一种方型天线全自动生产设备的制作方法
1.本发明涉及天线生产设备领域,具体为一种方型天线全自动生产设备。
背景技术:
2.方型天线是一种变换器,它把传输线上传播的导行波,变换成在无界媒介中传播的电磁波,或者进行相反的变换,在无线电设备中用来发射或接收电磁波的部件;随着科技的不断发展,应用无线电设备的电子设备越来越多;方型天线生产工序包含天线外壳、天线电路板、内塞转轴及销钉的安装。
3.对于方型天线的需求也越来越多;因此,市场上,针对于方型天线的生产设备也越来越多;方型天线生产大多都是需要一一进行人为干预操作,生产效率低,且生产出来的方型天线质量较差;并且,在方型天线的打销钉作业时,容易出现不良销钉,致使打销钉机构出现反钉、漏钉的风险,影响生产设备整体运行的稳定性,因此,本发明公开了一种方型天线全自动生产设备,以进行方型天线的全自动生产。
技术实现要素:
4.本发明的目的在于提供一种方型天线全自动生产设备,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:
6.一种方型天线全自动生产设备,包括pcb板送料装置和基壳送料装置;所述pcb板送料装置用于传送pcb电路板;所述基壳送料装置用于传送天线外壳,该基壳送料装置背部的出料端与所述pcb板送料装置右侧的出料端结合处连接有穿板体机构,其穿板体机构用于将pcb电路板穿入至天线外壳内以形成天线初级成品;
7.所述穿板体机构右侧的出料端连接有站位输送机构,该站位输送机构右侧的出料端连接有内塞转轴装配装置,且站位输送机构用于将天线初级成品输送至内塞转轴装配装置,其内塞转轴装配装置用于将天线初级成品装配上内塞与转轴以形成天线中级成品;
8.所述内塞转轴装配装置右侧的出料端连接有销钉自动打入装置,该销钉自动打入装置用于对天线中级成品打入销钉以形成天线最终成品;所述销钉自动打入装置右侧的出料端连接有用于检测天线最终成品的成品检测装置。
9.进一步地,还包括位于穿板体机构背部的网分测试机构、位于pcb板送料装置背部的网分测试仪、以及安装在销钉自动打入装置上方的销钉ccd检测机构,该销钉ccd检测机构与销钉自动打入装置配合使用以实现全自动打销钉检测工作。
10.进一步地,所述网分测试机构与穿板体机构配合以实现pcb电路板精准定位穿入至天线外壳内部,该网分测试机构包括用于检测pcb电路板与天线外壳穿入状态的探针。
11.进一步地,所述pcb板送料装置由pcb板放料机构和分板搬送机构组成,该pcb板放料机构包括水平推料机构,其分板搬送机构用于将电路板组分隔成pcb电路板,所述水平推料机构用于将电路板组推移至分板搬送机构。
12.进一步地,所述基壳送料装置由基壳放料机构和基壳搬送机构组成,该基壳放料机构包括用于放置天线外壳的置料板,该基壳搬送机构包括安装在基壳放料机构正上方的支撑架、安装在支撑架上方的前后位移机构、以及位于支撑架下方并与前后位移机构连接的提料机构,其提料机构与前后位移机构相配合用于将置料板向上提起后移送至分板搬送机构的出料端。
13.进一步地,所述前后位移机构包括丝杆步进电机、以及安装在丝杆步进电机上并用以前后移动的搬送台,该支撑架的顶端对称分布有引导部,其引导部包括二号导轨、以及位于二号导轨外侧的滑孔;所述搬送台的底端两侧具有平稳移动部,其平稳移动部包括位于搬送台底部并沿二号导轨移动的矩形状凸起、以及固连在搬送台底部两侧并伸入至滑孔孔腔的竖支板;所述提料机构包括固连在竖支板底端的横支板、及安装在横支板底端的提料吸附件。
14.进一步地,所述穿板体机构包括电路板吸附机构和外壳吸附机构,该电路板吸附机构由一号气缸和一号吸盘构成,且外壳吸附机构由二号气缸和二号吸盘构成。
15.进一步地,所述站位输送机构包括站位吸附件和传送件,该站位吸附件用于将穿套好的天线外壳与pcb电路板组合件吸至传送件上以进行输送。
16.进一步地,所述内塞转轴装配装置包括内塞机构和穿转轴机构,该穿转轴机构由转轴吸附件和四号丝杆电机组成。
17.进一步地,所述销钉自动打入装置由振动盘和打销钉机构组成,该振动盘用于输送销钉;所述打销钉机构包括打销钉丝杆电机和销钉吸附件。
18.本发明的有益效果是:
19.1、本发明公开的方型天线全自动生产设备,依靠pcb板送料装置、基壳送料装置与网分测试机构的配合,能够实现天线外壳与电路板的自动穿入;并且在站位输送机构、内塞机构和穿转轴机构的相互配合下,实现内塞与转轴自动装配至天线外壳内;同时利用打销钉机构进行销钉的自动打入,以实现方型天线一体化自动化的生产方式,极大地降低方型天线的生产难度,提高了方型天线的生产效率。
20.2、本发明公开的方型天线全自动生产设备,通过网分测试仪与销钉ccd检测机构的配合,能够对生产出的方型天线进行ccd质量检测,将不良销钉从生产设备中剔除,有效避免打销钉机构出现反钉、漏钉的风险,提高该全自动生产设备整体运行的稳定性,同时自动判定合格的方型天线并剔除生产的不良品方型天线,以实现方型天线的全自动生产,提高该全自动生产设备天线生产的品质及质量。
21.3、本发明公开的方型天线全自动生产设备,通过网分测试机构与穿板体机构的配合,实现天线外壳与电路板的自动精准定位穿入。
附图说明
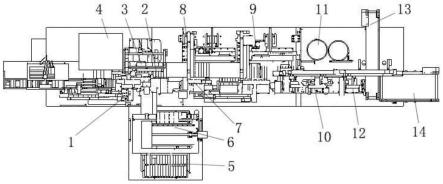
22.图1为本发明全自动生产设备的结构俯视图;
23.图2为本发明全自动生产设备的结构主视图;
24.图3为本发明pcb板放料机构的结构立体图;
25.图4为本发明网分测试机构的结构示意图;
26.图5为本发明基壳放料机构的结构立体图;
27.图6为本发明基壳搬送机构的结构立体图;
28.图7为本发明站位输送机构的结构主视图;
29.图8为本发明内塞机构的结构示意图;
30.图9为本发明穿转轴机构的结构立体图;
31.图10为本发明打销钉机构的结构立体图;
32.图11为本发明生产成品方型天线的结构示意图。
33.图中:1pcb板放料机构、101放料传输台、102pcb电路板、103活动台、104一号电机、105一号丝杆、106一号气缸、107横杆、108一号吸盘、2网分测试机构、201测试台、202滑台气缸、203探针、3分板搬送机构、4网分测试仪、5基壳放料机构、501支台、502通槽、503顶撑块、504置料板、6基壳搬送机构、601支撑架、602滑孔、603二号电机、604二号导轨、605二号丝杆、606搬送台、607竖支板、608横支板、609二号气缸、610二号吸盘、7站位输送机构、71三号吸盘、72三号气缸、73主输送台、74第一履带、75副输送台、8内塞机构、81连接板、82固定台、83第二履带、84内塞丝杆电机、85移动台、9穿转轴机构、91四号气缸、92四号吸盘、93四号丝杆电机、94四号真空发生器、10销钉ccd检测机构、11振动盘、12打销钉机构、121撑台、122移动导轨、123打销钉丝杆电机、124五号气缸、125五号吸盘、126五号真空发生器、127负压表、13不良品搬送机构、14成品搬送机构、15成品方型天线、151天线外壳、152合格销钉、153转轴。
具体实施方式
34.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
35.实施例一
36.请参阅图1-10,其为本发明提供一种技术方案,一种方型天线全自动生产设备,包括pcb板送料装置和基壳送料装置;pcb板送料装置用于传送pcb电路板102;基壳送料装置用于传送天线外壳151,该基壳送料装置背部的出料端与pcb板送料装置右侧的出料端结合处连接有穿板体机构,其穿板体机构用于将pcb电路板102穿入至天线外壳151内以形成天线初级成品;
37.穿板体机构右侧的出料端连接有站位输送机构7,该站位输送机构7右侧的出料端连接有内塞转轴装配装置,且站位输送机构7用于将天线初级成品输送至内塞转轴装配装置,其内塞转轴装配装置用于将天线初级成品装配上内塞与转轴以形成天线中级成品;
38.内塞转轴装配装置右侧的出料端连接有销钉自动打入装置,该销钉自动打入装置用于对天线中级成品打入销钉以形成天线最终成品;销钉自动打入装置右侧的出料端连接有成品检测装置,该成品检测装置用于对天线最终成品进行检测以剔除不良品及搬送合格成品天线;其成品检测装置包括不良品搬送机构13和成品搬送机构14,其不良品搬送机构13和成品搬送机构14皆采用市面上常用的皮带输送机,诸如dt75型、zp60型皮带输送机适用于本发明实施例。
39.请参阅图1和2所示,一种方型天线全自动生产设备,还包括位于穿板体机构背部
的网分测试机构2、位于pcb板送料装置背部的网分测试仪4、以及安装在销钉自动打入装置上方的销钉ccd检测机构10,该销钉ccd检测机构10与销钉自动打入装置配合使用以实现全自动打销钉检测工作;通过不良品搬送机构13和成品搬送机构14将成品的方型天线进行搬送,利用销钉ccd检测机构10对成品的方型天线进行判别,判别成品方型天线中销钉与转轴的组合状态,当销钉与转轴完全适配不歪斜时,成品方型天线会被判定为合格,合格后的方型天线会被成品搬送机构14进行搬送;当销钉ccd检测机构10检测到成品方型天线中销钉与转轴完全不适配歪斜时,方型天线会被不良品搬送机构13进行搬送。
40.其中,网分测试机构2与穿板体机构配合以实现pcb电路板102精准定位穿入至天线外壳内部,该网分测试机构2包括安装在穿板体机构上方的滑台气缸202、活动连接在滑台气缸202上方的测试台201、以及安装在测试台201底部并用于检测pcb电路板102与天线外壳穿入状态的探针203;采用但不限于cks075系列型号、cks050系列型号、cks100系列型号的探针203应用于本发明实施例。
41.需要说明的是,网分测试仪4用于对pcb电路板102与天线外壳151的穿入状态进行实时测试,并将测试结果即pcb电路板102是否准确穿入天线外壳内部信息显示在网分测试仪4的屏幕上,其网分测试仪4采用但不限于qa-4030cnc型号的双镜头全自动影像测试仪,其他诸如dv-4030型、dv-2515型号的测试仪也适用于本发明实施例;并且网分测试仪4能够与pcb板送料装置配合,以对pcb电路板102进行检测,检测pcb电路板102表面是否存有裂纹。
42.实施例二
43.请参阅图1和图3所示,pcb板送料装置由pcb板放料机构1和分板搬送机构3组成,该pcb板放料机构1包括放料传输台101、以及安装在放料传输台101侧面的水平推料机构,其分板搬送机构3用于将电路板组分隔成pcb电路板102,穿板体机构安装在分板搬送机构3右侧;水平推料机构用于将电路板组推移至分板搬送机构3,该水平推料机构由一号电机104和一号丝杆105构成,其一号电机104与一号丝杆105形成丝杆电机,用以搬送pcb电路板102,所提及一号丝杆105上带有活动台103,活动台103的一侧连接有横杆107,其丝杆电机在运作时活动台103在一号丝杆105上往复移动。
44.请参阅1、图5和图6所示,基壳送料装置由基壳放料机构5和基壳搬送机构6组成,该基壳放料机构5包括支台501、对称开设于支台501上方的通槽502、活动插入于通槽502内的顶撑块503、以及安装在顶撑块503上方并用于放置天线外壳的置料板504,该基壳搬送机构6包括安装在基壳放料机构5正上方的支撑架601、安装在支撑架601上方的前后位移机构、以及位于支撑架601下方并与前后位移机构连接的提料机构,其提料机构与前后位移机构相配合用于将置料板504向上提起后移送至分板搬送机构3的出料端;所提及的顶撑块503用于架空置料板504,让置料板504更加便捷的被提料机构提起。
45.其中,前后位移机构包括安装于支撑架601顶端中部的丝杆步进电机、以及安装在丝杆步进电机上并用以前后移动的搬送台606,其丝杆步进电机由二号电机603和二号丝杆605构成;支撑架601的顶端对称分布有引导部,其引导部包括二号导轨604、以及位于二号导轨604外侧的滑孔602;搬送台606的底端两侧具有平稳移动部,其平稳移动部包括位于搬送台606底部并沿二号导轨604移动的矩形状凸起、以及固连在搬送台606底部两侧并伸入至滑孔602孔腔的竖支板607;提料机构包括固连在竖支板607底端的横支板608、以及安装
在横支板608底端的提料吸附件,该提料吸附件由二号气缸609和二号吸盘610组成;其提料吸附件用于将天线外壳输送至分板搬送机构3,分板搬送机构3将分隔后的pcb电路板102利用穿板体机构实现穿套工作,即pcb电路板102穿入至天线外壳内;穿板体机构包括电路板吸附机构和外壳吸附机构,该电路板吸附机构由一号气缸106和一号吸盘108构成,且外壳吸附机构与提料吸附件结合为一体,即外壳吸附机构皆由二号气缸609和二号吸盘610构成。
46.请参阅图1和图7所示,站位输送机构7包括站位吸附件和传送件,该站位吸附件用于将穿套好的天线外壳与pcb电路板102组合件吸至传送件上以进行输送,且站位吸附件由三号吸盘71与三号气缸72构成,其传送件由主输送台73、第一履带74和副输送台75构成;其中,主输送台73与副输送台75皆为输送机,其输送机采用但不限于dt75型、zp60型皮带输送机。
47.需要说明的是,三号吸盘71在使用时需要与三号真空发生器配合使用,其三号真空发生器安装在站位输送机构7上,二号吸盘610在使用时需要与二号真空发生器配合使用,其二号真空发生器安装在pcb板放料机构1上;一号吸盘108在使用时需要与一号真空发生器配合使用,一号真空发生器安装在基壳放料机构5上;其中,第一履带74和第二履带83皆为传送履带,用于输送天线的pcb电路板102和内塞。
48.请参阅图8和图9所示,内塞转轴装配装置包括内塞机构8和穿转轴机构9,该穿转轴机构9由转轴吸附件和四号丝杆电机93组成,其转轴吸附件由四号气缸91和四号吸盘92组成;内塞机构8由连接板81、固定台82、内塞丝杆电机84和第二履带83组成;其连接板81固连在穿转轴机构9的机体上,且固定台82安装在连接板81上方,其内塞丝杆电机84的丝杆安装移动台85,移动台85与固定台82连接。
49.其中,内塞丝杆电机84与第二履带83皆安装在固定台82上,且内塞丝杆电机84用于将天线的内塞推送至天线外壳与pcb电路板102的结合位置上以得到天线半成品,天线半成品通过第二履带83与内塞丝杆电机84配合传输至穿转轴机构9上,通过穿转轴机构9在天线半成品上装入转轴,即四号丝杆电机93将转轴进行传输,并且在四号气缸91和四号吸盘92的配合下将转轴吸起并装入到天线外壳端部以形成天线中级成品;其中,穿转轴机构9还包括四号真空发生器94,其四号真空发生器94运行时驱动四号吸盘92产生吸力以吸取转轴。
50.实施例三
51.请参阅图10所示,销钉自动打入装置由振动盘11和打销钉机构12组成,该振动盘11用于输送销钉至打销钉机构12处;打销钉机构12包括撑台121、安装在撑台121上的移动导轨122、安装在移动导轨122上的打销钉丝杆电机123、以及安装在撑台121上的销钉吸附件,该销钉吸附件由五号气缸124和五号吸盘125组成;其五号气缸124和五号吸盘125将销钉打入至天线中级成品的转轴位置以形成方型天线,其中,打销钉机构12还包括五号真空发生器126、以及安装在撑台121上用于显示五号真空发生器126运行气压的负压表127;五号真空发生器126运行带动五号吸盘125产生吸力吸取销钉以进行打销钉工作。
52.本发明运行原理:该方型天线全自动生产设备,往pcb板放料机构1放入由至少两组pcb电路板102组成的电路板组,通过丝杆电机搬送至分板搬送机构3进行分板,分板后的pcb电路板102搬送至网分测试机构2进行测试,由基壳放料机构5将天线外壳放入基壳搬送
机构6,通过基壳搬送机构6搬送至内塞机构8,网分测试完毕的pcb电路板102穿入天线外壳,并由内塞机构8在天线外壳内部塞入内塞,装配完毕后的天线外壳由站位输送机构7搬送至穿转轴机构9以在天线外壳内装配上转轴,组装完毕后的天线外壳搬送至打销钉机构12,先利用销钉ccd检测机构10检测销钉的外形结构信息是否存有质量问题,再将合格的销钉通过打销钉机构12打入至转轴位置上,再通过销钉ccd检测机构10对打入销钉后的天线外壳进行检测,以检测装配后的天线合格与否,合格的天线通过成品搬送机构14进行搬送,不合格的天线通过不良品搬送机构13进行搬送。
53.其中,所提及的销钉ccd检测机构10能够在该全自动生产设备运行时,对不良销钉通过ccd进行踢出,以避免传统销钉机出现反钉、漏钉的风险,以此提高了该全自动生产设备运行时的稳定性;销钉ccd检测机构10包括ccd相机。
54.需要说明的是,本发明所提及的气缸、丝杆电机、滑台气缸202、真空发生器、振动盘11和吸盘皆采用市面上生产设备常用规格,结构及其原理为市场上公知的技术,故在此不作赘述;其中,气缸能选用但不限于亚德客型su系列标准气缸或cdqmb2015型号的薄型气缸;所提及的滑台气缸202采用但不限于stmb10/16/20/25-50-75-10复动型气动双杠;所提及的丝杆电机采用但不限于57bygh748t10型或tb型丝杆步进马达电机;所提及的真空发生器采用但不限于smc系列zb0631型或zb0431型真空发生器;所提及的吸盘为真空吸盘,其采用但不限于协多牌01型或xr-g400型吸盘;所提及的振动盘11采用但不限于cnc按钮振动盘或cch03型振动盘。
55.请参阅图11所示,该方型天线全自动生产设备应用举例:通过该方型天线全自动生产设备生产出的成品方型天线15;其成品方型天线15由天线外壳151、pcb电路板、内塞、转轴153和合格销钉152组成。
56.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
57.以上实施例仅表达了本发明的优选的实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制;应当指的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以作出若干变形和改进,这些都属于本发明的保护范围;在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系;其中,可拆卸安装的方式有多种,例如,可以通过插接与卡扣相配合的方式,又例如,通过螺栓连接的方式等。
58.尽管已示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1