选地,所述显示组件410还用于封闭所述容置空间101;换言之,所述壳体100与所述显示组件410围合成封闭的容置空间101。
[0145]
本技术实施例的电子设备400可以为但不限于为手机、平板、笔记本电脑、台式电脑、智能手环、智能手表、电子阅读器、游戏机等便携式电子设备。
[0146]
关于壳体100的详细描述,请参见上述实施例对应部分的描述,在此不再赘述。
[0147]
可选地,所述显示组件410可以为但不限于为液晶显示组件、发光二极管显示组件(led显示组件)、微发光二极管显示组件(microled显示组件)、次毫米发光二极管显示组件(miniled显示组件)、有机发光二极管显示组件(oled显示组件)等中的一种或多种。
[0148]
请一并参见图7,可选地,电路板组件430可以包括处理器431及存储器433。所述处理器431分别与所述显示组件410及存储器433电连接。所述处理器431用于控制所述显示组件410进行显示,所述存储器433用于存储所述处理器431运行所需的程序代码,控制显示组件410所需的程序代码、显示组件410的显示内容等。
[0149]
可选地,处理器431包括一个或者多个通用处理器431,其中,通用处理器431可以是能够处理电子指令的任何类型的设备,包括中央处理器(centralprocessing unit,cpu)、微处理器、微控制器、主处理器、控制器以及asic等等。处理器431用于执行各种类型的数字存储指令,例如存储在存储器433中的软件或者固件程序,它能使计算设备提供较宽的多种服务。
[0150]
可选地,存储器433可以包括易失性存储器(volatile memory),例如随机存取存储器(random access memory,ram);存储器433也可以包括非易失性存储器(non
‑
volatilememory,nvm),例如只读存储器(read
‑
only memory,rom)、快闪存储器(flash memory,fm)、硬盘(hard disk drive,hdd)或固态硬盘(solid
‑
state drive,ssd)。存储器433还可以包括上述种类的存储器的组合。
[0151]
在本文中提及“实施例”“实施方式”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现所述短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
[0152]
最后应说明的是,以上实施方式仅用以说明本技术的技术方案而非限制,尽管参照以上较佳实施方式对本技术进行了详细说明,本领域的普通技术人员应当理解,可以对本技术的技术方案进行修改或等同替换都不应脱离本技术技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1