盖件、电子设备、盖板及其制造方法与流程
本技术涉及电子设备领域,具体而言,涉及盖件、电子设备、盖板及其制造方法。
背景技术:
1、手机、平板电脑等电子设备的盖件,作为设备外壳的一部分,通常用于覆盖电子设备。
2、已知技术中,手机后盖等盖件结构和材料的整体性程度较高,存在设计自由度较低,不容易兼顾加工效率、成本和结构性能的问题。
技术实现思路
1、本技术提供盖件、电子设备、盖板及其制造方法,以解决已知电子设备盖件设计自由度较低,不容易兼顾加工效率、成本和结构性能的问题。
2、第一方面,本技术实施例提供一种盖件,盖件包括背板部分和外弧部分,其包括盖板和外附层,外附层贴合连接于盖板的一侧。其中,盖板包括主体部分和边缘部分。主体部分的外周边缘具有结合面。边缘部分连接于主体部分的外周边缘,并在结合面处和主体部分结合为一体,结合面位于背板部分的外周和外弧部分的外周之间。
3、本技术实施例中,盖件由盖板和外附层构成,且盖板通过主体部分和边缘部分结合而成,方便采用不同材料和/或不同加工成型方法成型不同部分。例如,主体部分选用具有一定结构强度的材料粗加工获得,确保其结构强度且避免精加工耗时耗力成本高;而边缘部分材料选用具有一定变形能力的柔性材料,并通过注塑等工艺成型,利于边缘部分与相配合的其他结构(如手机的中框)之间的形状适配;外附层则主要考虑其外表面的触摸手感即可。
4、由此,本技术实施例中的盖件具有设计自由度高,方便根据不同部分的性能要求分别设计,从而兼顾效率、成本和结构性能,以高效、低成本地加工得到所需性能的盖件。
5、并且结合面位于背板部分和外弧部分之间,使得边缘部分仅占据外弧部分外侧的部分,一方面减小注塑成型的边缘部分的注塑量,另一方面确保主体部分占据足够大的范围,利于采用较高强度材料的主体部分的结构性能充分发挥。
6、在一种可能的实现方式中,结合面呈周向封闭的锯齿状。
7、该实现方式中,设置周向封闭的锯齿状的结合面,一方面主体部分和边缘部分之间的结合面积较大,提高结合强度,另一方面周向封闭的结合面使得成型的边缘部分呈周向封闭的环形,能够较可靠地套在主体部分外周,也提高了结合强度。
8、在一种可能的实现方式中,锯齿状的结合面的齿槽深度在1-3mm。
9、该实现方式中,实践表明,深度1-3mm的齿槽能够使主体部分和边缘部分结合足够可靠。
10、在一种可能的实现方式中,主体部分由一盖板坯件冲切去除外周部分而成,结合面位于冲切形成的切口处;边缘部分以注塑的方式在结合面处与主体部分熔合为一体。
11、该实现方式中,主体部分通过冲切的方式得到操作方便快捷,边缘通过注塑得到,一方面容易成型边缘复杂结构,另一方面注塑成型的边缘部分能够以其注塑时的热直接实现和主体部分的熔合,操作简单快捷。
12、在一种可能的实现方式中,边缘部分由第二材料构成,第二材料为柔性材料。
13、该实现方式中,边缘部分采用柔性材料构成,盖板的边缘在和其他构件配合时具有一定的变形能力,一方面能够适应一定程度的形状尺寸公差,另一方面在和其他构件配合时容易形成可靠的密封贴合。
14、在一种可能的实现方式中,第二材料为pc或玻纤增强pc。
15、该实现方式中,pc或玻纤增强pc材料制成的边缘部分具有合适的柔性,且容易与主体部分熔合。
16、在一种可能的实现方式中,玻纤增强pc中的玻纤质量百分比为10%-30%。
17、该实现方式中,该百分比的玻纤增强pc兼具较好的尺寸强度和柔性。
18、在一种可能的实现方式中,主体部分由第一材料构成,第一材料为玻纤板或碳纤维板。
19、该实现方式中,主体部分采用玻纤板或碳纤维板,一方面能够以较薄的厚度获得较高的结构强度,另一方面容易和由pc或玻纤增强pc等塑胶材料制成的边缘部分熔合。
20、在一种可能的实现方式中,边缘部分和主体部分均含有树脂成份,边缘部分和主体部分通过两者所含树脂成份熔合为一体。
21、该实现方式中,主体部分和边缘部分通过树脂成份熔合,省去了通过设置额外粘接层或特殊结合结构的操作。
22、在一种可能的实现方式中,外附层通过热熔胶粘合于盖板。
23、该实现方式中,外附层通过热熔胶粘合于盖板,粘接可靠。
24、在一种可能的实现方式中,外附层的构成材料为塑胶或pu。
25、该实现方式中,外附层采用塑胶或pu,利于通过热熔胶和盖板结合。
26、在一种可能的实现方式中,外附层覆盖并粘接于主体部分和至少部分边缘部分,以使外附层跨过主体部分和边缘部分的结合面。
27、该实现方式中,外附层跨过粘接主体部分和边缘部分并同时粘接两者,进一步提高了主体部分和边缘部分的一体性,使得两者更加不容易在热的作用下脱开。
28、在一种可能的实现方式中,结合面垂直于背板部分。
29、该实现方式中,结合面垂直于背板部分,容易通过垂直于背板部分的冲刀冲切形成;加之该结合面和外弧部分的延伸方向倾斜相交,较之沿法向冲切,能够提高结合面的面积。
30、在一种可能的实现方式中,边缘部分包括从主体部分外周边缘继续延伸的边缘基体和从边缘基体的外周边缘沿边缘基体的厚度方向向外延伸形成的尾沿结构。
31、该实现方式中,尾沿结构为从边缘基体向外延伸而成,其容易受力沿两侧变形,利于与其他结构之间的抵接配合。
32、在一种可能的实现方式中,外附层位于尾沿结构内侧,且外附层和尾沿结构之间具有间隙。
33、该实现方式中,该间隙容许尾沿结构发生一定的侧向位移和变形,提高盖件和其他结构配合时的适配性。
34、在一种可能的实现方式中,间隙的截面呈扇形或环扇形,以使尾沿结构能够受力以尾沿结构和边缘基体连接处为转动中心旋转变形至靠近或贴合外附层的位置。
35、该实现方式中,扇形或环扇形的间隙使得尾沿结构能够侧向旋转变形一定角度后贴合外附层。
36、第二方面,本技术实施例提供一种盖件制造方法,用于制造前述的盖件,盖件制造方法包括:
37、形成盖板:将一盖板坯料的外周切除,形成外周边缘具有结合面的主体部分;注塑形成一体结合于主体部分的外周边缘的边缘部分,边缘部分和主体部分在结合面处一体结合;
38、附加外附层:将外附层贴附于盖件的外侧面。
39、本实施例中,通过外周切除和注塑成型边缘部分的特殊工艺,有利于得到形状尺寸准确的盖板。并且,因外周去除操作不用于确定盖板的最终外轮廓,因而无精确定位等工艺要求,操作效率高、难度小;而后通过注塑的方式形成边缘部分,其形状可由注塑模具的形状确定,较之现有通过cnc加工的方式,成型时间和工艺难度都大大降低。
40、此外,本技术实施例通过外周去除加注塑成型的特殊工艺,可以方便地得到注塑成型的边缘部分的构成材料不同于主体部分构成材料的盖板,这样的盖板能够根据不同材料的选择而能兼具多种功能。例如,当主体部分选用具有一定结构强度的材料、边缘部分材料选用具有一定弹性的材料时,该盖板能够以较薄的厚度实现较高的结构性能,同时边缘部分的弹性利于盖板与相配合的其他结构(如手机的中框)之间的形状适配。
41、在一种可能的实现方式中,边缘部分采用第二材料,第二材料为柔性材料。
42、该实现方式中,边缘部分采用柔性材料构成,盖板的边缘在和其他构件配合时具有一定的变形能力,一方面能够适应一定程度的形状尺寸公差,另一方面在和其他构件配合时容易形成可靠的密封贴合。
43、在一种可能的实现方式中,第二材料为pc或玻纤增强pc。
44、该实现方式中,pc或玻纤增强pc材料制成的边缘部分具有合适的柔性,且容易与主体部分熔合。
45、在一种可能的实现方式中,玻纤增强pc中的玻纤质量百分比为10%-30%。
46、该实现方式中,该百分比的玻纤增强pc兼具较好的尺寸强度和柔性。
47、在一种可能的实现方式中,主体部分由第一材料构成,第一材料为玻纤板或碳纤维板。
48、该实现方式中,主体部分采用玻纤板或碳纤维板,一方面能够以较薄的厚度获得较高的结构强度,另一方面容易和由pc或玻纤增强pc等塑胶材料制成的边缘部分熔合。
49、在一种可能的实现方式中,边缘部分和主体部分均含有树脂成份,边缘部分和主体部分通过两者所含树脂成份熔合为一体。
50、该实现方式中,主体部分和边缘部分通过树脂成份熔合,省去了通过设置额外粘接层或特殊结合结构的操作。
51、在一种可能的实现方式中,外附层通过热熔胶粘合于盖板。
52、该实现方式中,外附层通过热熔胶粘合于盖板,粘接可靠。
53、在一种可能的实现方式中,外附层的构成材料为塑胶或pu。
54、该实现方式中,外附层采用塑胶或pu,利于通过热熔胶和盖板结合。
55、第三方面,本技术实施例提供一种电子设备,包括电子设备主体和前述盖件。盖件配合连接于电子设备主体。
56、本实施例中的电子设备采用前述的盖件,具有盖件设计自由度高,容易实现和电子设备主体适配的有益效果。
57、在一种可能的实现方式中,电子设备为手机或平板电脑,电子设备主体包括中框。盖件配合连接于中框,且盖件和中框围成容置空间。边缘部分由柔性材料构成,盖件以边缘部分密封压合于中框,以使盖件和中框密封接触。
58、该实现方式中,盖件和中框之间围成的容置空间可用于容置电池板等元器件,盖件的边缘部分和中框之间的密封接触,能够提高容置空间的密封性,确保其内元器件的使用安全。
59、在一种可能的实现方式中,中框朝向盖板一侧表面包括环形的第一表面和位于第一表面外周的第二表面。盖件以朝向中框一侧的表面通过背胶层贴合于第一表面;并且在背胶层被激活后,边缘部分被抵紧于第二表面和外附层之间。
60、该实现方式中,中框内外侧分别第一表面和第二表面,并形成内侧通过背胶层粘合密封和外侧通过柔性的边缘部分和第二表面抵紧密封的双重密封形式,大大提高了中框和盖板之间的密封性能。
61、在一种可能的实现方式中,背胶层覆盖主体部分和部分的边缘部分,且边缘部分的外周边缘具有悬空地伸出背胶层之外的伸出部分。
62、该实现方式中,边缘部分的外周边缘悬空伸出,伸出部分的变形受背胶层影响较小,具有较大的变形自由度,容易和在中框压合时适应性变形以适配中框,降低其与中框机械抵触影响背胶激活的可能。
63、在一种可能的实现方式中,中框朝向盖板一侧表面还设有下凹形成的环槽,环槽位于第一表面和第二表面之间。第一表面和第二表面均为靠近环槽一侧较低、另一侧较高,且第一表面靠近环槽一侧延伸至连接于环槽的上口处。
64、该实现方式中,第一表面较低一侧延伸至连接环槽上口,如此,在背胶层被激活压薄时,多余的背胶能够被沿第一表面挤入到环槽中,利于背胶层的激活。且挤入环槽内的背胶能够填充环槽并在环槽处粘合甚至支撑边缘部分的悬空伸出部分,进一步提高盖件和中框之间的密封性。
65、在一种可能的实现方式中,背胶层靠近环槽一侧延伸至第一表面和环槽交接处附近。
66、该实现方式中,背胶层被激活时,被挤出的背胶容易沿倾斜的第一表面被挤入环槽内。
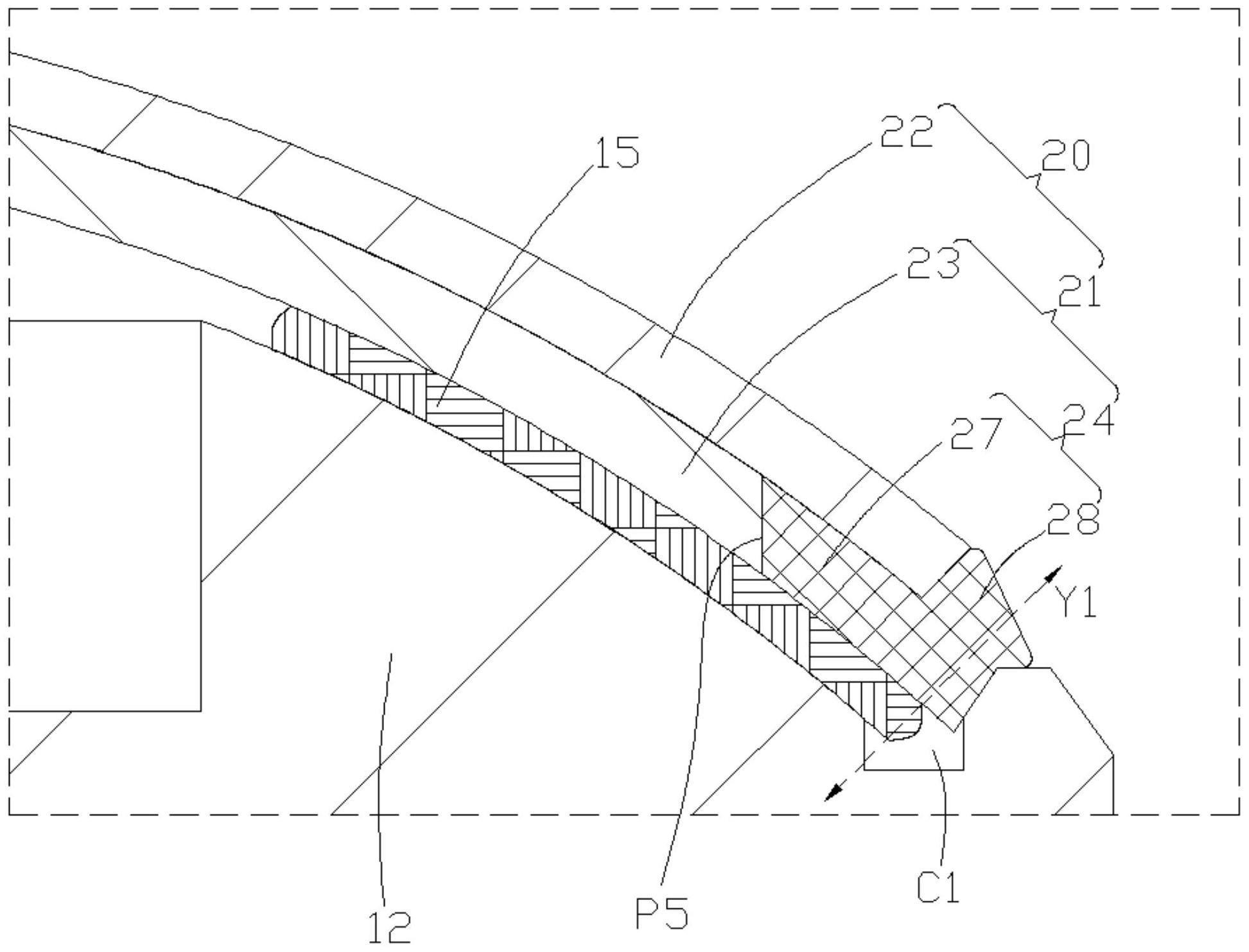
67、在一种可能的实现方式中,第二表面包括斜面段和平面段,平面段与中框的厚度方向垂直,斜面段和中框的厚度方向倾斜相交。斜面段内侧延伸至和环槽交接,平面段连接于斜面段外侧。边缘部分包括从主体部分外周边缘继续延伸的边缘基体和从边缘基体的外周边缘沿边缘基体的厚度方向向外延伸形成的尾沿结构。尾沿结构位于平面段和外附层之间,尾沿结构具有对应外附层的第三表面和对应平面段的第四表面,且第三表面和外附层相间隔以限定间隙。
68、该实现方式中,边缘部分的尾沿结构被压紧在平面段和外附层之间,能够较好地和中框贴合,利于盖件和中框之间的密封。并且,设置间隙,使得在盖板组装向中框时,尾沿结构被平面段阻挡后,能够通过向间隙一侧旋转变形,而使盖件整体能够继续下压装配到位。
69、在一种可能的实现方式中,在背胶层被激活前,斜面段和边缘基体的外周面相对,且边缘基体的外周面和中框的厚度方向之间的夹角大于斜面段和中框的厚度方向之间的夹角,以使背胶层被激活时,边缘基体能够随尾沿结构旋转变形至使边缘基体的外周面贴合斜面段。
70、该实现方式中,发明人发现,在盖件下压的过程中,尾沿结构旋转变形会带动边缘基体的外周面的角度发生一定变化。通过设置夹角差,能够较好地适应该变化,使得盖件装配到位后,边缘基体的外周面和斜面段能够较好地贴合。
71、在一种可能的实现方式中,斜面段和中框的厚度方向之间的夹角为30-35°,边缘基体的外周面和中框的厚度方向之间的夹角比斜面段和中框的厚度方向之间的夹角大3-8°。
72、该实现方式给出了较佳的夹角和夹角差取值,能够较好地实现前述使边缘基体的外周面贴合斜面段的效果。
73、第四方面,本技术实施例提供一种电子设备制造方法,用于制造前述的电子设备;电子设备制造方法包括:
74、在中框的第一表面粘贴背胶层;
75、将盖件沿中框的厚度方向压紧于中框,至背胶层被激活,使盖件朝向中框一侧的表面通过背胶层贴合于中框的第一表面,以及使边缘部分被第二表面抵止而相对地向外附层一侧变形至被抵紧于第二表面和外附层之间。
76、本实施例中的电子设备制造方法,盖件通过背胶层粘接在第一表面,通过其边缘部分被抵紧于第二表面和外附层之间,使得中框和盖件之间具有双重的密封效果,密封性能更佳。
77、第五方面,本技术实施例提供一种盖板,其包括主体部分和边缘部分;主体部分的外周边缘具有结合面;边缘部分连接于主体部分的外周边缘,并在结合面处和主体部分结合为一体。
78、本实施例提供的盖板边缘部分和主体部分通过结合面结合,两者方便分别设计,盖板设计自由度较高。
79、第六方面,本技术实施例提供一种盖板制造方法,其包括:
80、将一盖板坯料的外周切除,形成外周边缘具有结合面的主体部分;
81、注塑形成一体结合于主体部分的外周边缘的边缘部分,边缘部分和主体部分在结合面处一体结合。
82、本实施例中,通过外周切除和注塑成型边缘部分的特殊工艺,有利于得到形状尺寸准确的盖板。并且,因外周去除操作不用于确定盖板的最终外轮廓,因而无精确定位等工艺要求,操作效率高、难度小;而后通过注塑的方式形成边缘部分,其形状可由注塑模具的形状确定,较之现有通过cnc加工的方式,成型时间和工艺难度都大大降低。
83、此外,本技术实施例通过外周去除加注塑成型的特殊工艺,可以方便地得到注塑成型的边缘部分的构成材料不同于主体部分构成材料的盖板,这样的盖板能够根据不同材料的选择而能兼具多种功能。例如,当主体部分选用具有一定结构强度的材料、边缘部分材料选用具有一定弹性的材料时,该盖板能够以较薄的厚度实现较高的结构性能,同时边缘部分的弹性利于盖板与相配合的其他结构(如手机的中框)之间的形状适配。
- 还没有人留言评论。精彩留言会获得点赞!