一种上装自动化鹤管装车控制器的制作方法
1.本技术涉及危化品运输的技术领域,尤其是涉及一种上装自动化鹤管装车控制器。
背景技术:
2.传统危化品上装车现场大多数为半自动或人工操作,存在巨大危险隐患,因此采用自动化鹤管装车控制器将传统危化品上装车现场设备集成,并配合最新现场全自动化产品,实现危化品上装车现场的远程操作和自动操作,使的危化品上装车现场更为安全。
3.自动化鹤管装车控制器集成了plc逻辑控制、以太网通讯、rs485通讯、图像识别、工业自动化监控等技术,元器件繁多、元器件之间走线繁乱,因此自动化鹤管装车控制器的元器件集成安装难度较大,有待改进。
技术实现要素:
4.为了便于自动化鹤管装车控制器的元器件集成安装,本技术提供了一种上装自动化鹤管装车控制器。
5.本技术的上述发明目的是通过以下技术方案得以实现的:
6.一种上装自动化鹤管装车控制器,包括防爆控制箱,所述防爆控制箱包括箱体,所述箱体的一端开口设置,所述箱体包括背板,所述背板位于箱体的开口相对端,所述背板固定有安装框架和若干固定框,若干所述固定框位于安装框架内,相邻所述固定框之间、所述固定框与安装框架的内壁之间均形成用于放置导线的线槽。
7.通过采用上述技术方案,每个固定框内的空间用于安装元器件的空间,元器件可按模块划分后分别固定安装在不同的固定框内,便于功能模块对应的元器件的查找和辨认;线槽的开口处均朝向箱体的开口,使得导线尽量处于同一个平面内,元器件所连接的导线可通过线槽进行走线,线槽对导线起到了存放、限位的作用,使得导线的布线简洁,因此,通过对元器件按功能模块划分安装在不同固定框内,以及通过线槽限制了导线的走线,使得自动化鹤管装车控制器的元器件集成安装更为方便。
8.可选的,相邻所述固定框之间形成的线槽和固定框与安装框架之间形成的线槽连通。
9.通过采用上述技术方案,若干线槽相互连通,使得导线的走线更为灵活,导线的布线效果较好。
10.可选的,所述线槽的内侧壁设置有柔性块组,每组柔性块组包括相对设置的两个柔性块。
11.通过采用上述技术方案,两个相对设置的柔性块,凸起于线槽的内侧壁,导线可挤压柔性块组后进入到线槽的底部,此时柔性块恢复形变并对导线起到限位作用,使得导线不易从线槽内脱落,线槽的布线效果较好。
12.可选的,所述柔性块靠近箱体的开口的一端端面向线槽底部中轴线的方向倾斜设
置。
13.通过采用上述技术方案,柔性块向线槽的中轴线位置处倾斜,起到导向作用,方便了工作人员将导线从两个对称的柔性块件穿过,导线的布线较为方便。
14.可选的,所述固定框靠近安装框架的端面开设有限位缺口,所述限位缺口连通线槽。
15.通过采用上述技术方案,限位缺口的设置,方便导线深入固定框内,进而方便了不同固定框内的元器件之间导线的走线,元器件集成安装较为简洁。
16.可选的,还包括盖体,所述盖体与箱体铰接,所述盖体绕其与箱体铰接的一侧转动以封堵箱体的开口,所述盖体开设有显示口,所述盖体靠近箱体的一端面固定有触控显示屏,所述触控显示屏用于电性连接箱体内的元器件,所述触控显示屏位于显示口处。
17.通过采用上述技术方案,盖体通过安装触控显示屏并将触控显示屏露出在显示口处,方便工作人员对箱体内元器件功能进行操控,当盖体封堵箱体开口时,触控显示屏位于箱体内部,控制器各个部件的集成度较高。
18.可选的,所述盖体开设有操作口,所述盖体固定有按键板,所述按键板用于耦接箱体内的元器件,所述按键板伸出于操作口设置。
19.通过采用上述技术方案,按键板通过操作口伸出在盖体的表面,方便工作人员按压以使用控制器进行作业,控制器集成度高。
20.可选的,所述箱体开设有若干螺纹孔,螺纹孔沿箱体的开口周向均匀分布,所述盖体沿周向开设有若干与螺纹孔一一对应的通孔,所述通孔内穿设有螺栓,所述螺栓依次穿过螺纹孔将盖体和箱体固定。
21.通过采用上述技术方案,螺纹孔绕箱体的开口边缘设置,再通过螺栓将盖体和箱体固定,使得盖体与箱体的固定更为牢固,箱体内的元器件暗转更为安全。
22.综上所述,本技术包括以下至少一种有益技术效果:
23.1.过对元器件按功能模块划分安装在不同固定框内,以及通过线槽限制了导线的走线,使得自动化鹤管装车控制器的元器件集成安装更为方便;
24.2.若干线槽相互连通,使得导线的走线更为灵活,导线的布线效果较好;
25.3.限位缺口的设置,方便导线深入固定框内,进而方便了不同固定框内的元器件之间导线的走线,元器件集成安装较为简洁。
附图说明
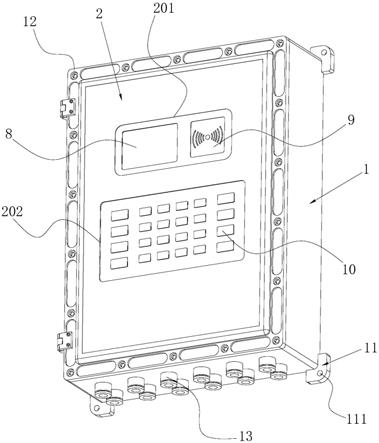
26.图1是本技术实施例的整体结构示意图;
27.图2是本技术实施例的内部结构示意图。
28.附图标记说明:1、箱体;101、螺纹孔;102、背板;2、盖体;201、显示口;202、操作口;3、元器件;4、安装框架;5、固定框;51、限位缺口;6、线槽;7、柔性块;8、触控显示屏;9、感应区;10、按键板;11、固定板;111、固定孔;12、螺栓;13、导向筒。
具体实施方式
29.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图1-2及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本申
请,并不用于限定本技术。
30.本技术实施例公开一种上装自动化鹤管装车控制器。参照图1和图2,上装自动化鹤管装车控制器包括矩形的箱体1以及矩形的盖体2,盖体2的一侧通过合页与箱体1的铰接,箱体1的一端开口设置,盖体2绕其与箱体1铰接的一侧转动以封堵或打开箱体1的开口,箱体1开设有若干的螺纹孔101,螺纹孔101沿箱体1的开口周向均匀分布,盖体2的边缘沿周向开设有若干与螺纹孔101一一对应的通孔(图中未示出),通孔内穿设有螺栓12,螺栓12依次穿过螺纹孔101将盖体2和箱体1固定;过螺栓12将盖体2和箱体1固定,使得盖体2与箱体1的固定更为牢固,箱体1内的元器件3暗转更为安全。箱体1的四个边角处固定有四个固定板11,固定板11开设有固定孔111,通过螺钉穿过固定孔111并打入墙体内,可实现将箱体1固定在墙壁。
31.箱体1的底部开设有十二个供导线穿出箱体1的导线孔(图中未示出),箱体1的底部固定有十二个导向筒13,十二个导向筒13与十二个导线孔一一对应连通。
32.盖体2开设有显示口201和操作口202,盖体2靠近箱体1的一端面固定有触控显示屏8和本安型的按键板10,触控显示屏8用于电性连接箱体1内的元器件3,触控显示屏8还集成有用于供ic卡刷卡的感应区9,触控显示屏8和感应区9均位于显示口201处;按键板10用于耦接箱体1内的元器件3,按键板10伸出于操作口202,当盖体2封堵箱体1开口时,触控显示屏8、按键板10与盖体2的固定位置均位于箱体1内部,控制器各个部件的集成度较高,同时方便工作人员的操作。
33.参照图2,箱体1包括背板102,背板102位于箱体1的开口的相对端,背板102固定有矩形的安装框架4和三个固定框5,安装框架4的外壁与箱体1的内侧壁贴合,固定框5均匀排布在安装框架4内,固定框5内设置有元器件3,元器件3与背板102固定;相邻两个固定框5之间、固定框5与安装框架4的内壁之间均形成用于放置导线的线槽6,相邻固定框5之间形成的线槽6和固定框5与安装框架4之间形成的线槽6连通。
34.线槽6的内侧壁设置有柔性块组,每组柔性块组包括相对设置的两个柔性块7,相邻固定框5之间的线槽6中,柔性块组中的任一柔性块7固定在固定框5的外壁、另一柔性块7固定在相邻固定框5的外壁,而固定框5与安装框架4的线槽6中,柔性块组中的任一柔性块7固定在固定框5的外壁、另一柔性块7固定在安装框架4的内壁。导线可挤压柔性块组后进入到线槽6的底部,此时柔性块7恢复形变并对导线起到限位作用,使得导线不易从线槽6内脱落。
35.柔性块7靠近箱体1的开口的一端端面向线槽6底部中轴线的方向倾斜设置。柔性块7向线槽6的中轴线位置处倾斜,起到导向作用,方便了工作人员将导线从两个对称的柔性块7件穿过。
36.固定框5靠近安装框架4的两个相对面均开设有一个限位缺口51,限位缺口51连通线槽6,限位缺口51方便导线深入固定框5内,进而方便了不同固定框5内的元器件3之间导线的走线。
37.本技术实施例一种上装自动化鹤管装车控制器的实施原理为:将元器件3按照其功能进行模块划分,元器件3可按模块划分后,将功能类型相同的固定在同个固定框5内,便于功能模块对应的元器件3的查找和辨认;再将元器件3之间连接的导线穿过柔性块组进入到线槽6的底部,因此,通过对元器件3按功能模块划分安装在不同固定框5内,以及通过线
槽6限制了导线的走线,使得自动化鹤管装车控制器的元器件3集成安装更为方便。
38.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,本说明书(包括摘要和附图)中公开的任一特征,除非特别叙述,均可被其他等效或者具有类似目的的替代特征加以替换。即,除非特别叙述,每个特征只是一系列等效或类似特征中的一个例子而已。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1