一种塑料体LED灯泡扭头机的制作方法
一种塑料体led灯泡扭头机
技术领域
1.本发明涉及led灯组装技术领域,尤其涉及一种塑料体led灯泡扭头机。
背景技术:
2.已知led灯泡一般由灯头、灯罩和led灯芯及电子件组装而成,现有的led灯泡的生产需要经过多道人工工序才能完成。传统led灯泡的生产工艺一般沿用传统人工手工焊接电子件及led灯丝的生产工艺,首先预先加工一只与白炽灯内同的芯柱,通过人工将灯丝焊接到芯柱上,形成灯芯;然后将灯芯与灯罩封口制成一只毛泡,接着在毛泡的后端部人工连接一个驱动电源,再接着就是手工固定安装灯头,形成一成品,最后再进行手工测光。于是在申请公布号为cn109185732a的中国发明专利申请,公开了一种全自动的led灯泡生产流水线,虽然其实现led灯的自动化生产,最大程度降低生产人工成本,实现快速、高效、高质量地生产led灯,全自动生产工艺取代了人工的高成本、降低品质的不确定性,可全时段生产,提高生产效率和质量,但是其结构较为复杂,提价庞大,需要占据大量的空间,此种不仅会加大生产制造该种设备的成本,而且也会使得空间显得十分拥挤,也不利于生产制造,同时也会加大后期的维护成本和难度。
技术实现要素:
3.针对现有技术中的不足,本发明提供了一种塑料体led灯泡扭头机,其设计合理,有利于实现对led灯的全自动组装,且体积小,占用的空间小,有利于减少厂间的拥挤的空间,更加有利于生产制作,同时也有利于后序设备的维护,大大减少了设备和维护成本。
4.为了实现上述目的,本发明所采取的技术方案是:一种塑料体led灯泡扭头机,包括机架以及所述机架上安装有自动旋转机构,所述自动旋转机构的圆周边均匀布设有数个的夹具,在所述机架上围着所述自动旋转机构沿着led灯生产工序依次设置有灯泡壳安装机构、塑料芯片安装机构、灯丝整理机构、灯头安装机构、灯丝检测机构和分拣灯泡机构,所述自动旋转机构、灯泡壳安装机构、塑料芯片安装机构、灯丝整理机构、灯头安装机构、灯丝检测机构和分拣灯泡机构均分别连接有控制器,所述控制器设置在所述机架上。
5.本发明的有益效果:其一,本发明其能够实现自动化的led灯泡的生产与加工制作,同时其围绕自动旋转机构设置,占用的体积小,有利于减少厂间的拥挤的空间,更加有利于生产制作,同时也有利于后序设备的维护,大大减少了设备和维护成本;其二,本发明中灯泡壳安装机构、塑料芯片安装机构、灯丝整理机构、灯头安装机构、灯丝检测机构和分拣灯泡机构,从而能够实现灯泡壳的自动上料、塑料芯片的安装、灯丝的整理、灯头的安装和灯丝的检测,以及最后良品和不良品的分类下料,更加能够完全实现了自动化,大大提高了生产效率,更加能够满足生产制作企业的生产需求。
附图说明
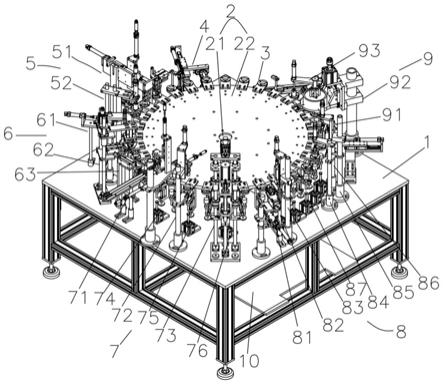
6.图1为本发明的结构示意图。
7.图2为本发明的俯视方向示意图。
8.图3为本发明的自动旋转机构结构示意图。
9.图4为本发明的夹具示意图。
10.图5为本发明的自动旋转机构与安装实施例示意图。
11.图6位本发明的灯泡壳安装机构示意图。
12.图7为本发明的塑料芯片安装机构示意图。
13.图8为本发明的压紧led灯泡芯片装置示意图。
14.图9为本发明的灯丝整理机构示意图。
15.图10为本发明的顶led灯的顶丝整直组件与机架安装示意图。
16.图11为本发明的顶led灯的顶丝整直组件示意图
17.图12为本发明的灯头安装机构与机架安装示意图。
18.图13为本发明的安装灯头装置、压灯头装置和扭灯头装置的分布示意图。
19.图14为本发明的灯头安装机构示意图。
20.图15为本发明的扭灯头装置结构示意图。
21.图16为本发明的灯丝检测机构与机架安装示意图。
22.图17为本发明的灯丝检测机构示意图。
23.图18为本发明的分拣灯泡机构与机架安装示意图。
24.图19为本发明的分拣灯泡机构示意图。
具体实施方式
25.参阅图1、图2和图5,一种塑料体led灯泡扭头机,包括机架1以及机架1上安装有自动旋转机构2,自动旋转机构2的圆周边均匀布设有数个的夹具3,在机架1上围着自动旋转机构2沿着led灯生产工序依次设置有灯泡壳安装机构4、塑料芯片安装机构5、灯丝整理机构6、灯头安装机构7、灯丝检测机构8和分拣灯泡机构9,自动旋转机构2、灯泡壳安装机构4、塑料芯片安装机构5、灯丝整理机构6、灯头安装机构7、灯丝检测机构8和分拣灯泡机构9均分别连接有控制器10,控制器10设置在机架1上,具体来说,控制器10安装在机架1的下表面或内部中,此种有利于减少占用机架1的空间。
26.如图1、图2、图3和图5所示,自动旋转机构2包括圆盘21以及将圆盘21安装在机架1上的扭头机22,扭头机22带动圆盘21做圆周运动,且圆盘21的圆周上均匀布设有数个的夹具3。通过夹具3随着圆盘21的旋转,与之对应地,分别依次经过灯泡壳安装机构4、塑料芯片安装机构5、灯丝整理机构6、灯头安装机构7、灯丝检测机构8和分拣灯泡机构9进行led灯泡的生产工序。
27.如图4和图5所示,夹具3包括上固定板31,上固定板31的一端开有安装led灯的灯孔32,为了更好的保护放置的led灯,其在灯孔32上安装有橡胶套,从而能够更好的保护led灯,上固定板31的另一端通过上螺栓装配在圆盘21的上表面上,其中与之对应地,在自动旋转机构2(具体在自动旋转机构2的圆盘21)的下表面设置有下安装板33,其中下安装板33与自动旋转机构2(具体在自动旋转机构2的圆盘21)的下表面通过下螺栓装配在一起,在与灯孔32相对应的下方位置的下安装板33上设置有辅助桩34,辅助桩34通过连接板35与下安装板33连接在一起,连接板35通过固定杆36设置在下安装板33上,且连接板35还设置有一转
动杆37,转动杆37的下端设置有托盘38,其中连接板35可在固定杆36上下移动,通过转动杆37能够带动固定杆36上下活动,这样便于调节连接板35上下来回移动,从而带动辅助桩34上下活动,最终可以实现辅助桩34与灯孔32的距离,从而可以适合大小不同型号的led灯。本发明的实施例中在托盘37上间隔均匀的分分布有三十二个夹具3。
28.如图1、图2和图6所示,灯泡壳安装机构4包括安装座组件41,安装座组件41上设置有灯壳传输组件42和机械手组件43,灯壳传输组件42的一端面设置有出料工位44,安装座组件41上设置有用于将灯壳传输组件2中出料工位44的灯壳向上顶起的灯壳顶出组件45,且机械手组件43用于灯壳顶出组件45顶出灯壳传输组件42中灯壳抓取上料,针对灯壳传输组件42的出料工位44设置有是否存在灯壳的探测灯壳组件46,设置在灯壳传输组件42的出料工位44侧端面的灯泡壳限位组件47,灯壳传输组件42、机械手组件43、灯壳顶出组件45、探测灯壳组件46均连接有控制器10。在探测灯壳组件46探测到灯壳传输组件2中出料工位44有灯壳时,此时控制器10会通知灯壳传输组件42暂停运行,此时控制器10会通知灯壳顶出组件45向上顶出出料工位44中的灯壳,然后机械手组件43用来夹住出料工位44顶出的灯壳,最终机械手组件3夹住灯壳放到圆盘21上夹具3 的灯孔32中,此时灯壳顶出机构5会回位,以备出料工位44中有灯壳时再次向上顶出灯壳;在探测灯壳组件7感应到灯壳传输组件2中出料工位44没有灯壳时,此时控制器10会通知灯壳传输组件42运行,此时灯壳传输组件42中的灯壳向前运行到出料工位44中,如此循环往复自动运行。通过灯泡壳限位组件47有利于限制灯壳从出料工位44掉落出来。其中灯泡壳限位组件47包括限位板471以及用于固定限位板471的限位板固定座472,限位板471正好对应出料工位44的出口,此种有利于限制灯壳的运行,限位板471与灯壳顶出组件45相接触。
29.其中如图1、图2和图6所示,探测灯壳组件46包括设置在探测固定座461以及探测固定座461上设置有用于对准出料工位44的光电传感器462,光电传感器462连接有控制器10,在出料工位44中的灯壳被光电传感器462发现,然后通过控制器10通知灯壳顶出组件45顶出出料工位4中的灯壳,接下来机械手组件43会抓取灯壳顶出组件45的灯壳进行上料灯壳,此种实现了自动化,减少了人工,在机械手组件43会抓取到灯壳顶出组件45的灯壳进行上料灯壳时,灯壳顶出组件45会进行复位,以备出料工位44中有灯壳时再次向上顶出灯壳。
30.其中如图1、图2和图6所示,灯壳传输组件42包括设置在括固定架421以及固定架421上开有可供灯壳通过的开口422,开口422的进口端内侧面相对应的设置有主动轮423,开口422的出口端内侧面相对应的设置有从动轮424,主动轮423和从动轮424之间的开口422上设置有相互对立的前定位轮425和后定位轮426,主动轮423和从动轮424之间通过传动件427相连接,且传动件427均通过前定位轮425和后定位轮426,在前定位轮425和后定位轮426之间的固定架421上安装有驱动件428,驱动件428带动传动件427的运行。在运行时,通过驱动件428带动传动件427转动,传动件427再带动主动轮423、从动轮424、前定位轮425和后定位轮426,从而有利于实现传动件427带动灯壳传输组件42上灯壳进行传输。其中,主动轮423、从动轮424、前定位轮425和后定位轮426均采用的是u型槽导轮,此种导轮更加有利于传动件427的运行。其中,驱动件428采用的是旋转气缸,且旋转气缸的输出轴与传动件427相连接,通过旋转气缸输出轴的转动从而带动传动件427的运动。其中,传动件427采用的橡胶传输皮带,通过橡胶传输皮带在转动带动开口422上的灯壳向前运行,此种大大提高了自动化,有利于实现灯壳自动向前运行,从而能够更好为灯壳更好的上料,同时橡胶传输
皮带有利于减少对灯壳的磨伤。其中,固定架421的开口422的上端面均安装有上橡胶垫层,此种有利于减少灯壳向前运行过程中磨伤,减少不良品的存在。其中,固定架421的开口422内侧面设置有相互对立的内橡胶垫层,此种有利于减少灯壳向前运行过程中磨伤,减少不良品的存在。其中,固定架421的开口422下底面设置有挡板,其中固定架421由两侧架通过挡板连接在一起构成,方便安装。
31.其中如图1、图2和图6所示,灯壳顶出组件45包括支撑脚451以及支撑脚451上安装有用来顶出出料工位44中灯壳的支撑杆452,以及用于带动支撑杆452上下运动的第一上下运动组件453,第一上下运动组件453与支撑杆452之间通过连接件454相连接在一起,第一上下运动组件453上端安装有用于调节灯壳顶上基准位置的基准组件455,且基准组件455与限位板471相接触。其中,第一上下运动组件453包括第一竖直气缸和以及第一竖直气缸上安装有上下运动的导杆,导杆上设置有外套,外套套在连接件454中,其中外套横截面呈t型,此种结构有利于避免连接件454从外套上端滑出,无法更好的将导杆与支撑杆452相连接固定,此种设置更好的带动支撑杆452上下运动,导杆上设置有中间件,中间件连接有装配座。其中第一竖直气缸采用的迷你气缸。其中,基准组件455包括设置在导杆上端面的安装槽,且安装槽中设置有锥形柱,锥形柱安装在导杆上端面上,锥形柱上端水平面高于安装槽上端水平面,通过此种基准组件455的设置更加有利于调节顶上灯壳的基准位置,从而更加能够符合生产要求,锥形柱与限位板471相接触。其中,连接件454和中间件均采用的板块状,此种设置,方便安装设备。
32.其中如图1、图2和图6所示,机械手组件43包括用于夹住灯壳的夹手431以及固定夹手431的固定座432,固定座432上设置有用于带动夹手431的水平运动组件433和第二上下运动组件434,水平运动组件433和第二上下运动组件434均连接有控制器10,通过水平运动组件433和第二上下运动组件434能够实现夹手431的水平运动和上下运动,从而能够将夹住灯壳进行上料。第二上下运动组件434包括设置在固定座432两侧的竖直导轨,每个竖直导轨上对应的安装有竖直滑块,每个竖直滑块固定连接有固定板,相邻两个固定板之间通过横板相连接,横板上设置有用于上下运动的第二竖直气缸,第二上下运动组件434上安装有水平运动组件433,水平运动组件433上安装有夹手431,其通过第二竖直气缸带动横板沿着竖直导轨上下运动,从而实现带动夹手431的上下运动。其中第二竖直气缸采用的是迷你气缸。水平运动组件433包括设置在横板上的横向导轨,横向导轨上安装有横向滑块,横向滑块固定连接有顶盖,顶盖上连接有横向运动的横向气缸,通过横向气缸带动顶盖沿着横向导轨来回运动,且顶盖通过连接块与夹手431相连接,从而实现带动夹手431的水平运动,其中横向气缸采用的是迷你气缸。其中,夹手431包括设置在连接块上的旋转气缸以及旋转气缸上安装有夹紧灯壳的夹紧气缸,夹紧气缸上设置有夹子,通过夹紧气缸上的夹子能够夹住灯壳,其中夹子上安装有用于防止损伤灯壳的橡胶夹紧手,此种设置更加有利于在与灯壳夹住过程中磨损到灯壳,更加有利于灯壳的上料,其中夹紧气缸采用的手指气缸。
33.如图1、图2、图7和图8所示,塑料芯片安装机构5包括固定设置在机架1上的led灯泡芯片安装装置51和压紧led灯泡芯片装置52,其中led灯泡芯片安装装置51和压紧led灯泡芯片装置52分别与控制器10相连接,且led灯泡芯片安装装置51能够对在灯泡壳安装机构4上料到自动旋转机构2的夹具3上进行安装led灯泡芯片,在自动旋转机构2带动夹具3进行运行时,通过压紧led灯泡芯片装置52对夹具3上的led灯泡芯片进行压紧。还包括固定机
架1上第一推动组件53和第二推动组件54,第一推动组件53和和第二推动组件54均包括第一sda50x15s型号的气缸、第一推动杆以及第一气缸固定板,第一sda50x15s型号的气缸通过第一气缸固定板固定在机架1上,第一sda50x15s型号的气缸上安装有第一推动杆,第一推动杆向上运动正好对应夹具3上辅助桩34,从而能够向上顶动辅助桩34向上运动,从而实现使得辅助桩34也向上顶一下上面的灯泡壳,这样就会使得灯泡壳更加稳定,更加有利于适合加工。第一推动组件53和第二推动组件54分别相对应led灯泡芯片安装装置51和压紧led灯泡芯片装置52环节的夹具3上辅助桩34向上推动,从而能够向上顶动辅助桩34向上运动,从而实现使得辅助桩34也向上顶一下上面的灯泡壳,这样就会使得灯泡壳更加稳定,更加有利于适合加工。
34.其中如图1、图2、图7和图8所示,led灯泡芯片安装装置51包括可供led灯泡芯片放置的流通通道511,流通通道511通过支撑杆512固定设置在机架1上,在流通通道511出口位置对应安装有夹紧led灯泡芯片的夹紧组件513(夹紧组件513包括气动手指、承载座和承载连接板,气动手指安装在承载座上,承载座连接有承载连接板,夹紧气动手指采用的型号是mhz2-20d 夹紧气缸),夹紧组件513连接有水平往返运动组件514(水平往返运动组件514包括水平驱动件、水平板、水平导轨和水平滑块,其中水平驱动件和水平导轨均安装在固定柱515上,水平导轨上安装有水平滑块,水平滑块上安装有水平板,水平板上固定有水平连接板,且水平板连接有水平驱动件,水平驱动件采用的是型号为sda32x40超薄型气缸),水平往返运动组件514通过固定柱515安装在机架1上;还包括用来将夹紧组件513上的led灯泡芯片传输到自动旋转机构2中夹具3上的上料组件516,上料组件516包括上料手夹(上料手夹采用的是mhz2-20d的手指气缸)以及上料手夹上连接有竖直运动组件(导轨、移动块和micj20x100的气缸,micj20x100的气缸带动移动块在导轨上来回移动,且micj20x100的气缸和移动块均连接有上料手夹,从而实现上料手夹的竖直来回运动),竖直运动组件上连接有横向来回往返组件(轨道、运动块以及mi20x100sca型号的气缸,通过mi20x100sca型号的气缸带动运动块沿着轨道来回水平移动),竖直运动组件通过立柱517固定在机架1上;还包括固定在机架1上的纠正led灯泡芯片位置的纠正组件518(tn16x20s的双轴气缸和立柱架,立柱架固定设置在机架1上,立柱架上设置有双轴气缸座体,双轴气缸座体上安装有tn16x20s的双轴气缸,tn16x20s的双轴气缸上设置有抵挡板,通过tn16x20s的双轴气缸带动抵挡板的前后运动,从而实现对流通通道511出口端的led灯泡芯片相前推动一下)使流通通道511出口端的led灯泡芯片位置更加准确,纠正组件518安装在流通通道511的出口位置,且能够对夹紧组件513运行时进行纠正。例如本发明在使用时流通通道511可供led灯泡芯片向前运动,当流通通道511出口端有一个led灯泡芯片出来时,此时纠正组件518会向前抵挡一下led灯泡芯片,然后夹紧组件513将流通通道511出口端有一个led灯泡芯片运输到指定位置,其次纠正组件518也会回位,接下来通过上料组件516将夹紧组件513上的led灯泡芯片抓取放置到相对应的自动旋转机构2的夹具3上,同时夹紧组件513然后回位到流通通道511出口端,然后运输下一个流通通道511出口端的led灯泡芯片,如此反复循环,以此来实现自动实现led灯泡芯片的安装。
35.其中如图1、图2、图7和图8所示,压紧led灯泡芯片装置52包括固定设置在机架1上的压紧支撑架521,压紧支撑架521上设置有压紧连接板522,压紧连接板522上安装有正对夹具3上灯孔32中心的压紧头523,压紧头523包括压紧气缸和压紧板块,压紧气缸安装在压
紧连接板522上,压紧气缸上设置有压紧板块,通过压紧气缸带动压紧板块的来回运动,从而实现对运动到压紧led灯泡芯片装置52的夹具3上灯泡的led灯泡芯片进行压紧,实现了自动化。
36.如图1、图2、图9和图10所示,灯丝整理机构6包括拉led灯边丝组件61、压led灯边丝组件62和顶led灯的顶丝整直组件63,拉led灯边丝组件61、压led灯边丝组件62和顶led灯的顶丝整直组件63均安装在机架1上,拉led灯边丝组件61、压led灯边丝组件62和顶led灯的顶丝整直组件63均与控制器10相连接,在自动旋转机构2在自动旋转下,拉led灯边丝组件61、压led灯边丝组件62和顶led灯的顶丝整直组件63能够对自动旋转机构2上夹具3的led灯泡的灯丝依次进行拉、压和整直工序。
37.其中如图1、图2、图9和图10所示,拉led灯边丝组件61包括固定设置在机架1上的拉边丝架611,拉边丝架611上设置有拉边丝导轨612和mi20x30迷你气缸613,拉边丝导轨612上设置有拉边丝滑块614,拉边丝滑块614上设置有拉边丝固定板615,mi20x30迷你气缸613连接有拉边丝固定板615,拉边丝固定板615上设置有手指气缸616(型号为mhz2-20d),通过mi20x30迷你气缸613带动手指气缸616(型号为mhz2-20d)来回移动,从而实现对来到此工序的夹具3上led灯的边丝进行拉直操作,提高其中led灯泡的质量。
38.其中如图1、图2、图9和图10所示,压led灯边丝组件62包括固定在机架1上的压边丝架621,压边丝架621上安装有压边丝固定板622,压边丝固定板622上固定设置有亚德客气缸623(型号为tn16x20s),亚德客气缸623上安装有压边丝板624,压边丝板624呈t型,其t型的压边丝板624下端面设置有压紧缺口,压紧缺口呈三角形,通过压紧缺口能够对边丝压紧,提高其中led灯泡的质量。通过亚德客气缸623带动t型的压边丝板624来回移动,从而实现对来到此工序的夹具3上led灯的边丝进行压紧操作,提高其中led灯泡的质量。
39.其中如图1、图2、图9、图10和图11所示,顶led灯的顶丝整直组件63包括固定设置在机架1上的顶丝整直固定架631(本发明实施例采用的是两个立柱),顶丝整直固定架631上安装有上顶固定板632、中顶固定板633和下顶固定板634,上顶固定板632上安装有可调行程气缸(型号为sdaj32x30),可调行程气缸连接有中顶固定板633。通过可调行程气缸带动中顶固定板633在顶丝整直固定架631长度方向来回移动,中顶固定板633上安装有顶丝整直连接板635,顶丝整直连接板635上安装有顶丝整直头636,顶丝整直头636包括顶丝整直气缸(型号为mhzl2-25d)和整直头夹子,顶丝整直气缸上安装有整直头夹子,通过顶丝整直气缸带动顶丝整直气缸夹子夹紧,然后可通过可调行程气缸带动上下运动,中顶固定板633向上运动从而能够带动顶丝整直头636向上运动,从而实现对顶丝整直工序,其中下顶固定板634上安装有气动机械夹637(型号为hfr25),气动机械夹637上安装有夹紧钳子638,通过气动机械夹637带动夹紧钳子638对来到此工序的夹具3上led灯泡进行夹紧,从而能够实现对可调行程气缸带动顶丝整直头636夹紧的灯丝的向上运动,从而能够将灯丝拉直。本发明中的灯丝主要是灯泡过程中对长灯丝进行顺直工序。
40.如图1、图2、图12、图13和图14所示,灯头安装机构7包括安装灯头装置71、压灯头装置72和扭灯头装置73,安装灯头装置71、压灯头装置72和扭灯头装置73均安装在机架1上,且安装灯头装置71、压灯头装置72和扭灯头装置73均分别连接有控制器10,通过安装灯头装置71、压灯头装置72和扭灯头装置73依次对自动旋转机构2的夹具3上led灯泡进行安装灯头、压紧灯头和灯头扭紧的操作。还包括第三推动组件74、第四推动组件75和第六推动
组件76,第三推动组件74、第四推动组件75和第六推动组件76均连接有控制器10,第三推动组件74、第四推动组件75和第六推动组件76均安装在机架1上,第三推动组件74、第四推动组件75和第六推动组件76均包括第三sda50x15s型号的气缸、第三推动杆以及第三气缸固定板,第三sda50x15s型号的气缸通过第三气缸固定板固定在机架1上,第三sda50x15s型号的气缸上安装有第三推动杆,第三推动杆向上运动正好对应夹具3上辅助桩34,从而能够向上顶动辅助桩34向上运动,从而实现使得辅助桩34也向上顶一下上面的灯泡壳,这样就会使得灯泡壳更加稳定,更加有利于适合加工。第三推动组件74能够对安装灯头装置71环节的夹具3上辅助桩34向上推动,第四推动组件75能够对压灯头装置72环节的夹具3上辅助桩34向上推动,第六推动组件76能够对扭灯头装置73环节的夹具3上辅助桩34向上推动,从而能够向上顶动辅助桩34向上运动,从而实现使得辅助桩34也向上顶一下上面的灯泡壳,这样就会使得灯泡壳更加稳定,更加有利于适合加工。
41.其中如图12、图13和图14所示,安装灯头装置71包括固定设置在机架1上的安装灯头支撑架711,安装灯头支撑架711上安装有承载板712,承载板712上设置有前承重板和后承重板(本发明实施例中承载板712的下表面设置有前承重板和后承重板),前承重板和后承重板上相对应的设置有前底板和后底板(前承重板和后承重板的下表面上相对应的设置有前底板和后底板),前底板和后底板相对应的端面相接触,前承重板和后承重板分别对应的连接有前推动气缸和后推动气缸(前推动气缸和后推动气缸采用的型号均为mij16x80-30s),前推动气缸和后推动气缸均固定在承载板712上(前推动气缸和后推动气缸均固定在承载板712的下表面上),承载板712上设置有盛载板713,盛载板713上安装有竖直导轨和竖直气缸,竖直导轨上安装有可来回移动的竖直滑块,竖直滑块连接有竖直气缸,竖直滑块上固定有竖直连接块,竖直连接块上设置有灯头抓紧手714(灯头抓紧手714包括mhz2-20d气缸和夹手,mhz2-20d气缸上安装有夹手),灯头抓紧手714能够正好抓紧灯头,用于将灯头抓紧放置到自动旋转机构2的夹具3上led灯泡进行安装灯头操作,后底板上设置有用于灯头传输的灯头传输件715(灯头平送板以及灯头平送板两侧安装有平送挡灯头),灯头传输件715上设置有感应支架716,感应支架716上安装有光电传感器(通过光电传感器感应灯头传输件715上是否有灯头,如没有进行加料,如有则不进行加料),在灯头传输件715的出口端设置有用于开启和关闭灯头传输件715上灯头前进的阻挡灯头组件717,阻挡灯头组件717包括阻挡板以及阻挡板连接有来回移动驱动件(采用的是气缸,气缸的型号为hlh20x50s),来回移动驱动件通过维持架固定在机架1上,且阻挡板上开有穿孔,穿孔的宽度略大于灯头传输件715上通道的宽度,在使用的时候当来回移动驱动件向前运动时,此时阻挡板也会向前运动,此时阻挡板上穿孔与灯头传输件715上通道相一致,此时灯头传输件715上通道向前运动,然后灯头抓紧手714能够正好抓紧灯头,用于将灯头抓紧放置到自动旋转机构2的夹具3上led灯泡进行安装灯头操作,同时来回移动驱动件向后退回,此时阻挡板也会向后运动,此时阻挡板上穿孔与灯头传输件715上通道不相一致,此时灯头传输件715上通道灯头被阻止向前运动,这样的操作有利于实现灯头抓紧手714在运行时灯头传输件715上通道灯头被阻止向前运动,有利于实现自动安装灯头。
42.其中如图12、图13和图14所示,压灯头装置72包括固定在机架1上的支持架721,支持架721上安装有压灯头固定座722,压灯头固定座722上安装有压灯头气缸723(型号为mi20x50ca)和压灯头导轨724,压灯头导轨724上安装有可来回移动的压灯头导轨725,压灯
头导轨725上固定设置有压灯头固定板726,压灯头固定板726连接有压灯头气缸723,压灯头固定板726上安装有压灯头桩727,压灯头桩727正好对应夹具3上灯孔32,此种更加压灯头桩727向下运动时能够将安装好的灯头压紧。且在压灯头固定板726下方位置的支持架721上还安装有用来夹紧夹具3上的灯泡的手指夹紧组件(手指气缸以及手指气缸上的气缸夹子),在使用时,通过手指夹紧组件用来夹紧夹具3上的灯泡,然后通过压灯头桩727向下运动时能够将安装好的灯头压紧。
43.其中如图12、图13、图14和图15所示,扭灯头装置73包括安装座731以及安装座731上设置有至少一个导杆732(其中安装座731上设置有三个导杆732,采用三个导杆732从而使得结构更加稳固,由于三角形存在稳定性更好,通过三个导杆732也有利于稳固板735上下移动更加平稳),导杆732上安装有用来夹紧灯泡壳的灯泡壳夹紧装置733,灯泡壳夹紧装置733上设置有用来驱动灯泡壳夹紧装置733上下运动的驱动装置734,导杆732上安装有可沿着导杆732长度方向来回移动的稳固板735,稳固板735连接有驱动装置734,通过驱动装置734驱动稳固板735沿着导杆732长度方向来回移动,且在稳固板735上安装有用来夹紧灯头的灯头夹紧装置736,灯头夹紧装置736上安装有旋转装置737,通过旋转装置737带动灯头夹紧装置736进行旋转,驱动装置734、灯头夹紧装置736和旋转装置737均连接有控制器10。在使用时,通过控制器10分别控制驱动装置734、灯头夹紧装置736和旋转装置737的自动运行,当需要对灯泡的泡壳上灯头进行拧紧时,首先灯泡壳夹紧装置733会对泡壳进行夹紧,然后驱动装置734在控制器10的控制指令下启动,使得驱动装置734驱动稳固板735向下运动,稳固板735会带动灯头夹紧装置736向下运动,然后灯头夹紧装置736能够夹紧泡壳上的灯头,此时控制器10会控制旋转装置737启动,然后旋转装置737带动灯头夹紧装置736进行旋转,灯头夹紧装置736夹紧的灯头在泡壳上进行旋转拧紧,此时灯头夹紧装置736旋转的圈数是由旋转装置737进行控制,而旋转装置737是通过控制器10进行控制,其中控制器10可进行预先的程序进行设定,本发明新型可预先设定灯头旋转两圈半能够最佳将灯头与泡壳拧紧。
44.其中,灯泡壳夹紧装置733包括固定在导杆732上的装置板,装置板上固定设置有第一固定气缸,第一固定气缸采用的手指气缸,如亚德客airtac 180
°
开闭型气动手指气缸,第一固定气缸上安装有用来夹紧灯泡上泡壳的夹紧灯泡壳夹子,且第一固定气缸连接有控制器10,通过控制器10控制第一固定气缸的自动运行,此种设置简单,便于安装与维护,同时更加能够实现自动化夹紧与松开,大大提高了自动化水平,更急能够满足生产需求。
45.其中,驱动装置734包括固定在导杆732上的座板以及座板上安装有第一驱动电机,第一驱动电机的输出轴连接有传动丝杠,传动丝杠通过第一螺母与稳固板735固定连接,其中第一驱动电机连接有控制器10,通过控制器10控制第一驱动电机的自动运行,第一驱动电机带动传动丝杠的上下移动,传动丝杠带动稳固板735沿着导杆732长度方向来回移动。其中第一驱动电机采用的步进电机,运行更加平稳,第一螺母采用的端盖反向器螺母,便于安装。传动丝杠下端面设置有接连板,接连板与传动丝杠之间通过连接器连接在一起,且接连板固定设置在导杆上。座板与稳固板735之间通过连接杆,连接杆上端面上安装有顶板,顶板还连接有导杆732,连接杆采用的是丝杠,也便于稳固板735在连接杆上下移动。
46.其中,旋转装置737包括固定设置稳固板735上第二电机,第二电机通过支撑杆固
定在稳固板735上,有利于方便第二电机的安装,第二电机的输出轴上设置有转轴,其中第二电的输出轴与转轴通过联轴器相连接在一起,通过第二电机的输出轴带动联轴器转动,联轴器带动转轴的转动,第二电机连接有控制器10,通过控制器10控制第二电机的自动运行,第二电机采用的是伺服电机。灯头夹紧装置736包括设置在转轴上的滑环以及滑环连接有用来夹紧灯头的夹头,夹头接有控制器10,通过控制器10控制夹头的运行。其中滑环采用的是气电一体旋转接头(二进二出)。夹头包括设置在滑环上的夹头固定座以及夹头固定座上设置有爪盘,爪盘上设置有爪手,爪盘采用的是三爪气动手指,三爪气动手指的型号可采用hfcy32,通过爪手能够将灯头抓紧,尤其是爪盘采用为三爪气动手指,其中爪手也采用的是三爪手,这样更加有利于将灯头抓紧,从而更加有利于将灯头拧紧到灯泡的泡壳上。
47.如图1、图2和图16所示,灯丝检测机构8包括修剪顶丝装置81、顶丝推弯装置82、第一道试亮装置83、装铆钉装置84、压铆钉装置85和第二道试亮装置86,修剪顶丝装置81、顶丝推弯装置82、第一道试亮装置83、装铆钉装置84、压铆钉装置85和第二道试亮装置86分别连接有控制器10,修剪顶丝装置81、顶丝推弯装置82、第一道试亮装置83、装铆钉装置84、压铆钉装置85和第二道试亮装置86均固定在机架1上,通过修剪顶丝装置81、顶丝推弯装置82、第一道试亮装置83、装铆钉装置84、压铆钉装置85和第二道试亮装置86依次对自动旋转机构2的夹具3上led灯泡进行修剪顶丝、顶丝推弯、初次检测led灯泡是否明亮、装铆钉、压紧铆钉和再次检测led灯泡是否明亮的操作。还包括针对第一道试亮装置83、装铆钉装置84、压铆钉装置85和第二道试亮装置86上自动旋转机构2中夹具3的第七推动组件87,第七推动组件87均包括第七sda50x15s型号的气缸、第七推动杆以及第七气缸固定板,第七sda50x15s型号的气缸通过第七气缸固定板固定在机架1上,第七sda50x15s型号的气缸上安装有第七推动杆,第七推动杆向上运动正好对应夹具3上辅助桩34,从而能够向上顶动辅助桩34向上运动,从而实现使得辅助桩34也向上顶一下上面的灯泡壳,这样就会使得灯泡壳更加稳定,更加有利于适合加工。
48.其中如图16和图17所示,修剪顶丝装置81包括固定设置在机架1上的修剪架811,修剪架811上设置有保持板812,保持板812上安装有修剪顶丝导轨813和带动滑块来回移动的滑块移动气缸814(型号为mi20x100ca),修剪顶丝导轨813上设置有可来回移动的修剪顶丝滑块815,修剪顶丝滑块815上固定有修剪顶丝顶盖816,修剪顶丝顶盖816连接有带动滑块来回移动的滑块移动气缸814,修剪顶丝顶盖816上安装有用来修剪顶丝的气动剪刀817(型号为ms-20/zs5s),气动剪刀817上安装有夹紧顶丝组件818(夹紧顶丝组件818包括夹紧顶丝气缸,夹紧顶丝气缸型号为mhz2-16d,夹紧顶丝气缸上安装有夹紧顶丝夹子),且在修剪架811上安装有用来接住顶丝的料桶819。在使用时,通过带动滑块来回移动的滑块移动气缸814来回移动带动气动剪刀817来回移动,从而实现对自动旋转机构2的夹具3上led灯泡进行修剪顶丝,然后在通过夹紧顶丝组件818对修剪后的顶丝回程过程中掉落到料桶819中,最终实现了自动的修剪工序。
49.其中如图16和图17所示,顶丝推弯装置82包括固定设置在机架1上的顶丝推弯固定架821,顶丝推弯固定架821上安装有顶丝推弯固定杆822,顶丝推弯固定杆822的端面设置有用来推弯顶丝的螺钉头823,通过螺钉头823能够对自动旋转机构2的夹具3上led灯泡进行顶丝推弯工序。
50.其中如图16和图17所示,装铆钉装置84和压铆钉装置85为本领域常用的设备,在
此不再一一赘述,例如在申请公告号为cn106425460a,申请公布日为2017年02月22日的中国发明专利申请,其中也公开了灯钉安装装置包括灯钉上料机构和将灯钉与灯座固定连接的铆压机构,因此在此不再一一赘述。其中如图16和图17所示,第一道试亮装置83和第二道试亮装置86均是相同结构,因此只对于第一道试亮装置83具体说明,第一道试亮装置83包括用于检测led球泡灯是否正常点亮的测试模座831以及用于驱动测试模座831上下移动的驱动机构832,驱动机构832驱动测试模座831下移对led球泡灯进行检测,本实施例驱动机构832为气缸。
51.如图1、图2、图18和图19所示,分拣灯泡机构9包括收次品装置91、锁紧灯头装置92和收成品装置93,收次品装置91、锁紧灯头装置92和收成品装置分别连接有控制器10,收次品装置91、锁紧灯头装置92和收成品装置均安装在机架1上,通过收次品装置91、锁紧灯头装置92和收成品装置93依次对自动旋转机构2的夹具3上led灯泡进行收次品(检测灯泡不明亮得led灯泡)、锁紧灯头和收成品(收合格品)的操作。本发明的实施例中收次品装置91和收成品装置93分别与第二道试亮装置86信号连接,第二道试亮装置86检测led灯泡灯为良品,则从收成品装置93下料,当第二道试亮装置86检测led灯泡灯为不良品,则从收次品(ng,全称为no good)装置91下料。本发明的收次品装置91和收成品装置93均为下料机构,对于下料机构为本领域的常用的结构,如例如在申请公告号为cn106425460a,申请公布日为2017年02月22日的中国发明专利申请,其中也公开了有关下料装置包括良品下料机构和不良品下料机构,因此不再一一赘述。其中如图18和图19所示,锁紧灯头装置92包括固定设置在机架1上的锁紧灯头支架921,锁紧灯头支架921上安装有锁紧灯头固定座922,锁紧灯头固定座922上安装有锁紧灯头上下运动组件923,锁紧灯头上下运动组件923上安装有锁紧灯头组件924,锁紧灯头上下运动组件923和锁紧灯头组件924均连接有控制器10,通过锁紧灯头上下运动组件923带动锁紧灯头组件924上下运动,从而实现对自动旋转机构2的夹具3上led灯泡的灯头进行锁紧。其中锁紧灯头上下运动组件923包括锁紧灯头气缸(型号为sdaj63x40-10s可调程气缸)、锁紧灯头导轨和锁紧灯头滑块,锁紧灯头导轨上设置有可来回移动的锁紧灯头滑块,锁紧灯头滑块安装有锁紧灯头组件924,且锁紧灯头气缸连接有锁紧灯头组件924,从而实现了锁紧灯头组件924来回移动。其中锁紧灯头组件924包括锁紧灯头连接板以及锁紧灯头连接板上设置有锁紧灯头底板,锁紧灯头底板上安装有可对led灯泡的灯头锁紧的打卡点模型,打卡点模型上设置有直线轴承(型号为lmf12l),直线轴承在控制器10的控制下带动打卡点模型对自动旋转机构2上夹具3中led灯泡的灯头进行锁紧。
52.本技术文件中使用到的标准零件均可以从市场上购买,各个零件的具体连接方式均采用现有技术中成熟的螺栓、铆钉、焊接等常规手段,气缸、焊接机、电动伸缩杆和控制器内部部件均采用现有技术中常规的型号,且其内部构造属于现有技术结构,工人根据现有技术手册就可完成对其进行正常操作,加上电路连接采用现有技术中常规的连接方式,在此不再作出具体叙述。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1