一种用于生产双层FPC的环保型加工方法及生产线与流程
一种用于生产双层fpc的环保型加工方法及生产线
技术领域
1.本发明涉及fpc生产技术领域,具体涉及一种用于生产双层fpc的环保型加工方法及生产线。
背景技术:
2.fpc常用导体以铜和锡等金属为主,其加工方法目前基本是化学电解法。电解液能不断制造一层层的"金属箔",化学电解容易控制厚度,时间越长铜箔越厚,一般在0.3mil和3mil之间,控制厚度的同时,根据菲林的形状,最终形成fpc成品。
3.但是,化学电解直接对周边环境产生污染,或者需要花费大量的资源对整个过程中产生的各种电解液进行回收处理,成本高昂;其次化学加工过程,对工人身体也会产生不同程度的影响。因此,现有的化学加工fpc工艺无论从满足环保角度,还是化学加工成本的角度考虑,都需要做出改善优化。
技术实现要素:
4.为了克服现有技术中存在的缺点和不足,本发明的目的在于提供一种用于生产双层fpc的环保型加工方法,采用换膜处理配合冲孔处理、精雕处理、模切处理的物理加工手段,实现fpc的环保型加工,无需使用化学电解液,对环境友好,不存在电解液回收处理工序,极大地降低了生产成本,且本加工方法产生的金属和过程膜的废料可再生使用,从而进一步地降低了fpc的生产成本,生产成本远低于传统的化学加工方法的成本。
5.本发明的目的通过下述技术方案实现:一种用于生产双层fpc的环保型加工方法,包括以下步骤:
6.1)复合处理:通过对辊压合方式将金属薄膜贴合于承载膜上表面,再通对辊压合方式将保护膜贴合于金属薄膜的上表面,得到复合膜;
7.2)冲孔处理:采用冲孔模具于复合膜开设定位孔、避位孔和pin孔;
8.3)一次换膜处理:撕下复合膜的承载膜,并将新的承载膜通过对辊压合方式贴合于金属薄膜的下表面;
9.4)精雕处理:对复合膜进行定位,再采用cnc精雕方式对金属薄膜进行铣削雕刻,去除多余的金属,同时对复合膜的定位孔、避位孔和pin孔进行精雕处理;
10.5)二次换膜处理:撕下复合膜的承载膜,并将新的承载膜通过对辊压合方式贴合于金属薄膜的下表面;
11.6)模切处理:对复合膜进行定位,再采用雕刻刀模进行模切处理,雕刻刀由上而下切入复合膜,穿过保护膜和金属薄膜后切入承载膜而不穿透承载膜;
12.7)清废处理:去除保护膜和金属薄膜的废料,收卷复合膜即得到双层fpc。
13.对所述复合膜进行冲孔处理、精雕处理和模切处理前均需要拉直复合膜,确保复合膜表面平整、无褶皱、无变形。
14.所述步骤4)的精雕处理过程中对复合膜进行定位的定位方式为通过ccd工业相机
组件进行视觉识别定位;所述步骤6)的模切处理过程中对复合膜进行定位的定位方式为通过锥头定位针插入所述定位孔内而进行导正定位。
15.所述承载膜为聚酰亚胺膜。
16.所述步骤4)的精雕处理的精雕刀具最小直径为0.1mm,铣削雕刻形成的间隙大于等于0.1mm;所述模切处理过程中,雕刻刀由上而下切入复合膜,穿过保护膜和金属薄膜后半切入承载膜内,切入深度的精度控制在
±
0.1mm。
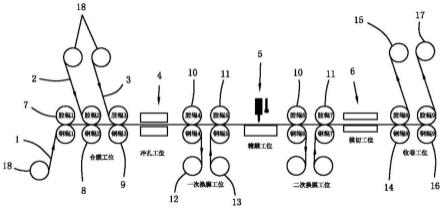
17.一种用于生产双层fpc的环保型生产线,包括依次设置的合模工位、冲孔工位、一次换膜工位、精雕工位、二次换膜工位、模切工位和收卷工位,所述合模工位设置有合模机构,所述冲孔工位设置有冲孔模具,所述一次换膜工位和二次换膜工位均设置有换膜机构,所述精雕工位设置有精雕机构,所述模切工位设置有模切机构,所述收卷工位设置有收卷机构;
18.所述合模机构包括三对依次相间设置的挤压辊,位于左侧的挤压辊为用于输送承载膜的送膜挤压辊,位于中间的挤压辊为用于将金属薄膜贴合于承载膜的上表面的中层挤压辊,位于右侧的挤压辊为用于将保护膜贴合于金属薄膜的上表面从而得到复合膜的表层挤压辊;
19.所述换膜机构包括设置于所述冲孔模具后方的导向挤压辊、设置于导向挤压辊后方的合模挤压辊、设置于导向挤压辊下方的用于撕下并收卷承载膜的分离辊、以及设置于所述合模挤压辊的下方的用于供应新的承载膜卷料的供料辊,所述合模挤压辊用于将新的承载膜贴合于金属薄膜的下表面;
20.所述收卷机构包括设置于模切工位后方的清废挤压辊、设置于清废挤压辊上方的用于收卷保护膜和金属薄膜的废料的废料辊、设置于清废挤压辊后方的成品挤压辊、以及设置于清废挤压辊的后方或侧方的用于收卷双层fpc的成品辊。
21.其中,所述送膜挤压辊、中层挤压辊、表层挤压辊、导向挤压辊、合模挤压辊、清废挤压辊、以及成品挤压辊均由上辊和下辊组成,上辊为胶辊,下辊为钢辊。
22.其中,所述合模机构还包括三个上料辊,三个上料辊分别用于装载承载膜卷料、金属薄膜卷料和保护膜卷料。
23.其中,其中一个上料辊位于所述送膜挤压辊的下方,用于装载承载膜卷料;另一个上料辊位于所述中层挤压辊的上方,用于装载金属薄膜卷料;剩下的一个上料辊位于所述表层挤压辊的上方,用于装载保护膜卷料。
24.其中,所述精雕机构包括工作台、设置于工作台上方的用于对复合膜的待精雕区域进行视觉识别定位的ccd工业相机组件、以及设置于工作台上方的用于对复合膜的待精雕区域进行精雕铣削的cnc精雕装置,所述工作台开设有用于吸走废料的排废管路,排废管路连通有吸风装置。
25.其中,所述模切机构包括用于支撑复合膜的支撑台、设置于支撑台上方的用于对复合膜的待精雕区域进行物理定位的定位组件、设置于支撑台上方的用于对复合膜的待精雕区域进行模切处理的雕刻刀模、以及设置于支撑台上方的用于检查模切质量的ccd工业相机机构。
26.本发明的有益效果在于:本发明加工方法采用换膜处理配合冲孔处理、精雕处理、模切处理的物理加工手段,实现fpc的环保型加工,无需使用化学电解液,对环境友好,不存
在电解液回收处理工序,极大地降低了生产成本,且本加工方法产生的金属和过程膜的废料可再生使用,从而进一步地降低了fpc的生产成本,生产成本远低于传统的化学加工方法的成本。
27.本发明的用于生产双层fpc的环保型生产线采用物理加工手段实现fpc的环保型加工,无需使用化学电解液,对环境友好,不存在电解液回收处理工序,极大地降低了生产成本,且本加工方法产生的金属和过程膜的废料可再生使用,从而进一步地降低了fpc的生产成本,加工速度快,效率高,生产成本远低于传统的化学加工方法的成本。
附图说明
28.图1是本发明的用于生产双层fpc的环保型生产线的结构示意图;
29.图2是本发明的冲孔模具的结构示意图;
30.图3是本发明的精雕机构的结构示意图;
31.图4是本发明的模切机构的结构示意图。
32.附图标记为:承载膜1、金属薄膜2、保护膜3、冲孔模具4、精雕机构5、模切机构6、送膜挤压辊7、中层挤压辊8、表层挤压辊9、导向挤压辊10、合模挤压辊11、分离辊12、供料辊13、清废挤压辊14、废料辊15、成品挤压辊16、成品辊17、上料辊18、上模底座19、上模板20、上夹板21、脱料板22、脱料弹簧23、导针24、下模底座25、凹模板26、工作台27、ccd工业相机组件28、cnc精雕装置29、排废管路30、支撑台31、雕刻刀模32、ccd工业相机机构33、定位针34、冲针35。
具体实施方式
33.为了便于本领域技术人员的理解,下面结合实施例及附图1-图4对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。
34.一种用于生产双层fpc的环保型加工方法,包括以下步骤:
35.1)复合处理:通过对辊压合方式将金属薄膜2贴合于承载膜1上表面,再通对辊压合方式将保护膜3贴合于金属薄膜2的上表面,得到复合膜;
36.2)冲孔处理:采用冲孔模具4于复合膜开设定位孔、避位孔和pin孔;
37.3)一次换膜处理:撕下复合膜的承载膜1,并将新的承载膜1通过对辊压合方式贴合于金属薄膜2的下表面;
38.4)精雕处理:对复合膜进行定位,再采用cnc精雕方式对金属薄膜2进行铣削雕刻,去除多余的金属,同时对复合膜的定位孔、避位孔和pin孔进行精雕处理;
39.5)二次换膜处理:撕下复合膜的承载膜1,并将新的承载膜1通过对辊压合方式贴合于金属薄膜2的下表面;
40.6)模切处理:对复合膜进行定位,再采用雕刻刀模32进行模切处理,雕刻刀由上而下切入复合膜,穿过保护膜3和金属薄膜2后切入承载膜1而不穿透承载膜1;
41.7)清废处理:去除保护膜3和金属薄膜2的废料,收卷复合膜即得到双层fpc。
42.对所述复合膜进行冲孔处理、精雕处理和模切处理前均需要拉直复合膜,确保复合膜表面平整、无褶皱、无变形。在实际的操作过程中,相邻的两对挤压辊将复合膜拉直。
43.所述步骤4)的精雕处理过程中对复合膜进行定位的定位方式为通过ccd工业相机
组件28进行视觉识别定位;所述步骤6)的模切处理过程中对复合膜进行定位的定位方式为通过锥头定位针34插入所述定位孔内而进行导正定位。
44.所述承载膜1为聚酰亚胺膜。
45.所述步骤4)的精雕处理的精雕刀具最小直径为0.1mm,铣削雕刻形成的间隙大于等于0.1mm;所述模切处理过程中,雕刻刀由上而下切入复合膜,穿过保护膜3和金属薄膜2后半切入承载膜1内,切入深度的精度控制在
±
0.1mm。
46.一种用于生产双层fpc的环保型生产线,包括依次设置的合模工位、冲孔工位、一次换膜工位、精雕工位、二次换膜工位、模切工位和收卷工位,所述合模工位设置有合模机构,所述冲孔工位设置有冲孔模具4,所述一次换膜工位和二次换膜工位均设置有换膜机构,所述精雕工位设置有精雕机构5,所述模切工位设置有模切机构6,所述收卷工位设置有收卷机构;
47.所述合模机构包括三对依次相间设置的挤压辊,位于左侧的挤压辊为用于输送承载膜1的送膜挤压辊7,位于中间的挤压辊为用于将金属薄膜2贴合于承载膜1的上表面的中层挤压辊8,位于右侧的挤压辊为用于将保护膜3贴合于金属薄膜2的上表面从而得到复合膜的表层挤压辊9;
48.所述换膜机构包括设置于所述冲孔模具4后方的导向挤压辊10、设置于导向挤压辊10后方的合模挤压辊11、设置于导向挤压辊10下方的用于撕下并收卷承载膜1的分离辊12、以及设置于所述合模挤压辊11的下方的用于供应新的承载膜1卷料的供料辊13,所述合模挤压辊11用于将新的承载膜1贴合于金属薄膜2的下表面;
49.所述收卷机构包括设置于模切工位后方的清废挤压辊14、设置于清废挤压辊14上方的用于收卷保护膜3和金属薄膜2的废料的废料辊15、设置于清废挤压辊14后方的成品挤压辊16、以及设置于清废挤压辊14的后方或侧方的用于收卷双层fpc的成品辊17。
50.其中,所述送膜挤压辊7、中层挤压辊8、表层挤压辊9、导向挤压辊10、合模挤压辊11、清废挤压辊14、以及成品挤压辊16均由上辊和下辊组成,上辊为胶辊,下辊为钢辊。
51.其中,所述合模机构还包括三个上料辊18,三个上料辊18分别用于装载承载膜1卷料、金属薄膜2卷料和保护膜3卷料。
52.其中,其中一个上料辊18位于所述送膜挤压辊7的下方,用于装载承载膜1卷料;另一个上料辊18位于所述中层挤压辊8的上方,用于装载金属薄膜2卷料;剩下的一个上料辊18位于所述表层挤压辊9的上方,用于装载保护膜3卷料。
53.其中,所述冲孔模具4包括冲孔上模和冲孔下模,所述冲孔上模包括由上而下依次设置的上模底座19、上模板20、上夹板21和脱料板22,还包括脱料弹簧23,脱料弹簧23的上端安装在所述上模底座19,脱料弹簧23的下端抵靠于脱料板22,所述上模板20固定有用于在复合膜开设定位孔、避位孔和pin孔的冲针35,所述上模板20还固定有导针24;所述冲孔下模包括由下而上依次设置的下模底座25和凹模板26,所述凹模板26与所述冲针35上下对应。
54.其中,所述精雕机构5包括工作台27、设置于工作台27上方的用于对复合膜的待精雕区域进行视觉识别定位的ccd工业相机组件28、以及设置于工作台27上方的用于对复合膜的待精雕区域进行精雕铣削的cnc精雕装置29,所述工作台27开设有用于吸走废料的排废管路30,排废管路30连通有吸风装置。
55.其中,所述模切机构6包括用于支撑复合膜的支撑台31、设置于支撑台31上方的用于对复合膜的待精雕区域进行物理定位的定位组件、设置于支撑台31上方的用于对复合膜的待精雕区域进行模切处理的雕刻刀模32、以及设置于支撑台31上方的用于检查模切质量的ccd工业相机机构33。
56.其中,所述定位组件包括固定于雕刻刀模32的多根定位针34,定位针34的针头呈圆锥形结构设置。
57.实施例1
58.将承载膜1卷料、金属薄膜2卷料和保护膜3卷料分别装载于对应的上料辊18,承载膜1穿过送膜挤压辊7达到中层挤压辊8,金属薄膜2端部抵达中层挤压辊8,中层挤压辊8将金属薄膜2挤压贴合于承载膜1的上表面,保护膜3抵达表层挤压辊9,表层挤压辊9将保护膜3挤压贴合于金属薄膜2的上表面,复合处理完成,得到复合膜;
59.复合膜穿过冲孔模具4的脱料板22和凹模板26之间,冲孔上模和冲孔下模合模,冲针35在复合膜对应的位置打出定位孔、避位孔和pin孔,冲孔处理完成;
60.复合膜进入一次换膜工位,穿过导向挤压辊10后,贴合于金属薄膜2下表面的承载膜1被撕下而被分离辊12收卷,位于供料辊13的新的承载膜1进入到合模挤压辊11,合模挤压辊11将新的承载膜1贴合于金属薄膜2的下表面而代替撕下的承载膜1,一次换膜处理完成;
61.复合膜穿过工作台27,ccd工业相机组件28对复合膜的待精雕区域进行视觉识别定位并将定位数据传输给cnc精雕装置29,cnc精雕装置29对待精雕区域进行精雕铣削,将需要铣削除去的金属薄膜2层去除,同时,吸风装置工作,铣削产生的废料经排废管路30而被吸走,而被回收,精雕处理完成;
62.复合膜进入二次换膜工位,穿过导向挤压辊10后,贴合于金属薄膜2下表面的承载膜1被撕下而被分离辊12收卷,位于供料辊13的新的承载膜1进入到合模挤压辊11,合模挤压辊11将新的承载膜1贴合于金属薄膜2的下表面而代替撕下的承载膜1,二次换膜处理完成;
63.复合膜穿过支撑台31,雕刻刀模32下移,定位针34插入定位孔内而完成雕刻刀模32的定位工作,雕刻刀模32继续下移模切复合膜,雕刻刀模32上移而与复合膜分离,复合膜继续向后移动,ccd工业相机机构33视觉识别检查模切区域的模切质量是否合格,保证模切边缘无缺口、无披锋、无毛丝,模切处理完成;
64.复合膜穿过清废挤压辊14,撕下多余的保护膜3和金属薄膜2的废料而收卷于废料辊15,清废处理完成,余下的复合膜成品穿过成品挤压辊16后而被收卷于成品辊17,得到双层fpc。
65.上述实施例为本发明较佳的实现方案,除此之外,本发明还可以其它方式实现,在不脱离本发明构思的前提下任何显而易见的替换均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1