一种载具自动进出及定位系统的制作方法
1.本实用新型涉及电路板领域,具体为一种载具自动进出及定位系统。
背景技术:
2.柔性电路板是以聚酰亚胺或聚酯薄膜为基材制成的一种具有高度可靠性,绝佳的可挠性印刷电路板,通过在可弯曲的轻薄塑料片上,嵌入电路设计,使在窄小和有限空间中堆嵌大量精密元件,从而形成可弯曲的挠性电路,具有配线密度高、重量轻、厚度薄、弯折性好的特点。
3.当pcb或fpc比较小或者单张板上的需要打件比较少时,为提高生产效率,则需要将多张pcb或fpc植入到载具里面,再盖上薄的磁性钢片或者贴上高温胶纸,再进行锡膏印刷和打件。
4.但现有的定位载具由于设备的机械、视觉误差,可能会造成拼板的相对位置偏差,从而会对后端锡膏印刷以及贴片工序的精度造成影响,也在一定程度上降低了产品的生产效率。
技术实现要素:
5.基于此,本实用新型的目的是提供一种载具自动进出及定位系统,以解决一般定位载具由于设备的机械、视觉误差,可能会造成拼板的相对位置偏差的技术问题。
6.为实现上述目的,本实用新型提供如下技术方案:一种载具自动进出及定位系统,包括多组运输导轨,所述运输导轨的两侧皆安装有阻挡气缸,所述运输导轨的内部分别设置有出板缓存载具、植板位载具与进板位缓存载具,所述运输导轨的一侧安装有夹紧气缸,一组所述运输导轨的下方安装有升降气缸,所述升降气缸的顶部设置有安装座,所述安装座的顶部设置有定位治具,所述定位治具的表面分别设置有多个电路板定位pin与载具定位pin。
7.通过采用上述技术方案,有效的解决了因设备的机械、视觉误差造成的拼板的相对位置偏差,从而在后端锡膏印刷以及贴片工序中可以一次性做多张拼板,大大的提升了生产效率。
8.本实用新型进一步设置为,所述阻挡气缸的输出端设置有阻挡件,所述夹紧气缸的输出端设置有夹紧件。
9.通过采用上述技术方案,阻挡件可以对植板位载具进行阻挡,夹紧件可以对植板位载具进行夹紧固定。
10.本实用新型进一步设置为,所述运输导轨的一侧安装有导轨调宽机构。
11.通过采用上述技术方案,导轨调宽机构可以对运输导轨的宽度进行调节。
12.本实用新型进一步设置为,所述运输导轨的背面安装有多个导轨传送机构。
13.通过采用上述技术方案,导轨传送机构控制运输导轨上的载具运动。
14.本实用新型进一步设置为,所述升降气缸的顶部设置有磁力座,且安装座位于磁
力座的上方。
15.通过采用上述技术方案,磁力座可以对安装座进行固定。
16.综上所述,本实用新型主要具有以下有益效果:本实用新型在生产时,植板位上无载具时,阻挡气缸伸出,植板位载具从上位机直接进入到停板位,植板位载具到位后,夹紧气缸缩回夹紧载具,初定位后,夹紧气缸伸出,随后定位治具顶升,定位治具上的载具定位pin顶部有锥面,靠其导向使定位治具与植板位载具完全导正和重合,随后pcb或fpc机械手将视觉修正好的pcb或fpc植入到植板位载具中,定位治具上有电路板定位pin,pcb或fpc靠电路板定位pin顶部的锥面进行再次导正以达到所有pcb或fpc的精确定位,完成植入后,再将对好位的磁性钢片盖在治具上压住pcb或fpc,或者是贴上高温胶纸来固定pcb或fpc的位置,随后阻挡气缸伸出,如三段导轨上无产品则该产品进入到运输导轨的缓存位等待下位机信号,随之进入到下一个循环,通过定位治具上的载具定位pin将载具定位,不仅固定了载具的位置,还能通过定位治具上的电路板定位pin来精确的定位各拼板的相对位置,有效的解决了因设备的机械、视觉误差造成的拼板的相对位置偏差,从而在后端锡膏印刷以及贴片工序中可以一次性做多张拼板,大大的提升了生产效率。
附图说明
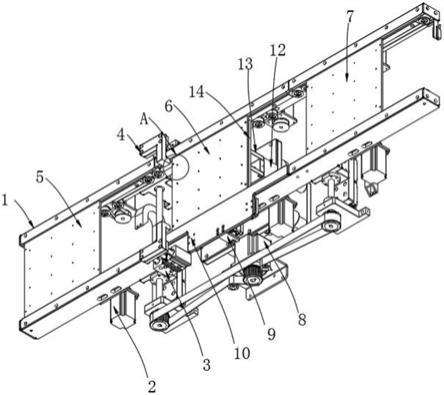
17.图1为本实用新型的立体结构示意图;
18.图2为本实用新型的俯视图;
19.图3为本实用新型图1的a处结构放大图。
20.图中:1、运输导轨;2、导轨传送机构;3、阻挡气缸;4、阻挡件;5、出板缓存载具;6、植板位载具;7、进板位缓存载具;8、导轨调宽机构;9、夹紧气缸;10、夹紧件;11、升降气缸;12、磁力座;13、安装座;14、定位治具;15、电路板定位pin;16、载具定位pin。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
22.下面根据本实用新型的整体结构,对其实施例进行说明。
23.一种载具自动进出及定位系统,如图1-3所示,包括多组运输导轨1,运输导轨1的两侧皆安装有阻挡气缸3,运输导轨1的内部分别设置有出板缓存载具5、植板位载具6与进板位缓存载具7,运输导轨1的一侧安装有夹紧气缸9,一组运输导轨1的下方安装有升降气缸11,升降气缸11的顶部设置有安装座13,安装座13的顶部设置有定位治具14,定位治具14的表面分别设置有多个电路板定位pin15与载具定位pin16,在生产时,植板位上无载具时,阻挡气缸3伸出,植板位载具6从上位机直接进入到停板位,植板位载具6到位后,夹紧气缸9缩回夹紧载具,初定位后,夹紧气缸9伸出,随后定位治具14顶升,定位治具14上的载具定位pin16顶部有锥面,靠其导向使定位治具14与植板位载具6完全导正和重合,随后pcb或fpc机械手将视觉修正好的pcb或fpc植入到植板位载具6中,定位治具14上有电路板定位pin15,pcb或fpc靠电路板定位pin15顶部的锥面进行再次导正以达到所有pcb或fpc的精确定位,完成植入后,再将对好位的磁性钢片盖在治具上压住pcb或fpc,或者是贴上高温胶纸
来固定pcb或fpc的位置,随后阻挡气缸3伸出,如三段导轨上无产品则该产品进入到运输导轨1的缓存位等待下位机信号,随之进入到下一个循环。
24.请参阅图1,阻挡气缸3的输出端设置有阻挡件4,夹紧气缸9的输出端设置有夹紧件10,阻挡件4可以对植板位载具6进行阻挡,夹紧件10可以对植板位载具6进行夹紧固定。
25.请参阅图1,运输导轨1的一侧安装有导轨调宽机构8,导轨调宽机构8可以对运输导轨1的宽度进行调节。
26.请参阅图1,运输导轨1的背面安装有多个导轨传送机构2,导轨传送机构2控制运输导轨1上的载具运动。
27.请参阅图1,升降气缸11的顶部设置有磁力座12,且安装座13位于磁力座12的上方,定位治具14定位好后手动打开磁力座12的开关使定位治具14牢牢的吸附于安装座13上。
28.本实用新型的工作原理为:在生产时,植板位上无载具时,阻挡气缸3伸出,植板位载具6从上位机直接进入到停板位,植板位载具6到位后,夹紧气缸9缩回夹紧载具,初定位后,夹紧气缸9伸出,随后定位治具14顶升,定位治具14上的载具定位pin16顶部有锥面,靠其导向使定位治具14与植板位载具6完全导正和重合,随后pcb或fpc机械手将视觉修正好的pcb或fpc植入到植板位载具6中,定位治具14上有电路板定位pin15,pcb或fpc靠电路板定位pin15顶部的锥面进行再次导正以达到所有pcb或fpc的精确定位,完成植入后,再将对好位的磁性钢片盖在治具上压住pcb或fpc,或者是贴上高温胶纸来固定pcb或fpc的位置,随后阻挡气缸3伸出,如三段导轨上无产品则该产品进入到运输导轨1的缓存位等待下位机信号,随之进入到下一个循环。
29.尽管已经示出和描述了本实用新型的实施例,但本具体实施例仅仅是对本实用新型的解释,其并不是对实用新型的限制,描述的具体特征、结构、材料或者特点可以在任何一个或多个实施例或示例中以合适的方式结合,本领域技术人员在阅读完本说明书后可在不脱离本实用新型的原理和宗旨的情况下,可以根据需要对实施例做出没有创造性贡献的修改、替换和变型等,但只要在本实用新型的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1