一种减少半固化片流胶的方法及PCB与流程
一种减少半固化片流胶的方法及pcb
技术领域
1.本发明涉及pcb(printed circuit boards,印制电路板)技术领域,尤其涉及一种减少半固化片流胶的方法及pcb。
背景技术:
2.随着pcb的高集成化发展,阶梯板、埋空腔等技术在pcb制作中广泛的应用,在制作阶梯技术或空腔体前期都是采用low flow pp(低流动度半固化片)进行制作,该类型的半固化片由于其在流动性低的特性,可以有效避免在高温压合时而较多的流入阶梯槽内或者空腔内,但low flow pp在高温层压时粘结性变差,影响pcb的回流装配可靠性。
3.与low flow pp相比,传统常规pp(高流动度半固化片)的粘结性更优,可以提高回流装配可靠性,但是在高温层压过程中流胶量非常大,会较多流入阶梯槽内或者空腔内,对品质造成不良影响。
技术实现要素:
4.本发明的目的在于提供一种减少半固化片流胶的方法及pcb,以克服现有技术存在的无法同时实现pcb的良好回流装配可靠性和较少流胶量的缺陷。
5.为达此目的,本发明采用以下技术方案:
6.一种减少半固化片流胶的方法,包括:
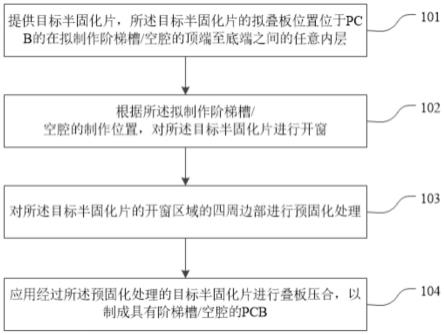
7.提供目标半固化片,所述目标半固化片的拟叠板位置位于pcb的在拟制作阶梯槽/空腔的顶端至底端之间的任意内层;
8.根据所述拟制作阶梯槽/空腔的制作位置,对所述目标半固化片进行开窗;
9.对所述目标半固化片的开窗区域的四周边部进行预固化处理;
10.应用经过所述预固化处理的目标半固化片进行叠板压合,以制成具有阶梯槽/空腔的pcb。
11.可选的,所述方法还包括:
12.在所述目标半固化片的开窗区域的四周边部,于所述四周边部的远离开窗区域中心的一侧,开设用于阻胶的凹槽。
13.可选的,所述开设用于阻胶的凹槽,包括:
14.在所述四周边部的四个角外周,分别制作一个所述凹槽。
15.可选的,每个所述凹槽的横截面形状为朝向所述开窗区域中心弯曲的弧形。
16.可选的,所述开设用于阻胶的凹槽,包括:
17.通过激光烧蚀或者铣板方式,制作所述凹槽。
18.可选的,所述对所述目标半固化片的开窗区域的四周边部进行预固化处理,包括:
19.提供与所述开窗区域相匹配的加热模具;
20.将所述加热模具置入所述目标半固化片的开窗区域内;
21.控制所述加热模具进行加热,直至所述目标半固化片的开窗区域的四周边部的固
化率达到预设范围。
22.可选的,所述目标半固化片为流动度高于预设阈值的高流动度半固化片。
23.一种pcb,所述pcb按照以上任意一项所述的减少半固化片流胶的方法制成。
24.与现有技术相比,本发明的有益效果为:
25.本发明实施例,由于预先仅对目标半固化片的开窗区域的四周边部进行预固化处理,因此,在高温压合过程中,目标半固化片的未被固化处理的区域将会发生熔融,因流动性较大而发挥出良好的粘结性能,从而有效提高了pcb的回流装配可靠性;同时,目标半固化片的开窗区域的四周边部,因处于预固化状态而导致流动性变差,不仅能够减少自身流入阶梯槽/空腔内部,而且能够有效阻挡其他区域的流胶流入阶梯槽/空腔内部,从而减少了阶梯槽/空腔内的总流胶量,提升了产品品质。
附图说明
26.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
27.图1为本发明实施例提供的减少半固化片流胶的方法流程图。
28.图2为本发明实施例提供的对目标半固化片开窗后的结构示意图。
29.图3为本发明实施例提供的对开窗后的目标半固化片进行局部预固化处理后的结构示意图。
30.图4为本发明实施例提供的在目标半固化片上开设用于阻胶的凹槽后的结构示意图。
31.图5为本发明实施例提供的加热模具的结构示意图。
32.图示说明:
33.目标半固化片1、开窗区域2、四周边部3、凹槽4、加热模具5。
具体实施方式
34.为使得本发明的发明目的、特征、优点能够更加的明显和易懂,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,下面所描述的实施例仅仅是本发明一部分实施例,而非全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
35.为结合利用低流动度半固化片和高流动度半固化片的优点,克服两者各自的缺点,以同时提升pcb的回流装配可靠性和减少阶梯槽或者空腔内的流胶量,本发明实施例采用在叠板压合前先对半固化片的局部区域进行预固化处理的方式,以降低半固化片的局部区域的流动性、而保持半固化片的其他区域的良好流动性。
36.具体的,请参阅图1,本发明实施例提供了一种减少半固化片流胶的方法,包括步骤:
37.步骤101、提供目标半固化片,所述目标半固化片的拟叠板位置位于pcb的在拟制
作阶梯槽/空腔的顶端至底端之间的任意内层。
38.需要说明的是,目标半固化片的数量为至少一张,具体不限定。实际上,只要半固化片的拟叠板位置位于拟制作阶梯槽/空腔的顶端至底端之间的内层,该半固化片即存在在高温叠板压合工序中因发生熔融而导致流胶至阶梯槽/空腔的可能,因此本实施例中可根据拟叠板位置来选定目标半固化片。
39.步骤102、根据所述拟制作阶梯槽/空腔的制作位置,对所述目标半固化片进行开窗,如图2所示。
40.除了目标半固化片以外,还需要对某些芯板进行开窗,这些芯板和目标半固化片的开窗区域在叠板压合后将形成阶梯槽的槽体结构。
41.步骤103、对所述目标半固化片的开窗区域的四周边部进行预固化处理,如图3所示。
42.不同于常规固化操作,本步骤中仅针对目标半固化片的局部区域进行预固化处理,针对目标半固化片的其他区域不作任何固化处理。这样,将会使得目标半固化片的局部区域的流动性降低、其他区域的流动性保持不变。
43.同时,本实施例中,作为预固化处理对象的局部区域具体为目标半固化片的开窗区域的四周边部。基于该局部区域的特殊位置,在后续高温压合工序中,已被预固化处理的四周边部,由于其具有一定硬度,将会起到阻止流胶进入阶梯槽/空腔内的功能。
44.步骤104、应用经过所述预固化处理的目标半固化片进行叠板压合,以制成具有阶梯槽/空腔的pcb。
45.上述方法中,由于预先仅对目标半固化片的开窗区域的四周边部进行预固化处理,因此,在高温压合过程中,目标半固化片的未被固化处理的区域将会发生熔融,因流动性较大而发挥出良好的粘结性能,以有效提高pcb的回流装配可靠性;同时,目标半固化片的开窗区域的四周边部,因处于预固化状态而导致流动性变差,不仅能够减少自身流入阶梯槽/空腔内部,而且能够有效阻挡其他区域的流胶流入阶梯槽/空腔内部,以减少阶梯槽/空腔内的总体流胶量,提升产品品质。
46.为进一步减少阶梯槽/空腔内的流胶量,上述方法还包括:在所述目标半固化片的开窗区域的四周边部,于所述四周边部的远离开窗区域中心的一侧,开设用于阻胶的凹槽。
47.该凹槽由于设于开窗区域的四周边部的外侧且紧贴四周边部,因此目标半固化片的未被固化处理的区域产生的流胶,在朝向阶梯槽/空腔流动时,必定会先填充凹槽。因此,该凹槽可以起到进一步的减少阶梯槽/空腔内流胶量的作用。
48.具体的,凹槽可以沿四周边部的周向整体设置,也可以仅设置于四周边部的关键流胶位置。如图4所示,四周边部的四个角外周,分别制作一个所述凹槽,每个凹槽的横截面形状为朝向开窗区域中心弯曲的弧形。这样,通过选择性的在流胶量较大的方向布置凹槽的方式,也能够有效提升阻胶效果。
49.实际应用中,可以通过激光烧蚀或者铣板方式,制作所述凹槽。凹槽的宽度和长度,可根据实际流胶量来调节,具体不限。
50.上述步骤103中,对所述目标半固化片的开窗区域的四周边部进行预固化处理的方法,包括:
51.提供与所述开窗区域相匹配的加热模具,如图5所示;
52.将所述加热模具置入所述目标半固化片的开窗区域内;
53.控制所述加热模具进行加热,直至所述目标半固化片的开窗区域的四周边部的固化率达到预设范围(如50%)。
54.通过特殊加热模具的使用,可以简单、快速的实现局部区域的预固化处理。
55.需要说明的是,本发明实施例中,由于对目标半固化片采用了不同常规的处理方式,可以同时提升pcb的回流装配可靠性和减少阶梯槽或者空腔内的流胶量,同时适用于低流动度半固化片和高流动度半固化片。但是,在选用高流动度半固化片时,由于该高流动度半固化片的未经固化处理的区域的流动性更强,最终获得pcb的回流装配可靠性更高。
56.本发明实施例还提供了一种pcb,所述pcb按照以上所述的减少半固化片流胶的方法制成。由于对目标半固化片采用了特殊处理,因此能够获得较高质量的阶梯槽/空腔。
57.以上所述,以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1