一种自动插件机控制系统的制作方法
1.本发明涉及插件机领域,具体涉及一种自动插件机控制系统。
背景技术:
2.插件机是把编带电子元器件按照程序自动安装在印刷电路板上的机器。传统的电子装配行业主要靠工人把电子元器件插在电路板上。自从机器开始大规模生产,人手工插件的速度慢,工艺差的缺陷暴露出来。用插件机把电子原件自动安装在电路板上,可以节省人工成本,提高插件工艺水平。
3.现有的插件机不能检测pcb板的物料安装位置的准确性,不能自动对不合格产品进行分拣。
技术实现要素:
4.本发明的目的在于提供一种自动插件机控制系统,解决现有的插件机不能对pcb板上的物料安装位置进行准确性检测,不能自动对不合格产品进行分拣的问题。
5.为实现上述发明目的,本发明所采用的技术方案是:一种自动插件机控制系统,包括运输单元、主控单元、检测单元和插件单元;
6.所述主控单元用于控制运输单元、检测单元和插件单元;
7.所述插件单元用于自动将物料安装在pcb板上;
8.所述检测单元用于检测pcb板的物料安装的合格性;
9.所述运输单元用于将待插件的pcb板运输至插件单元或从插件单元中运出,且能自动将不合格的pcb板运出生产线。
10.优选地,所述物料包括电容、电感、电阻和连接器中的一种或多种。
11.优选地,所述插件单元包括运动模块、位置获取模块和物料拾取模块;
12.所述位置获取模块用于获取pcb板在运输单元上的位置信息,并将位置信息上传至主控单元;
13.所述物料拾取模块用于根据主控单元的拾取控制信号来拾取物料或松开物料,所述物料拾取模块搭载于运动模块上;
14.所述运动模块用于根据主控单元的运动控制信号带动物料拾取模块移动。
15.优选地,所述运动模块为三轴直线模组。
16.优选地,所述运输单元包括输入模块、旋转平台和输出模块;
17.所述输入模块用于根据主控单元的运动控制信号将待插件的pcb板运输至旋转平台;
18.所述旋转平台用于夹持、定位待插件的pcb板,且通过旋转改变pcb的插件位置;在pcb板完成插件后,所述旋转平台将完成插件的pcb板运输至输出模块;
19.所述输出模块用于根据主控单元的运动控制信号将完成插件的pcb运输至下一环节。
20.优选地,所述输出模块包括第一传送带、第二传送带、第三传送带和过渡传送带,所述第一传送带的一侧靠近旋转平台,所述第二传送带的运输方向与第一传送带的运输方向相同,所述第三传送带的运输方向与第一传送带的运输方向相垂直,所述过渡传送带位于第一传送带和第二传送带之间,所述过渡传送带的下方设有驱动过渡传送带旋转的旋转台。
21.优选地,所述检测单元包括数据采集模块、数据分析模块和信息反馈模块,
22.所述数据采集模块与数据分析模块相连,用于采集检测的pcb板的图像信息,并将采集到的图像信息转换为二进制图像信息发送数据分析模块;
23.所述数据分析模块与数据采集模块及信息反馈模块相连,用于接收数据采集模块发送的二进制图像信息,并将检测到的二进制图像信息与标准的图像信息进行对比,得到对比结果,并将对比结果发送给信息反馈模块;
24.所述信息反馈模块与主控单元相连,用于判断检测的pcb板上的物料安装的合格性,若不合格,所述主控器控制旋转台带动过渡传送带与第三传送带对接,将不合格的pcb板自动移除生产线。
25.优选地,还包括报警单元,所述报警单元与主控单元相连,所述报警单元用于对故障信息进行报警,所述故障信息包括运输故障、插件故障和物料安装的合格性中的一种或多种。
26.优选地,所述主控单元为plc控制器。
27.本发明的有益效果集中体现在:
28.本发明的控制系统能够实现对pcb板的插件作业进行自动检测,识别出不合格的pcb板,然后对不合格的pcb板进行自动筛选、分拣,进而集中收集,便于后期对pcb板的进一步处理,该控制系统构架简单、实用,有利于推广应用。
附图说明
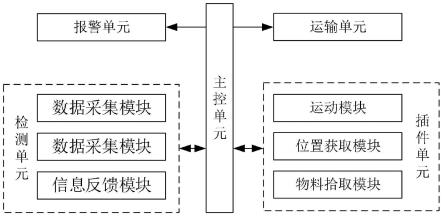
29.图1是本发明一种实施方式提供的自动插件机控制系统的框图。
具体实施方式
30.为了使本领域的技术人员更好地理解本发明的技术方案,下面结合附图和具体实施例对本发明作进一步的详细说明。
31.图1是本发明一种实施方式提供的自动插件机控制系统的框图,如图1所示,一种自动插件机控制系统,包括运输单元、主控单元、检测单元和插件单元;
32.所述主控单元用于控制运输单元、检测单元和插件单元;
33.所述插件单元用于自动将物料安装在pcb板上;
34.所述检测单元用于检测pcb板的物料安装的合格性;
35.所述运输单元用于将待插件的pcb板运输至插件单元或从插件单元中运出,且能自动将不合格的pcb板运出生产线。
36.优选地,所述物料包括电容、电感、电阻和连接器中的一种或多种。
37.优选地,所述插件单元包括运动模块、位置获取模块和物料拾取模块;
38.所述位置获取模块用于获取pcb板在运输单元上的位置信息,并将位置信息上传
至主控单元;
39.所述物料拾取模块用于根据主控单元的拾取控制信号来拾取物料或松开物料,所述物料拾取模块搭载于运动模块上;
40.所述运动模块用于根据主控单元的运动控制信号带动物料拾取模块移动。
41.优选地,所述运动模块为三轴直线模组。
42.优选地,所述运输单元包括输入模块、旋转平台和输出模块;
43.所述输入模块用于根据主控单元的运动控制信号将待插件的pcb板运输至旋转平台;
44.所述旋转平台用于夹持、定位待插件的pcb板,且通过旋转改变pcb的插件位置;在pcb板完成插件后,所述旋转平台将完成插件的pcb板运输至输出模块;
45.所述输出模块用于根据主控单元的运动控制信号将完成插件的pcb运输至下一环节。
46.优选地,所述输出模块包括第一传送带、第二传送带、第三传送带和过渡传送带,所述第一传送带的一侧靠近旋转平台,所述第二传送带的运输方向与第一传送带的运输方向相同,所述第三传送带的运输方向与第一传送带的运输方向相垂直,所述过渡传送带位于第一传送带和第二传送带之间,所述过渡传送带的下方设有驱动过渡传送带旋转的旋转台;在使用时,当检测单元检测到其中一块pcb板上的物料位置出现偏移后,物料在运输到过渡传送带上时,主控单元控制旋转台带动过渡传送带旋转,使过渡传送带与第三传送带对接,此时可将不合格的pcb板从生产线上运出,当不合格的pcb板运输到第三传送带上后,主控单元控制旋转台反向旋转,进而实现对过渡传送带复位。
47.优选地,所述检测单元包括数据采集模块、数据分析模块和信息反馈模块,
48.所述数据采集模块与数据分析模块相连,用于采集检测的pcb板的图像信息,并将采集到的图像信息转换为二进制图像信息发送数据分析模块;
49.所述数据分析模块与数据采集模块及信息反馈模块相连,用于接收数据采集模块发送的二进制图像信息,并将检测到的二进制图像信息与标准的图像信息进行对比,得到对比结果,并将对比结果发送给信息反馈模块;
50.所述信息反馈模块与主控单元相连,用于判断检测的pcb板上的物料安装的合格性,若不合格,所述主控器控制旋转台带动过渡传送带与第三传送带对接,将不合格的pcb板自动移除生产线。
51.优选地,控制系统还包括报警单元,所述报警单元与主控单元相连,所述报警单元用于对故障信息进行报警,所述故障信息包括运输故障、插件故障和物料安装的合格性中的一种或多种;在本实施例中,报警单元可以是声光报警器,还可以是显示在显示屏上,便于工作人员查看故障信息。
52.优选地,所述主控单元为plc控制器。
53.本发明的控制系统能够实现对pcb板的插件作业进行自动检测,识别出不合格的pcb板,然后对不合格的pcb板进行自动筛选、分拣,进而集中收集,便于后期对pcb板的进一步处理,该控制系统构架简单、实用,有利于推广应用。
54.需要说明的是,对于前述的各个方法实施例,为了简单描述,故将其都表述为一系列的动作组合,但是本领域技术人员应该知悉,本技术并不受所描述的动作顺序的限制,因
为依据本技术,某一些步骤可以采用其他顺序或者同时进行。其次,本领域技术人员也应该知悉,说明书中所描述的实施例均属于优选实施例,所涉及的动作和单元并不一定是本技术所必须的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1