带有热绝缘和电隔离的加热器管的制作方法
本发明涉及一种用于气溶胶生成装置的加热组件。本发明进一步涉及一种气溶胶生成装置。本公开进一步涉及一种包括气溶胶生成装置和气溶胶形成基质的气溶胶生成系统。
背景技术:
1、已知提供了一种用于生成可吸入蒸气的气溶胶生成装置。此类装置可加热包含在气溶胶生成制品中的气溶胶形成基质,而不会燃烧该气溶胶形成基质。气溶胶生成制品可具有杆形状,以用于将气溶胶生成制品插入气溶胶生成装置的加热室中。加热组件的加热元件通常布置在加热室中或围绕加热室布置,以在气溶胶生成制品插入气溶胶生成装置的加热室中之后加热气溶胶形成基质。
2、由加热元件产生的热量可无意中消散到未预期被加热的装置的部件。大体上,远离加热室的热消散可使得加热室内的热损失,从而导致低效加热。可能需要过量的能量来将加热室加热到期望温度。同时,加热元件必须与加热室电隔离以防止加热元件的短路。
技术实现思路
1、期望具有可减少来自加热室的热损失的用于气溶胶生成装置的加热组件。期望具有可减少待用户抓握的装置的外部壳体的加热的加热组件。期望具有可提供有效热绝缘的加热组件。期望具有可以低制造成本提供热绝缘的加热组件。期望具有可将加热组件的加热元件与加热室电隔离的加热组件。期望具有以低制造成本带有优化热绝缘和优化电隔离的加热组件。期望具有可同时提供热绝缘和电隔离的加热组件。
2、根据本发明的实施例,提供了一种用于气溶胶生成装置的加热组件。加热组件可包括衬底层。衬底层可为电隔离衬底层。加热组件可包括加热元件。加热元件可布置在衬底层的第一部分上。衬底层可包括第二部分,加热元件未设置在第二部分上。衬底层可卷成管状形状,使得衬底层的第一部分可定位为内层。衬底层的第二部分可定位为包绕衬底层的第一部分的外层。加热元件可布置在衬底层的第一部分与衬底层的第二部分之间。
3、根据本发明的实施例,提供了一种用于气溶胶生成装置的加热组件。加热组件包括衬底层。衬底层为电隔离衬底层。加热组件进一步包括加热元件。加热元件布置在衬底层的第一部分上。衬底层进一步包括第二部分,加热元件未设置在第二部分上。衬底层卷成管状形状,使得衬底层的第一部分定位为内层。衬底层的第二部分定位为包绕衬底层的第一部分的外层。加热元件布置在衬底层的第一部分与衬底层的第二部分之间。
4、通过提供具有第一部分和第二部分的衬底层,单个衬底层可用于将加热元件夹在衬底层的两个部分之间。因此,加热元件由衬底层的部分保护。不再需要单独的内层或单独的外层。对加热元件的保护(如从外侧的热保护和从内侧的电隔离中的一者或两者)可通过具有根据本文中所述发明的构造的单个衬底层来实现。可通过使用单个衬底层降低制造成本。可使用单个衬底层来简化制造。
5、电隔离衬底层可由聚酰亚胺制成。衬底层可构造成经得起220℃与320℃之间,优选240℃与300℃之间,优选约280℃。衬底层可由pyralux制成。
6、衬底层可为柔性的。柔性衬底层具有衬底层可卷成或形成期望形状的优点。期望形状优选为管状形状。由于衬底层的柔性,因此衬底层的第一部分可卷起作为第一步骤,随后围绕第一部分卷起衬底层的第二部分作为第二步骤。由于衬底层的柔性,因此衬底层的第一部分可在第一步骤期间遵循期望的管状形状。由于衬底层的柔性,因此衬底层的第二部分可在第二步骤中围绕衬底层的第一部分卷起衬底层的第二部分期间遵循衬底层的管状形状的第一部分。
7、衬底层可在卷成管状形状之前作为片材提供。衬底层可在卷成管状形状之前作为平面片材提供。衬底层可在卷成管状形状之前作为矩形片材提供。此类片状衬底层可为容易获得的,并且因此降低了制造成本。
8、衬底层在卷成管状形状之前可具有大于衬底层的宽度的长度。衬底层在卷成管状形状之前可具有可为衬底层宽度的大约两倍的长度。备选地,衬底层在卷成管状形状之前可具有小于衬底层宽度的长度。衬底层的长度和宽度可取决于待加热的气溶胶生成制品的直径和制品的基质部分长度中的一者或两者来选择。衬底层的长度是指在将衬底层卷成管状形状之前沿衬底层的纵向轴线的长度。衬底层的宽度是指在将衬底层卷成管状形状之前垂直于衬底层的纵向轴线并且在衬底层的平面中测量的宽度。
9、衬底层可具有下文更详细地描述的加热装置的管圆周的两倍的长度。
10、更一般地,衬底层的长度可选择成使得衬底层的第二部分可在围绕衬底层的第一部分卷起衬底层的第二部分期间完全包绕衬底层的第一部分。
11、衬底层的第一部分的长度可与衬底层的第一部分的宽度相同或相似。衬底层的第二部分的长度可与衬底层的第二部分的宽度相同或相似。衬底层的第一部分的尺寸可与衬底层的第二部分的尺寸相同或相似。衬底层的第一部分的长度和宽度可与衬底层的第二部分的长度和宽度相同或相似。
12、衬底层的第二部分的表面面积可等于或大于衬底层的第一部分的表面面积。衬底层的第二部分的第三表面的表面面积可等于或大于衬底层的第一部分的第二表面的表面面积。
13、在衬底层卷起之后,衬底层的第一部分的外径可对应于衬底层的第二部分的内径。
14、加热元件可包括加热轨。加热轨可配置成生成热量。加热轨可为电阻加热轨。加热元件可包括用于电接触加热轨的电触头。电触头可通过任何已知的手段附接到加热轨,例如,通过软钎焊或焊接。第一电触头可附接到加热轨的第一端,并且第二电触头可附接到加热轨的第二端。加热轨的第一端可为加热轨的近端,并且加热轨的第二端可为加热轨的远端,或反之亦然。
15、加热轨可由不锈钢制成。加热轨可由约50μm厚的不锈钢制成。加热轨可优选地由约25μm厚的不锈钢制成。加热轨可由约50.8μm厚的铬镍铁合金制成。加热轨可由约25.4μm厚的铬镍铁合金制成。加热轨可由约35μm厚的铜制成。加热轨可由约25μm厚的康铜制成。加热轨可由约12μm厚的镍制成。加热轨可由约25μm厚的黄铜制成。
16、加热轨可光印刷在衬底层上。加热轨可在衬底层上化学蚀刻。
17、术语“加热轨”涵盖单个加热轨。加热元件或加热轨可印刷在衬底层的第一部分上。
18、加热轨可居中布置在衬底层的第一部分上。加热轨可具有长椅形状。加热轨可具有弯曲形状。在衬底层卷成管状形状之前,加热轨可为平坦的。加热轨或加热元件可为柔性的。当衬底层卷成管状形状时,加热轨或加热元件可遵循衬底层的管状形状。
19、加热元件可夹在衬底层的第一部分与衬底层的第二部分之间。在衬底层卷起之后,衬底层的第一部分可沿轴向方向布置在加热元件的内侧。在衬底层卷起之后,衬底层的第二部分可沿轴向方向布置在加热元件的外侧。
20、衬底层的第一部分可将加热元件与由管状形状衬底层形成的管的内侧电隔离。
21、加热装置可包括管,优选金属管,衬底层可围绕所述管裹绕或卷起。金属管优选不锈钢管。备选地,管可为陶瓷管。管可限定加热装置的管状形状。在衬底层卷起之后,管的外径可对应于衬底层的第一部分的内径。
22、作为备选方案,可以在卷起衬底层时形成管的方式,通过在加热元件的相对侧上将金属层设在衬底层的第一部分上来形成管。大体上,可通过围绕临时圆柱形或圆锥形支承元件卷起衬底层来便于衬底层的卷起。作为另一备选方案,衬底层的第一部分可由peek制成,peek可直接形成管。
23、衬底层的第二部分可使加热元件与由管状形状的衬底层形成的管外侧的环境热绝缘。换句话说,衬底层的第二部分可使加热元件与加热组件外侧的环境热绝缘。
24、加热组件可仅包括单个衬底层。加热组件可不包括单独的热绝缘层。优选地,衬底层具有将加热元件与由衬底层的第一部分包绕的管电隔离,并且衬底层使加热元件与加热组件外侧的环境热绝缘的双重功能。由于这些功能中的两个可由单个衬底层实现,因此提供了结构简单的加热组件,从而降低制造成本,同时改善加热组件的功能。
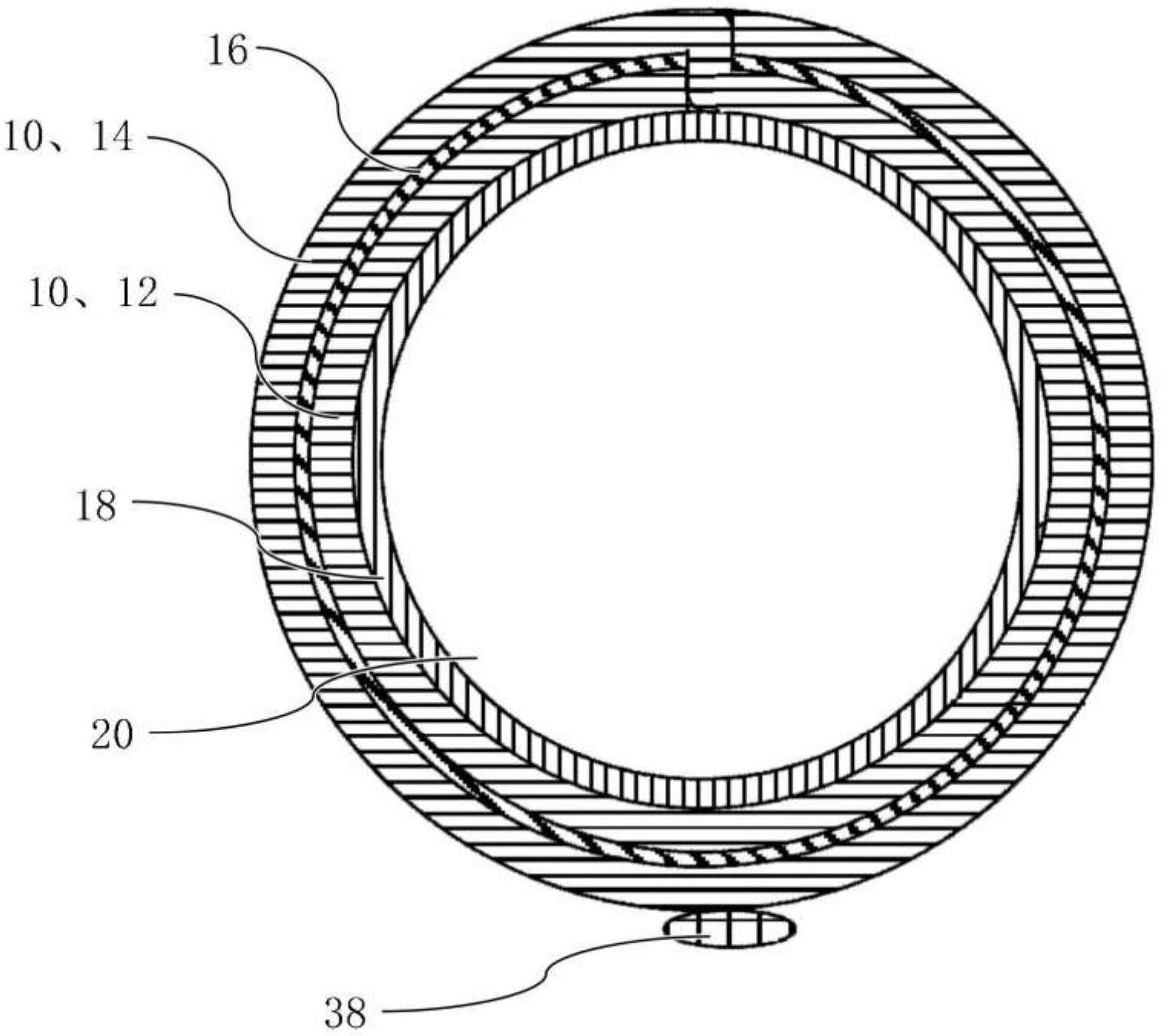
25、加热组件可进一步包括由管形成的加热室。衬底层可围绕加热室、优选围绕加热室的外侧至少卷起两次。围绕加热室第一次卷起衬底层意味着衬底层的第一部分围绕加热室卷起。围绕加热室第二次卷起衬底层意味着衬底层的第二部分围绕衬底层的第一部分卷起。
26、管可由不锈钢制成。管的长度可在10mm与35mm之间,优选在12mm与30mm之间,更优选在13mm与22mm之间。管可为中空管。中空管可具有在4mm与9mm之间,优选在5mm与6mm之间或在6.8mm与7.5mm之间,优选约5.35mm或约7.3mm的内径。管的厚度可在70μm至110μm之间,优选在80μm至100μm之间,优选约90μm。管可具有圆柱形横截面。管可具有圆形横截面。
27、衬底层的第一部分可包括第一表面和相对的第二表面。衬底层的第一部分的第一表面可布置成与加热室直接接触。衬底层的第一部分的第二表面可与加热元件直接接触。衬底层的第一部分的第二表面可与衬底层的第二部分直接接触。
28、类似地,衬底层的第二部分可包括第三表面和相对的第四表面。衬底层的第二部分的第三表面可布置成与加热元件直接接触。衬底层的第二部分的第三表面可布置成与衬底层的第一部分的第二表面直接接触。衬底层的第二部分的第四表面可形成加热装置的外表面。
29、衬底层的第二部分和加热元件中的一个或多个可布置成通过衬底层的第一部分与加热室间隔开。
30、衬底层的第一部分的长度可等于或小于管的圆周。第一部分可完全围绕管完全裹绕。第一部分可围绕管裹绕一次,使得管的表面在衬底层的第一部分已围绕管裹绕之后邻近衬底层的第一部分。衬底层的第二部分的长度可等于衬底层的第一部分的圆周,使得第二部分可在加热元件和第一部分上方裹绕。
31、加热室的圆周可为衬底层的长度约一半。加热室的圆周可等于形成加热室的管的圆周。
32、衬底层的第一部分可具有等于或小于管的圆周的长度。衬底层的第二部分可等于或大于管圆周的圆周,使得其可围绕管和衬底层的第一部分中的一者或两者的圆周裹绕至少一次。衬底层的第二部分可具有等于或大于衬底层的第一部分圆周的圆周,使得其可围绕管和第一部分中的一者或两者的圆周裹绕至少一次。
33、加热室的管可具有在70μm与110μm之间,优选在80μm与100μm之间,优选约90μm的厚度。
34、加热组件可进一步包括温度传感器。温度传感器可为ntc、pt100或优选pt1000温度传感器。温度传感器可焊接到加热器。温度传感器可设有连接件。温度传感器可设有金属连接件。连接件(优选不锈钢连接件)可直接蚀刻在衬底层上。然后,温度传感器金属连接件可焊接在衬底层的不锈钢连接件上。这允许了简单的制造过程。示例性制造过程在下文中描述。衬底层可与不锈钢片材层压,这产生由两层构成的“夹层”,底部一层是聚酰亚胺,顶部一层是不锈钢片材。然后,加热轨可光印刷在该夹层的第一部分上(在不锈钢侧上),并且同时,该夹层的第二部分(在不锈钢侧上)可光印刷有用于温度传感器的电连接件;因此可同时光印刷加热轨和温度传感器的电连接件。然后,可化学蚀刻整个夹层(聚酰亚胺抵挡化学蚀刻,因此仅蚀刻不锈钢),使得加热轨和用于温度传感器的不锈钢连接件(此处我们谈论夹层上的连接件)可利用同一过程在同一时间蚀刻。然后,在随后的组装阶段中,温度传感器金属连接件(其可为铜或其它材料)可焊接在不锈钢连接件上,所述不锈钢连接件在夹层的第二部分上位于“柔性加热器夹层”的表面上。
35、温度传感器可布置在衬底层的第二部分的外表面上。温度传感器可邻近于加热元件布置,并且通过衬底层的第二部分与加热元件分离。
36、温度传感器可定位在第二部分上,使得当衬底层卷起时,温度传感器可定位在对应于第一部分的中心的区域中。通过以这种方式定位温度传感器,加热元件可关联温度传感器,使得温度传感器邻近于加热元件的最热部分定位。邻近于温度传感器的最热部分可为第一部分的中心。加热元件可布置在第一部分的中心处。温度传感器可直接邻近于加热元件布置,仅通过衬底层的第二部分的厚度与加热元件间隔开。在对整个组件进行热成像以识别此最热点并且限定此最热点的机械位置之后,温度传感器可与加热轨的最热点精确对准。然后可将该信息反馈到加热组件设计,以允许温度传感器非常精确地对准。
37、粘合剂层和胶水层中的一者或两者可设在衬底层的第一部分的第一表面上。换句话说,粘合剂层或胶水层可与加热元件可布置在其上的一侧相对地设在第一部分的表面上。粘合剂层或胶水层可构造成将衬底层的第一部分牢固地保持在管的外圆周上。
38、粘合剂层的厚度可在15μm与50μm之间,优选在20μm与30μm之间,更优选约25μm。
39、粘合剂层可为硅基粘合剂层。粘合剂层可包括基于peek的粘合剂和丙烯酸粘合剂中的一者或两者。
40、粘合剂层和胶水层中的一者或两者可设在衬底层的第二部分的第三表面上。该粘合剂层或胶水层可构造成将衬底层的第二部分牢固地保持在衬底层的第一部分上。
41、当加热组件卷成管状形状时,热缩层可围绕加热组件布置。热缩层可构造成在加热供应到热缩层时收缩。热缩层可将加热组件牢固地保持在一起。热缩层可构造成向加热组件施加均匀的向内压力。热缩层可改善管与衬底层的第一部分之间,以及衬底层的第一部分与衬底层的第二部分之间中的一者或两者的接触。热缩层可将加热组件的大多数或所有部件紧密保持在一起。热缩层可用于替换本文中所述的胶水层或粘合剂层。备选地,热缩层可用于补充本文中所述的胶水层或粘合剂层。
42、热缩层的厚度可在100μm与300μm之间,优选约180μm。
43、热缩层可由peek制成。热缩层可由teflon和ptfe中的一者或多者制成或包括它们。
44、衬底层的厚度可在15μm与50μm之间,优选在20μm与30μm之间,更优选约25μm。
45、当优选地由不锈钢制成时,加热元件可具有在12μm与60μm之间,优选在45μm与55μm之间,更优选约50μm的厚度。当优选地由不锈钢制成时,加热轨可具有在12μm与60μm之间,优选在45μm与55μm之间,更优选约50μm的厚度。加热元件在由黄铜制成时可具有在20μm与30μm之间,优选约25μm的厚度。当优选地由黄铜制成时,加热轨可具有在20μm与30μm之间,优选约25μm的厚度。
46、本发明进一步涉及一种包括如本文中所述的加热组件的气溶胶生成装置。
47、本发明进一步涉及一种气溶胶生成系统,该系统包括如本文中所述的气溶胶生成装置和如本文中所述的包括气溶胶形成基质的气溶胶生成制品。
48、根据本发明的加热组件的近端构造成在朝向装置的口端或下游端的方向上布置在气溶胶生成装置内。根据本发明的加热组件的远端构造成在朝向装置的远端或上游端的方向上布置在气溶胶生成装置内。
49、如本文中所用,术语“上游”和“下游”用以描述气溶胶生成装置的部件或部件部分相对于在使用气溶胶生成装置期间气流在穿过气溶胶生成装置的方向的相对位置。根据本发明的气溶胶生成装置包括近端,在使用中,气溶胶通过所述近端离开装置。气溶胶生成装置的近端还可称作口端或下游端。口端在远端下游。气溶胶生成制品的远端还可称作上游端。气溶胶生成装置的部件或部件的部分可基于它们相对于气溶胶生成装置的气流路径的相对位置而描述为在彼此的上游或下游。
50、在本公开案的所有方面,加热元件可包括一种电阻材料。适合的电阻材料包括但不限于:半导体,例如掺杂陶瓷、“导”电陶瓷(例如二硅化钼)、碳、石墨、金属、金属合金以及由陶瓷材料和金属材料制成的复合材料。此类复合材料可包括掺杂或无掺杂的陶瓷。
51、如所描述,在本公开的任何方面,加热元件可包括外部加热元件,其中“外部”是指气溶胶形成基质。外部加热元件可采用任何合适形式。例如,外部加热元件可采用在介电衬底(如聚酰亚胺)上的一个或多个柔性加热箔或加热轨的形式。介电衬底是衬底层。柔性加热箔或加热轨可成形为遵循加热室的周边。备选地,外部加热元件可采用一个或多个金属网格、柔性印刷电路板、模制互连装置(mid)、陶瓷加热器、柔性碳纤维加热器的形式,或可使用涂层技术(如等离子体气相沉积)形成于合适的成形衬底层上。外部加热元件也可使用在温度与电阻率之间具有定义关系的金属形成。在此类示例性装置中,金属可形成为在衬底层的第一部分与衬底层的第二部分之间的轨。以此方式形成的外部加热元件可用于加热和监测外部加热元件在操作期间的温度。
52、加热元件有利地借助于传导来加热气溶胶形成基质。备选地,可借助于导热元件将来自内部或外部加热元件的热传导到基质。
53、在操作期间,气溶胶形成基质可完全包含在气溶胶生成装置内。在此情况下,用户可在气溶胶生成装置的烟嘴上抽吸。备选地,在操作期间,可在气溶胶生成装置内部分地容纳含有气溶胶形成基质的吸烟制品。在此情况下,用户可直接在吸烟制品上抽吸。
54、加热元件可配置为感应加热元件。感应加热元件可包括感应线圈和感受器。大体上,感受器是在由交变磁场穿透时能够生成热量的材料。根据本发明,感受器可为导电的或磁性的,或既是导电又是磁性的。由一个或若干感应线圈生成的交变磁场加热感受器,然后感受器将热量传递到气溶胶形成基质,使得形成气溶胶。热传递可主要通过热传导。如果感受器与气溶胶形成基质紧密热接触,则此热传递是最佳的。当采用感应加热元件时,感应加热元件可配置为如本文所述的外部加热器。如果感应加热元件构造为外部加热元件,则感受器元件优选地构造为至少部分地包绕加热室的圆柱形感受器。本文中所述的加热轨可构造成感受器。感受器可布置在衬底层的第一部分与衬底层的第二部分之间。衬底层的第二部分可由感应线圈包绕。感受器以及感应线圈可为加热组件的一部分。
55、优选地,气溶胶生成装置包括供电装置,该供电装置配置成向加热元件和加热组件中的一个或两个供电。供电装置优选包括电源。优选地,电源是电池,诸如锂离子电池。作为备选方案,电源可为另一种形式的电荷存储装置,诸如电容器。电源可能需要再充电。例如,电源可具有足够的容量以允许连续生成气溶胶持续大约六分钟的时间,或者持续六分钟的整倍数的时间。在另一个实例中,电源可具有足够的容量以允许加热组件的预定次数的抽吸或不连续激活。
56、供电装置可包括控制电子器件。控制电子器件可包括微控制器。微控制器优选地是可编程微控制器。电路可包括另外的电子部件。电路可配置成调节对加热组件的电力供应。电力可在激活系统之后连续地供应到加热组件,或者可间歇地供应,如在逐口抽吸的基础上。电力可以电流脉冲的形式供应到加热组件。
57、如本文中所用,术语“气溶胶形成基质”是指能够释放可形成气溶胶的挥发性化合物的基质。挥发性化合物可通过加热或燃烧气溶胶形成基质而释放。作为加热或燃烧的备选方案,在一些情况下,挥发性化合物可通过化学反应或通过机械刺激(诸如超声波)而释放出来。气溶胶形成基质可为固体或液体,或可包括固体和液体成分两者。气溶胶形成基质可为气溶胶生成制品的一部分。
58、如本文中所用,术语“气溶胶生成制品”指包括能够释放可形成气溶胶的挥发性化合物的气溶胶形成基质的制品。气溶胶生成制品可为一次性的。
59、如本文中所用,术语“气溶胶生成装置”是指与气溶胶形成基质相互作用以生成气溶胶的装置。气溶胶生成装置可与包括气溶胶形成基质的气溶胶生成制品或包括气溶胶形成基质的筒中的一种或两种相互作用。在一些实例中,气溶胶生成装置可对气溶胶形成基质进行加热以促进挥发性化合物从基质中释放。电操作的气溶胶生成装置可包括雾化器,例如电加热器,以对气溶胶形成基质进行加热以形成气溶胶。
60、如本文所用,术语“气溶胶生成系统”是指气溶胶生成装置与气溶胶形成基质的组合。当气溶胶形成基质形成气溶胶生成制品的一部分时,气溶胶生成系统是指气溶胶生成装置与气溶胶生成制品的组合。在气溶胶生成系统中,气溶胶形成基质和气溶胶生成装置协作以生成气溶胶。
61、下文提供了非限制性实例的非详尽列表。这些实例的任何一个或多个特征可与本文所述的另一实例、实施例或方面的任何一个或多个特征组合。
62、实例a:一种用于气溶胶生成装置的加热组件,所述加热组件包括:
63、衬底层,其中所述衬底层是电隔离衬底层,以及
64、加热元件,其中所述加热元件布置在所述衬底层的第一部分上,
65、其中所述衬底层包括第二部分,所述加热元件未设置在所述第二部分上,
66、其中所述衬底层卷成管状形状,使得所述衬底层的第一部分定位为内层,其中所述衬底层的第二部分定位为包绕所述衬底层的第一部分的外层,并且其中所述加热元件布置在所述衬底层的第一部分与所述衬底层的第二部分之间。
67、实例b:根据实例a的加热组件,其中所述衬底层是柔性的。
68、实例c:根据前述实例中任一项的加热组件,其中所述衬底层在卷成所述管状形状之前作为片材提供。
69、实例d:根据前述实例中任一项的加热组件,其中所述第二部分的表面面积等于或大于所述第一部分的表面面积。
70、实例e:根据前述实例中任一项的加热组件,其中所述加热元件包括加热轨。
71、实例f:根据前述实例中任一项的加热组件,其中所述加热元件印刷在所述衬底层的第一部分上。
72、实例g:根据前述实例中任一项的加热组件,其中所述加热元件夹在所述衬底层的第一部分与所述衬底层的第二部分之间。
73、实例h:根据前述实例中任一项的加热组件,其中所述衬底层的第一部分将所述加热元件与由所述管状形状衬底层形成的所述管的内侧电隔离。
74、实例i:根据前述实例中任一项的加热组件,其中所述衬底层的第二部分将所述加热元件与由所述管状形状衬底层形成的管外侧的环境热绝缘。
75、实例j:根据前述实例中任一项的加热组件,其中所述加热组件仅包括单个衬底层,并且不包括单独的热绝缘层。
76、实例k:根据前述实例中任一项的加热组件,其中所述加热组件进一步包括由管形成的加热室,其中所述衬底层围绕所述加热室、优选地围绕所述加热室的外侧卷起至少两次。
77、实例l:根据实例k的加热组件,其中所述衬底层的第一部分包括第一表面和相对的第二表面,其中所述衬底层的第一部分的第一表面布置成与所述加热室直接接触,并且优选地其中所述第二表面与所述衬底层的第二部分直接接触。
78、实例m:根据实例k或l的加热组件,其中所述衬底层的第二部分和所述加热元件中的一个或多个布置成通过所述衬底层的第一部分与所述加热室间隔开。
79、实例n:根据实例k至m中任一项的加热组件,其中所述加热室的圆周是所述衬底层的长度约一半。
80、实例o:根据前述实例中任一项的加热组件,其中所述加热组件进一步包括温度传感器。
81、实例p:根据实例o的加热组件,其中所述温度传感器布置在所述衬底层的第二部分的外表面上。
82、实例q:根据实例o或p的加热组件,其中所述温度传感器邻近于所述加热元件布置,并且通过所述衬底层的第二部分与所述加热元件分离。
83、实例r:根据前述实例中任一项的加热组件,其中粘合剂层和胶水层中的一者或两者与所述加热元件布置在其上的一侧相对地设在所述衬底层的第一部分上。
84、实例s:根据前述实例中任一项的加热组件,其中当所述加热组件卷成所述管状形状时,热缩层围绕所述加热组件布置。
85、实例t:根据实例s的加热组件,其中所述热缩层由peek制成。
86、实例u:气溶胶生成装置,包括根据前述权利要求中任一项所述的加热组件。
87、实例v:气溶胶生成系统,包括根据实例u的气溶胶生成装置以及包括气溶胶形成基质的气溶胶生成制品。
88、关于一个实施例描述的特征可同样应用于本发明的其它实施例。
- 还没有人留言评论。精彩留言会获得点赞!