一种组装多级微型热电致冷器件的模具及其使用方法
本发明涉及温差发电能量转换,具体为一种多级微型热电致冷器件的制备方法与模具。
背景技术:
1、温控技术、热管理技术如今在国防军事、航空航天、电子通讯、公共医疗、交通出行、智能家居等各个领域起到至关重要的作用,热电致冷器件以其独特的无运动部件、无噪音、无制冷剂等优势受到广泛的应用。由于科学技术的不断革新,对热电制冷器件的尺寸以及性能提出了更高的要求。以电子通讯行业为例要求热电致冷器件的尺寸在几个毫米量级,制冷度要求达到-30℃甚至更低。
2、目前市场上主要的热电器件多为单级器件,尺寸为20毫米以上,同时单级器件由于受到散热的限制,器件的致冷程度较差,而多级器件的优点在于有多层的散热使得最顶端的致冷面可以达到很低的致冷温度。而目前多级致冷热电器件制备都以人工装配完成,造成多级热电器件的良品率较低,同时不合适的装配模具会导致多级热电致冷器件各级之间发生错位,导致器件的电阻升高,最终导致器件的整体性能降低。
技术实现思路
1、针对现有技术不足或改进需求,本发明提供了一种多级微型热电器件的制备方法与模具,通过底端、顶端陶瓷板定位模板以及中间层陶瓷板定位架保证各级陶瓷板之间的相对位置关系,使器件层间不发生错位,保证多级微型热电器件的良品率以及性能。
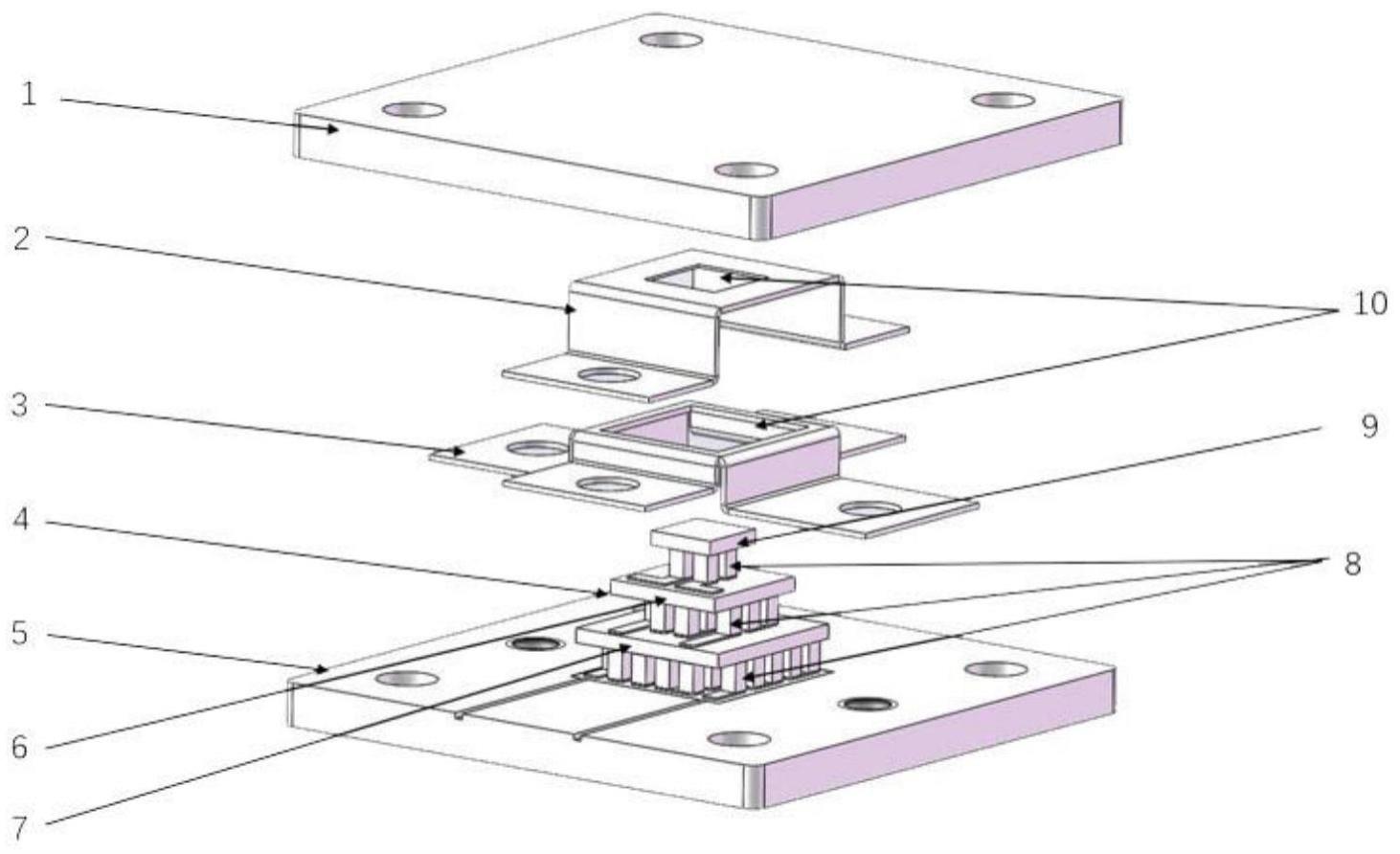
2、一方面,本发明提供一种组装多级微型热电致冷器件的模具,所述多级微型热电致冷器件包括n级结构,n≥2,n取整数,n级结构由下到上热电臂数量和陶瓷板尺寸依次递减,形成宝塔式结构,n级结构包括自下而上依次设置的底端陶瓷板、一级热电臂、中间层陶瓷板i、二级热电臂、中间层陶瓷板ii,依次类推,直至n级热电臂和顶端陶瓷板;
3、所述模具包括底端陶瓷板定位模板、自下而上依次排列的n-1个中间层陶瓷板定位架、顶端陶瓷板定位模板;
4、所述底端陶瓷板定位模板中心位置开有凹槽,用于限位底端陶瓷板;所述顶端陶瓷板定位模板中心位置开有凹槽,用于限位顶端陶瓷板;任一中间层陶瓷板定位架的中心位置均开有通孔,通孔形状依照陶瓷板形状而定,通孔尺寸小于所在层级的陶瓷板尺寸,大于下一级陶瓷板尺寸,用于穿过下一级的热电臂;其中,中间层陶瓷板定位架ii~n-1中,各自通孔的下方均设有与陶瓷板尺寸适配的凹槽,用于限位所在层级的陶瓷板;任一凹槽及任一通孔竖直方向上同轴;
5、所述底端陶瓷板定位模板与中间层陶瓷板定位架i相固定,用于限定底端陶瓷板、一级热电臂、中间层陶瓷板i的位置;所述中间层陶瓷板定位架i与中间层陶瓷板定位架ii相固定,用于限定二级热电臂和中间层陶瓷板ii的位置,依次类推,所述顶端陶瓷板定位模板与底端陶瓷板定位模板相固定,用于限定n级热电臂和顶端陶瓷板的位置。
6、基于上述方案,优选地,多级器件半成品的制备方法包括如下步骤:
7、a.制备碲化铋基p、n型热电材料;
8、b.经线切割机切割成一定厚度的热电材料晶片,并在晶片表面电镀镍层;
9、c.将镀镍晶片用线切割机切割成一定尺寸的热电晶粒;
10、d.分别将热电臂焊接到底层陶瓷板、多个中间层陶瓷板和顶端陶瓷板上,形成多级器件半成品。
11、基于上述方案,优选地,所述多级微型热电致冷器件包括两级或两级以上的结构,多级结构由下到上热电臂数量和陶瓷板尺寸依次递减形成宝塔式结构,两级器件包括底端陶瓷板、一级热电臂、中间层陶瓷板、二级热电臂和顶端陶瓷板,三级器件包括底端陶瓷板、一级热电臂、中间层陶瓷板i、二级热电臂、中间层陶瓷板ii、三级热电臂和顶端陶瓷板,更多级器件依照上述规则组合。
12、基于上述方案,优选地,所述中间层陶瓷板定位架i中心位置开有通孔,通孔形状依照陶瓷板形状而定,通孔尺寸小于第一级中间层陶瓷板尺寸,大于下一级中间层陶瓷板尺寸,通孔四周下折形成限位板以限制中间层陶瓷板i,限位板连接带有定位孔的定位平台,定位平台的定位孔用于与底层定位模具和下一级定位模具相连,中间层陶瓷板定位架i其左视图和正视图均为“几”字形。
13、基于上述方案,优选地,所述中间层陶瓷板定位架ii~n-1中心位置开有通孔,通孔形状依照陶瓷板形状而定,通孔尺寸小于前一级中间层陶瓷板尺寸,大于下一级陶瓷板尺寸,通孔两边下折形成限位板以限制中间层陶瓷板,限位板连接带有定位孔的定位平台,定位平台的定位孔用于与上一级中间层陶瓷板定位架相连,中间层陶瓷板定位架i正视图为“几”字形。
14、基于上述方案,优选地,所述底端陶瓷板定位模板中心位置开有凹槽,四个顶角处开有定位孔,定位孔连线中点处开有定位螺纹孔用于与中间层陶瓷板定位架连接,定位模板同时开有两条浅细凹槽与中心处凹槽相连,用于器件导线的焊接。
15、基于上述方案,优选地,所述顶端陶瓷板定位模板中心位置开有凹槽,四个顶角处开有定位孔。
16、另一方面,本发明提供了一种使用上述模具组装多级微型热电致冷器件的方法,所述方法包括如下步骤:
17、步骤一:将热电臂分别焊接到各个中间层陶瓷板上,形成多级器件半成品;
18、步骤二:将底端陶瓷板固定到底端陶瓷板定位模板上,将焊接有热电臂的中间层陶瓷板i固定到中间层陶瓷板定位架i上,热电臂与底端陶瓷板上的电极片一一对应,通过螺纹孔将中间层陶瓷板定位架i与底端陶瓷板定位模板连接;
19、步骤三:将焊接有热电臂的中间陶瓷板ii固定到中间层陶瓷板定位架ii上,通过定位孔将中间层陶瓷板定位架ii与中间层陶瓷板定位架i相连接,使得热电臂与中间层陶瓷板i的背部电极片一一对应;
20、步骤四:多次重复步骤三,直至中间层陶瓷板n-1固定完毕;
21、步骤五:将焊接有热电臂的顶端陶瓷板固定到顶端陶瓷板定位模板上,通过定位孔将顶端陶瓷板定位模板与底端陶瓷板定位模板相连接,使得顶端陶瓷板的热电臂与中间层陶瓷板n-1的背部电极片一一对应,同时使多级器件处于稳定夹紧状态;
22、步骤六:在底端陶瓷板定位模板的两条浅细凹槽内放入导线,将整个装配体放入回流焊中进行焊接,焊接后去除定位模板及中间层陶瓷板定位架,完成多级微型热电致冷器件组装。
23、有益效果
24、1)本发明所提供的多级微型热电致冷器件制备方法,制备工艺简单,器件装配高效,良品率高。
25、2)本发明所提供的多级微型热电致冷器件制备模具,保证层级之间的相对位置,保证热电臂和焊接位点的稳定性,提供良好的器件性能。
技术特征:
1.一种组装多级微型热电致冷器件的模具,所述多级微型热电致冷器件包括n级结构,n≥2,n取整数,n级结构由下到上热电臂数量和陶瓷板尺寸依次递减,形成宝塔式结构,n级结构包括自下而上依次设置的底端陶瓷板、一级热电臂、中间层陶瓷板i、二级热电臂、中间层陶瓷板ii,依次类推,直至n级热电臂和顶端陶瓷板;其特征在于:
2.根据权利要求1所述的模具,其特征在于,所述底端陶瓷板定位模板四个顶角处开有定位孔,定位孔连线中点处开有两个相对的定位螺纹孔,所述底端陶瓷板定位模板同时开有两条浅细凹槽,与中心位置的凹槽相连,用于器件导线的焊接。
3.根据权利要求2所述的模具,其特征在于,所述中间层陶瓷板定位架i的通孔四周下折形成限位板,以限制中间层陶瓷板i,限位板连接带有定位孔的定位平台,定位平台的两个相对的定位孔与底端陶瓷板定位模板的定位螺纹孔通过螺丝固定,中间层陶瓷板定位架i的左视图和正视图均为“几”字形。
4.根据权利要求1所述的模具,其特征在于,所述中间层陶瓷板定位架ii~n-1中,各自凹槽的两边下折形成限位板,分别限制中间层陶瓷板ii~n-1,限位板连接带有定位孔的定位平台,定位平台的定位孔与上一级中间层陶瓷板定位架的定位孔相固定,中间层陶瓷板定位架ii~n-1的正视图均为“几”字形。
5.根据权利要求2所述的模具,其特征在于,所述顶端陶瓷板定位模板四个顶角处开有定位孔,用于与底端陶瓷板定位模板四周的定位孔相固定。
6.一种利用权利要求1-5任一所述的模具组装多级微型热电致冷器件的方法,其特征在于,所述方法包括如下步骤:
技术总结
本发明提供了一种一种组装多级微型热电致冷器件的模具及其使用方法,该模具包括顶端陶瓷板定位模板,中间层陶瓷板定位架以及底端陶瓷板定位模板,其中中间层陶瓷板定位架数量依据多级器件的级数而定,三级器件需提供中间层陶瓷板定位架I和中间层陶瓷板定位架II,中间层陶瓷板定位架I通过定位螺纹孔与底端陶瓷板定位模板连接,中间层陶瓷板定位架II通过定位孔与中间层陶瓷板定位架I相连,顶端陶瓷板定位模板通过定位孔与底端陶瓷板定位模板相连。通过本发明提供模具制备多级微型热电致冷器件具有良品率高,器件性能稳定等优点。
技术研发人员:姜鹏,陈昀,包信和
受保护的技术使用者:中国科学院大连化学物理研究所
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!