一种基于杠杆原理的PCBA组装结构及组装方法与流程
一种基于杠杆原理的pcba组装结构及组装方法
技术领域
1.本发明涉及新能源电动汽车车载充电、dc/dc转换技术领域,特别涉及了一种基于杠杆原理的pcba组装结构及组装方法。
背景技术:
2.功率板组件作为车载充电、dc/dc转换的关键组成部分,随着当前高功率密度、高集成化的需求,对产品可靠性、空间布置的挑战不断加大,通过硬件的革新来实现上述需求必将伴随着巨大的成本投入,不利于面向市场,而传统布置、结构的设计方式已经出现瓶颈,采用传统布置方式已经无法满足高可靠性、高功率密度的市场需求。
3.传统功率板组件的安装固定通常采用单一的螺钉固定方式,该固定方式会伴随着空间的浪费、组装效率的降低、成本的增加等弊端;且每一个固定点都会伴随着对应的电气安全风险。
4.因此,如何在设计中充分利用布置空间、提升组装效率、降低成本及提高安全性能等综合性优势于一体成为了提高车载充电、dc/dc转换性能的关键因素之一。
5.如中国专利局2020年7月7日公开了一种名称为一种手机pcba板全自动组装机的发明,其公开号为cn111376040a。该发明包括工作台和安装在工作台上的pcba板输送装置、取料机械手,取料机械手位于pcba板输送装置侧方,工作台上还安装有中转去膜装置、pcba板组装装置、手机框输送装置、自动打螺丝装置,手机pcba板全自动组装机在工作时,pcba板输送装置驱动pcba板收纳盒输送到上料位置,取料机械手从pcba板收纳盒中取出单个手机pcba板运输到中转去膜装置,中转去膜装置撕开去除手机pcba板上的包装膜,手机框输送装置输送手机框在组装工位,pcba板组装装置吸取去膜后的pcba板组装到手机框中,然后自动打螺丝装置对手机pcba板、手机框进行打螺丝固定,完成手机pcba板组装到手机框,无需人工组装、打螺丝,自动化组装作业满足生产需求。但是仍存在结构复杂,成本较高,空间利用率低的问题。
技术实现要素:
6.本发明的目的是克服现有技术中存在的问题,提供了一种基于杠杆原理的pcba组装结构及组装方法,布置空间利用率高、组装效率高、成本低、安全性能高。
7.为了实现上述目的,本发明采用以下技术方案:一种基于杠杆原理的pcba组装结构,包括散热器壳体,所述散热器壳体上安装有用于实现整机功能设计的功率板组件,所述功率板组件下方安装有用于导热功率板器件用的导热组件,所述功率板组件上方安装有用于紧固功率板组件的弹性压片,所述散热器壳体上还安装有用于防撞件的安装导向定位柱。所述弹性压片上设有给功率板及其他元器件提供压力的弹性接触位置,所述弹性接触位置有三个。所述安装导向定位柱顶端包含实现准确定位导向所需的直径从小到大的锥形特征,安装导向定位柱安装在散热器壳体上,安装功率板组件时,将功率板组件沿着安装导向定位柱放在散热器壳体上方,将弹性压片放在功率板组件上并固定,由此将功率板组件
固定在散热器壳体上。
8.作为优选,所述的散热器壳体包括水道、水道隔离墙、第一凸台、第二凸台以及第三凸台,所述散热器壳体上还设有用于固定安装定位导向柱的定位孔,所述水道隔离墙位于水道上方,第一凸台、第二凸台以及第三凸台均位于水道隔离墙上方。所述的定位孔包括第一定位孔和第二定位孔,所述水道用于功率板组件散热,所述第一凸台和第三凸台用于给导热组件提供支撑,所述第二凸台用于组装弹性压片。所述第二凸台外语第一凸台和第三凸台之间。
9.作为优选,所述的功率板组件包括pcb功率板、用于减少pcb功率板应力同时支撑弹性压片的支撑铜片、功率器件以及其他实现pcb功率板电气性能所必需的其他电子元件,所述pcb功率板上还设有准确导向定位功率板组件的主定位孔及副定位孔,所述支撑铜片安装在pcb功率板上方,所述电子元件和功率器件均安装在pcb功率板下方。所述散热器壳体上的第一定位孔与主定位孔位置相对应,所述散热器壳体上的第二定位孔与副定位孔位置相对应,使得功率板组件能够沿着安装导向定位柱安装在散热器壳体上。所述功率器件需弹性压片提供压力保证振动、散热。
10.作为优选,所述的功率板组件还包括磁芯,所述磁芯安装在pcb功率板上。pcb功率板上设有便于磁芯插入的插入孔,磁芯从插入孔插入,嵌入pcb功率板内部。
11.作为优选,所述弹性压片上设有用于紧固功率板组件所需要的第一螺钉孔,所述第一螺钉孔有两个;所述功率板组件上有与第一螺钉孔位置相对应的第二螺钉孔,所述散热器壳体上有与第二螺钉孔对应的第三螺钉孔。弹性压片上的第一螺钉孔、功率板组件上的第二螺钉孔以及散热器壳体上的第三螺钉孔位置相对应,使得利用螺栓就能通过弹性压片将功率板组件固定在散热器壳体上。
12.作为优选,所述的所述导热组件为双组份可固化导热泥。导热泥的挥发份和渗油率较低,具有优良的导热性能,粘度较高,可按用户需求捏成某种形状,填充于需冷却的电子元件与散热器壳体等之间,使其紧密接触、减小热阻,快速有效地降低电子原件的温度,从而延长电子元件的使用寿命并提高其可靠性。
13.一种基于杠杆原理的pcba组装方法,其特征在于,包括以下步骤:s1:将双组份可固化导热泥涂覆到散热器壳体内部功率板组件上需要散热的发热器件位置;s2:将安装导向定位柱插入到散热器壳体上对应定位孔内;s3:将安装导向定位柱穿过pcb功率板对应的主定位孔和副定位孔,并将pcb功率板通过安装导向定位柱缓缓向下安装到散热器壳体内部对应位置;s4:将功率板组件、弹性压片固定到散热器壳体上;s5:取出安装导向定位柱。
14.利用组装结构将功率板组件安装在散热器壳体上,采用弹性压片给功率板组件提供压力来达到紧固的作用,保证了功率板组件的可靠组装,通过减少螺钉的使用数量,从而使功率板组件能够有更多的空间用于硬件功能布置,节省了利用空间,便于提高功率密度。
15.作为优选,所述的步骤s1中双组份可固化导热泥涂覆位置为散热器壳体上的第一凸台及第三凸台。将双组份可固化导热泥通过专用设备涂覆到散热器壳体上用于导热材料组装的第一凸台及第三凸台,所述专用设备需保证对导热材料的均匀混合,准确定位器件
散热所需要的涂覆位置,准确控制器件散热所需要的导热材料涂覆量。
16.作为优选,所述的步骤s2中,将导向定位柱插入到散热器壳体上对应定位孔内时,需保证导向定位柱粗端插到底,尖端位置朝上。使得安装导向定位柱能够准确定位导向功率板组件。
17.作为优选,所述的步骤s4中,将功率板组件、弹性压片固定到散热器壳体上的具体步骤为:取弹性压片放置于功率板组件表面,使pcb功率板位于弹性压片与散热器壳体之间,弹性压片的第一螺钉孔与功率板组件上第二螺钉孔、散热器壳体上第三螺钉孔同轴,且弹片上提供压力的接触面与功率板组件上的支撑铜片、需压紧的功率器件准确贴合。使得利用螺栓就能通过弹性压片将功率板组件固定在散热器壳体上。
18.因此,本发明具有如下有益效果:1、采用弹性压片给功率板组件提供压力来达到紧固的作用,保证了功率板组件的可靠组装,该方式与传统单一螺钉紧固方式对比,减少了螺钉的使用数量,降低成本的同时提高了组装效率;2、通过减少螺钉的使用数量,从而使功率板组件能够有更多的空间用于硬件功能布置,节省了利用空间,便于提高功率密度;3、通过弹性压片紧固的方式减少了功率板组件与散热器壳体之间的直接接触,降低了安全性能风险。
附图说明
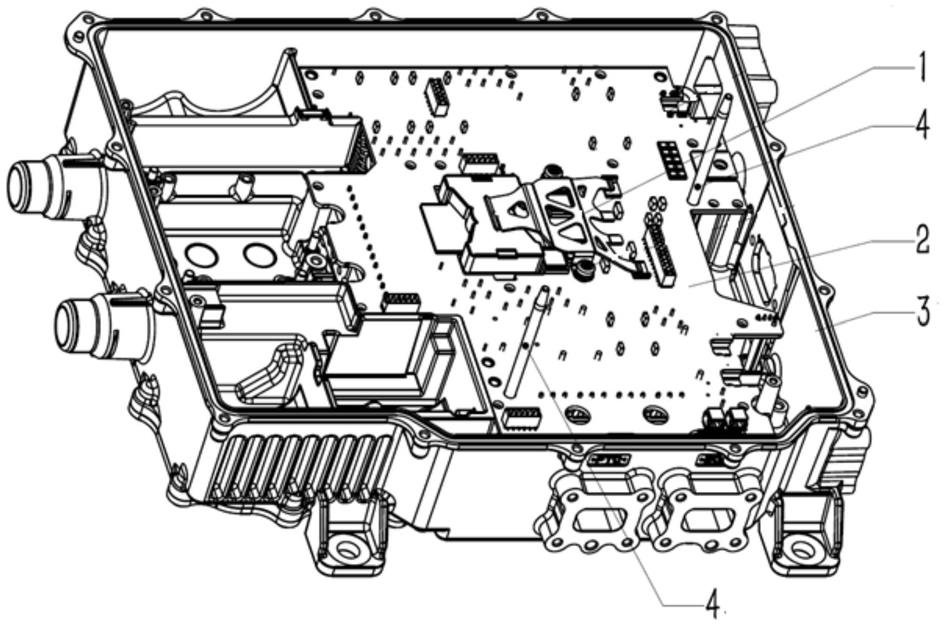
19.图1是本发明的结构示意图;图2是本发明弹性压片结构示意图;图3是本发明功率板组件的正面结构示意图;图4是本发明功率板组件的反面结构示意图;图5是本发明的散热器壳体的剖视图;图6是本发明检测方法的步骤流程图:图中:1、弹性压片;1
‑
1、第一螺钉孔;1
‑
2、弹性接触位置;2、功率板组件;2
‑
1、pcb功率板;2
‑
2、支撑铜片;2
‑
3、主定位孔;2
‑
4、副定位孔;2
‑
5、磁芯;2
‑
6、第二螺钉孔;2
‑
7、功率器件;2
‑
8、其他电子元件;3、散热器壳体;3
‑
1、水道;3
‑
2、水道隔离墙;3
‑
3、第一凸台;3
‑
4、第二凸台;3
‑
5、第三凸台;4、安装导向定位柱。
具体实施方式
20.下面结合附图与具体实施方式对本发明作进一步详细描述:在本发明的描述过程中,需要说明的是,如出现术语“上”、“下”、“左”、“右”、“左下”、“正面”、“背面”等指示的方位或位置关系,其所指的位置基于附图所示方位进行,只是为了方便进行描述,并非特定的位置。另外,如在本发明中出现的第一凸台、第二凸台、第三凸台中的“第一”、“第二”、“第三”主要是用于进行区分,并不具有先后功能的重要性。
21.本实施例为一种基于杠杆原理的pcba组装结构,如图1所示,组装结构包括弹性压片1、功率板组件2、散热器壳体3以及安装导向定位柱4,所述功率板组件功率板组件安装在散热器壳体上,所述散热器壳体上设有第三螺钉孔,所述的功率板组件上设有第二螺钉孔;所述的弹簧压片设有第一螺钉孔,弹簧压片上还设有给功率板及其他元器件提供压力的弹性接触位置,如图2所示;弹性压片上的第一螺钉孔、功率板组件上的第二螺钉孔以及散热
器壳体上的第三螺钉孔位置相对应,使得利用螺栓就能通过弹性压片将功率板组件固定在散热器壳体上。所述散热器壳体上还设有用于固定安装定位导向柱的定位孔,所述的定位孔包括第一定位孔和第二定位孔;所述pcb功率板上还设有准确导向定位功率板组件的主定位孔及副定位孔,所述安装导向定位柱有两个,一个通过第一定位孔安装在散热器壳体上,一个通过第二定位孔安装在散热器壳体上。安装时,pcb功率板上的主定位孔和副定位孔分别穿过两个安装定位导向柱。
22.如图3所示,功率板组件包括pcb功率板2
‑
1,用于减少pcb功率板应力同时支撑弹性压片的支撑铜片2
‑
2,所述支撑铜片有两个,所述pcb功率板上还设有准确导向定位功率板组件的主定位孔2
‑
3及副定位孔2
‑
4,所述支撑铜片安装在pcb功率板上方,所述的功率板组件还包括磁芯2
‑
5,所述磁芯安装在pcb功率板上,所述的功率板上还设有第二螺钉孔2
‑
6,所述第二螺钉孔有两个。pcb功率板上设有便于磁芯插入的插入孔,磁芯从插入孔插入,嵌入pcb功率板内部。安装时,弹性压片上提供压力的弹性接触位置与功率板组件上的支撑铜片准确贴合。所述pcb功率板背面还安装有功率器件2
‑
7以及其他电子元件2
‑
8,如图4所示。所述功率器件需弹性压片提供压力保证振动、散热,所述其他电子元件用于实现功率板电气性能。
23.如图5所示,所述的散热器壳体包括水道3
‑
1、水道隔离墙3
‑
2、第一凸台3
‑
3、第二凸台3
‑
4以及第三凸台3
‑
5,所述散热器壳体上还设有用于固定安装定位导向柱的定位孔,所述水道隔离墙位于水道上方,第一凸台、第二凸台以及第三凸台均位于水道隔离墙上方。所述的定位孔包括第一定位孔和第二定位孔,所述水道用于功率板组件散热,所述第一凸台用于给功率组件提供支撑,第三凸台用于给磁芯提供支撑,第一凸台和第二凸台上涂覆有双组份可固化导热泥,用于对功率器件以及磁芯进行导热。所述第二凸台用于组装弹性压片。所述第二凸台位于第一凸台和第三凸台之间。
24.本实施例为一种基于杠杆原理的pcba组装方法,如图6所示,包括以下步骤:第一步:将双组份可固化导热泥涂覆到散热器壳体内部功率板组件上需要散热的发热器件位置将双组份可固化导热泥通过专用设备涂覆到散热器壳体用于导热材料组装的第一凸台及第三凸台,所述专用设备需保证对导热材料的均匀混合,准确定位器件散热所需要的涂覆位置第一凸台及第三凸台,准确控制器件散热所需要的导热材料涂覆量。
25.第二步:将导向定位柱插入到散热器壳体上对应定位孔内;插入时要保证导向定位柱粗端插到底,尖端位置朝上。
26.第三步:通过定位柱穿过pcb功率板对应定位孔,并将pcb功率板通过定位柱缓缓向下安装到散热器壳体内部对应位置。
27.第四步:将功率板组件、弹性压片固定到散热器壳体上取弹性压片放置于功率板组件表面,使pcb板位于弹性压片与散热器壳体之间,保证满足以下条件:1、弹性压片的第一螺钉孔与功率板组件上第二螺钉孔、散热器壳体上第三螺钉孔同轴;2、弹性压片上提供压力的弹性接触位置与功率板组件上的支撑铜片准确贴合;3、弹性压片上提供压力的弹性接触位置与功率板组件上的磁芯准确贴合。
28.第五步:将弹性压片、功率板组件准确固定到散热器壳上,取出导向定位柱。
29.以上所述的实施例只是本发明的一种较佳的方案,并非对本发明作任何形式上的
限制,在不超出权利要求所记载的技术方案的前提下还有其它的变体及改型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1