一种FPC二次局部熔锡治具的制作方法
一种fpc二次局部熔锡治具
技术领域
1.本技术涉及柔性电路板加工的技术领域,尤其是涉及一种fpc二次局部熔锡治具。
背景技术:
2.fpc是柔性电路板的英文简称,柔性电路板是以聚酰亚胺或聚酯薄膜为基材制成的一种具有高度可靠性,绝佳的可挠性印刷电路板。具有配线密度高、重量轻、厚度薄、弯折性好的特点。
3.参照图1,现有一种fpc,其在加工前的初始状态包括长条状的主板100,在主板长度方向的两端部均水平设有延伸片200,在主板100中间位置设有l形状的延伸条300;在加工结束后,每个延伸条和延伸片上均贴附设有镍片400,镍片高温锡焊连接,在主板长度方向其中一端的延伸片上还要锡焊一连接器500,以便于后期进行线路的连接。目前,该种fpc在加工时分为两次锡焊过程,第一次锡焊是指先将镍片400利用高温热风锡焊压接在延伸片200和延伸条300上,即一次锡焊;第二次锡焊是将连接器500锡焊在延伸片200上,即二次锡焊。
4.但是会出现一个问题:即,在二次锡焊时,热风需要吹到连接器的位置处,由于热风的流动性较大且温度高达几百度,很容易就会流通到一次锡焊镍片的位置处,进而导致一次锡焊的焊锡融化,从而导致一次锡焊时的镍片松动,极大地影响了fpc的加工质量以及进程。
技术实现要素:
5.为了解决上述技术问题,本技术提供一种fpc二次局部熔锡治具,其具有一次锡焊和二次锡焊相互独立,互不干扰,能够有效提高锡焊质量以及效率的优点。
6.为达到上述目的,本实用新型的技术方案如下:
7.一种fpc二次局部熔锡治具,包括:
8.载具,所述载具上开设有用于二次熔锡放置fpc的放置槽;
9.隔热板,所述隔热板贴附设置在载具上,所述隔热板用于遮挡一次锡焊时的镍片;
10.所述隔热板上开设有熔锡口,所述熔锡口用于热风通过,所述连接器穿过熔锡口设置。
11.实现上述技术方案,在二次锡焊时,将fpc放置在放置槽内,将隔热板贴附在载具上表面,使得隔热板覆盖住一次锡焊时镍片的位置,热风循环时从熔锡口上方循环吹过,针对性的对连接器的位置进行加热熔锡,从而只对连接器进行锡焊,其它位置被隔热板遮盖住,从而进行局部熔锡,避免一次锡焊的镍片被再次熔化,提高fpc生产质量和效率。
12.作为本技术的其中一个优选方案,所述放置槽设有多个,多个放置槽之间相互平行,所述熔锡口对应主板的数量开设有多个,所述放置槽包括用于放置主板的主槽、用于放置二次锡焊延伸片的第一分槽以及用于放置二次锡焊延伸条的第二分槽。
13.实现上述技术方案,在一个载具上可以同时对多个fpc进行二次锡焊,从而有效提
高了二次锡焊的效率。
14.作为本技术的其中一个优选方案,所述主槽上还设有一次锡焊时用于放置延伸片的延伸槽,所述主槽设有一次锡焊时用于放置延伸条的延伸道。
15.实现上述技术方案,在一次锡焊时,可以将fpc的主板对应放置在主槽内,使得未焊接镍片的延伸片放置在延伸槽内,未焊接镍片的延伸条放置在延伸道内;在二次锡焊时,再将带有镍片的延伸片对应放置在第一分槽内,将带有镍片的延伸条放置在第二分槽内,再进行后续的二次锡焊过程;从而实现了一个载具实现一次、二次锡焊的加工过程,提高使用的方便性。
16.作为本技术的其中一个优选方案,相邻两个所述放置槽之间还设有辅助槽,所述辅助槽平行放置槽设置,所述辅助槽用于一次锡焊时放置fpc。
17.实现上述技术方案,在一次锡焊时,进一步提高了放置fpc的数量,从而提高加工效率。
18.作为本技术的其中一个优选方案,相邻两个fpc上的连接器分别位于载具长度方向的两端。
19.实现上述技术方案,使得在二次锡焊时两个连接器错位设置,连接器锡焊的过程相互独立,受到热风吹的时候不会相互受到影响,从而提高加工质量。
20.作为本技术的其中一个优选方案,所述载具上设有二次通风口,所述二次通风口位于连接器位置处。
21.实现上述技术方案,通风口使得热风可以透过载具进行循环通风,从而提高热风对于连接器位置的包裹性,使得连接器接触热风更加均匀,从而提高连接器锡焊的均匀性,提高锡焊质量。
22.作为本技术的其中一个优选方案,所述隔热板位于熔锡口的位置处设有遮挡板,所述遮挡板将延伸条上的镍片覆盖。
23.实现上述技术方案,遮挡板进一步对一次锡焊时的镍片进行保护,从而避免二次锡焊的热风将镍片的锡给融化,从而保证加工的有序进行。
24.作为本技术的其中一个优选方案,所述载具上贯通开设有多个用于热风通过的循环孔。
25.实现上述技术方案,进一步提高热风的循环性,使得一次锡焊或者二次锡焊时热风都能够较为均匀地将锡融化,从而提高锡焊的均匀性,进而提高锡焊质量。
26.作为本技术的其中一个优选方案,所述载具上表面四个边角处均竖直设有定位柱,所述隔热板上设有用于定位柱插接对位的定位孔。
27.实现上述技术方案,在将隔热板放置在载具上时,受到定位柱与定位孔之间的插接配合,使得熔锡口比较精准的覆盖在对应的位置,从而提高安装的准确性以及方便性。
28.作为本技术的其中一个优选方案,所述载具上贯通开设有多个减重口。
29.综上所述,本技术包括以下至少一种有益技术效果:
30.1.通过二次锡焊时在载具上覆盖一层特制的隔热板,从而有针对性的将连接器露出来,将一次锡焊时的镍片覆盖住,从而在二次锡焊时不会将镍片上的锡融化,保证加工的有效进行;
31.2.通过在一个载具上同时设定可以放置二次锡焊的放置槽以及可以放置一次锡
焊的延伸槽和延伸道,从而可以在一个载具上一次进行一次锡焊和二次焊接,提高使用方便性;
32.3.通过设置二次通风口以及循环孔,使得热风的循环更加充分,锡焊时受热更加均匀,提高加工方便性。
附图说明
33.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
34.图1是背景技术图;
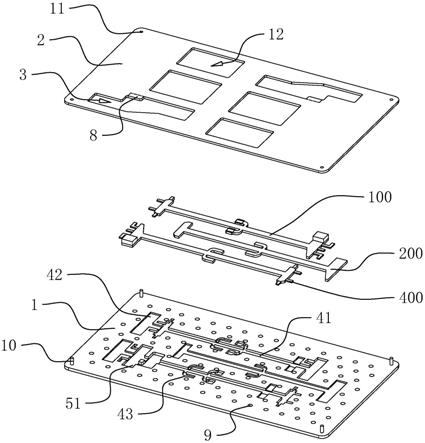
35.图2是fpc二次局部熔锡治具的整体结构示意图;
36.图3是主要用于表示载具、隔热板连接结构的爆炸示意图;
37.图4是主要用于表示载具结构的结构示意图。
38.附图标记:100、主板;200、延伸条;300、延伸条;400、镍片;500、连接器;1、载具;2、隔热板;3、熔锡口;41、主槽;42、第一分槽;43、第二分槽;51、延伸槽;52、延伸道;6、辅助槽;7、二次通风口;8、遮挡板;9、循环孔;10、定位柱;11、定位孔;12、减重口。
具体实施方式
39.以下结合附图1-4对本技术作进一步详细说明。
40.参照图2和图3,为本技术实施例公开的一种fpc二次局部熔锡治具,其包括一水平设置的载具1,在载具1上设有两个相互平行的放置槽;还包括贴附在载具1上表面的隔热板2,隔热板2上贯穿开设有熔锡口3,熔锡口3对应连接器500设有两个,连接器500透过熔锡口3露出,在二次锡焊时,只对连接器500位置进行锡焊,其它位置被隔热板2遮盖住,从而进行局部熔锡,避免一次锡焊的镍片400被再次熔化,提高fpc生产质量和效率。在载具1上表面四个边角处均竖直设有定位柱10,隔热板2上设有用于定位柱10插接对位的定位孔11,使得隔热板2覆盖时更加精准,在载具1上贯通开设有多个矩形状的减重口12,便于操作。
41.参照图3和图4,在两个放置槽之间还设有一个辅助槽6,该辅助槽6用于放置一次锡焊时的fpc,放置槽包括用于放置主板100的主槽41、用于放置延伸片及其镍片400的第一分槽42以及用于放置延伸条300200及其镍片400的第二分槽43,在主槽41上还水平设有设有一次锡焊时用于放置延伸片的延伸槽51,在主槽41上设有一次锡焊时用于放置延伸条300200的延伸道52。
42.在一次锡焊时,位于两个放置槽内的两个fpc是同向设置的,将fpc的主板100对应放置在主槽41内,然后未焊接镍片400的延伸片放置槽延伸槽51内,未焊接镍片400的延伸条300200放置在延伸道52内,然后将镍片400分别对应锡焊在延伸片以及延伸条300200上即可,上述设定使得一次锡焊和二次锡焊可以在一个载具1上进行,提高加工效率。
43.参照图3,两个连接器500分别位于两个主板100长度方向相互背离的一端,该设定使得连接器500之间相互独立,受到热风吹的时候不会相互受到影响。
44.在二次锡焊时,将带有镍片400的延伸片对应放置在第一分槽42内,将带有镍片
400的延伸条300200放置在第二分槽43内,连接器500放置在对应的延伸片上,使得连接器500透过熔锡口3穿出,通热风即可进行二次锡焊过程,隔热板2将一次锡焊的镍片400遮挡住,从而提高锡焊质量。
45.参照图3和图4,在载具1上贯通开设有多个循环孔9,载具1上位于连接器500的位置处还贯通开设有二次通风口7,循环孔9以及通风口使得热风可以沿着竖直方向进行通风,从而提高热风对于连接器500位置的包裹性,提高锡焊效果,在熔锡口3上设有遮挡板8,用于进一步遮挡镍片400。
46.本技术实施例一种fpc二次局部熔锡治具的实施原理为:在一次锡焊时,将fpc的主板100对应放置在主槽41内,使得未焊接镍片400的延伸片放置在延伸槽51内,未焊接镍片400的延伸条300200放置在延伸道52内,将镍片400压接在对应的位置,通热风进行锡焊;在二次锡焊时,将带有镍片400的延伸片对应放置在第一分槽42内,将带有镍片400的延伸条300200放置在第二分槽43内,将隔热板2贴附设置在载具1表面,使得定位柱10与定位孔11插接配合,然后将连接器500放置在延伸片上,再进行后续的二次锡焊过程;实现了一个载具1实现一次、二次锡焊的加工过程,并且在二次锡焊过程中不会影响一次锡焊过程中的镍片400,提高加工效率以及质量。
47.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1