自动化旋转压合装置的制作方法
1.本实用新型涉及半导体与3c设备技术领域,具体涉及一种自动化旋转压合装置。
背景技术:
2.在半导体与3c领域,常用压合设备将电子元器件压合到主板上。常规的压合设备往往只能对单个电子元器件进行压合,其生产效率十分低下。当主板需要安装多个电子元器件时,需要多个压合设备对主板进行加工。由于每个压合设备都需要占据一定的安装空间,因此多个压合设备必然需要较大的设备安装空间。另外,产品在多个压合设备之间转运时,容易产生位移致使压合设备不能压到产品上,导致良品率下降。
技术实现要素:
3.为解决上述技术问题,本实用新型提供了一种自动化旋转压合设备,旨在将实现产品的连续压合,提高生产效率,同时减小设备体积,节约安装空间。另外,本发明也能够实现对产品的精确定位,防止产品在转运过程中产生位移,导致良率下降。
4.本实用新型的具体技术方案如下:
5.一种自动化旋转压合装置,包括旋转机构、n个压合机构、搬运机构和基座;旋转机构设有转盘、m个载具和驱动单元;驱动单元固设于基座,转盘与驱动单元转动连接,m个载具固定于转盘且以转盘为中心为圆心均匀间隔分布;驱动单元能够驱动转盘转动;
6.压合机构设有压头和压合驱动源;压合机构固定于基座,压头位于转盘上方;压合驱动源能够驱动压头在竖直方向上下运动;
7.搬运机构设有卡爪和搬运驱动单元;通过搬运驱动单元驱动,卡爪能够夹持住产品并将产品从载具上搬出。
8.其更进一步的技术方案是:
9.载具设有若干定位推头和若干定位块;通过所述定位推头与定位块配合能够将产品限制在载具上特定位置。
10.其更进一步的技术方案是:
11.本实用新型还包括定位开关、联动机构、上锁机构和解锁机构;若干定位推头通过联动机构连接,所述联动机构上设有定位开关;通过定位开关的左右运动,所述若干定位推头能够同时夹紧或者松开产品;上锁机构能够推动定位开关,使定位推头夹紧产品;所述解锁机构能够推动定位开关,使定位推头松开产品。
12.其更进一步的技术方案是:
13.上锁机构包括第一垂直气缸和第一水平气缸;第一垂直气缸固定于基座且位于转盘下方,所述第一水平气缸固定于第一垂直气缸的伸缩轴上;通过第一垂直气缸,第一水平气缸能够在竖直方向上下运动;通过第一水平气缸,上锁机构能够推动定位开关,使定位推头夹紧产品。
14.其更进一步的技术方案是:
15.解锁机构包括第二垂直气缸和第二水平气缸;第二垂直气缸固定于基座,第二水平气缸固定于第二垂直气缸的伸缩轴;通过第二垂直气缸,第二水平气缸能够在竖直方向上下运动;通过第二水平气缸,解锁机构能够推动定位开关,使定位推头松开产品。
16.其更进一步的技术方案是:
17.本实用新型还包括若干支撑柱;上述若干支撑柱以转盘中心为圆心均匀间隔分布;每个支撑柱的上端设有滚珠;每个支撑柱的下端固定于基座,每个支撑柱的上端通过滚珠与转盘接触。
18.其更进一步的技术方案是:
19.压合机构还包括压力传感器;压力传感器与压头连接;所述压力传感器在线将压力值反馈给压合驱动源,压合驱动源根据压力值控制压头的运动输出。
20.其更进一步的技术方案是:
21.搬运驱动单元包括搬运支架、固定板、旋转电机、升降气缸和双向伸缩气缸;所述旋转电机通过固搬运支架固定于基座,固定板与旋转电机转动连接,升降气缸固定于固定板,双向伸缩气缸固定于升降气缸的伸缩轴,卡爪固定于双向伸缩气缸的伸缩轴。
22.其更进一步的技术方案是:
23.压合机构的数量n≥2。
24.其更进一步的技术方案是:
25.载具的数量m≥4。
26.本实用新型的有益技术效果是:
27.(1)本实用新型的旋转机构上设有转盘,转盘上设有用于夹持产品的载具,通过转盘的旋转多个压合机构可以对产品连续压合,从而提高产品的生产效率。
28.(2)本实用新型设有多个压合机构,减少了压合设备的数量需求,变相地减小了设备体积,节约了安装空间。
29.(3)本实用新型的载具上设有若干定位推头和若干定位块,定位推头之间通过联动机构连接,联动机构上设有定位开关,该定位开关能够控制定位推头锁紧产品,防止压合过程中产品发生位移导致产品不合格。
附图说明
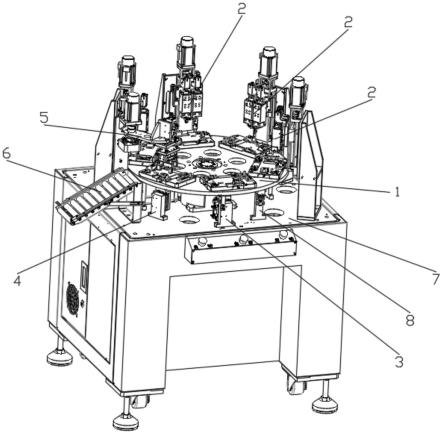
30.图1是本实用新型的总装图;
31.图2是本实用新型旋转机构的结构示意图;
32.图3是本实用新型压合机构的结构示意图;
33.图4是本实用新型上锁机构的结构示意图;
34.图5是本实用新型解锁机构的结构示意图;
35.图6是本实用新型搬运机构的结构示意图;
36.图7是本实用新型的支撑柱结构示意图;
37.图8是本实用新型的载具结构示意图(角度一);
38.图9是本实用新型的载具结构示意图(角度二);
39.其中:
40.1、旋转机构;101、转盘;102、驱动单元;103、载具;104、定位块;105、定位推头;
106、定位开关;
41.2、压合机构;201、压合支架;202、压头;203、压力传感器;204、压合驱动源;
42.3、上锁机构;301、上锁支架;302、第一垂直气缸;303、第一水平气缸;
43.4、解锁机构;401、解锁支架;402、第二垂直气缸;403、第二水平气缸;
44.5、搬运机构;501、卡爪;502、搬运支架;503、固定板;504、旋转电机; 505、升降气缸;506、双向伸缩气缸;
45.6、滚筒输送机构;
46.7、基座;
47.8、支撑柱;801、滚珠;
具体实施方式
48.为了能够更清楚了解本实用新型的技术手段,并可依照说明书的内容予以实施,下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述,以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
49.本使用新型所述的产品包括电脑主板、手机主板等,但不限于上述产品。
50.实施例:
51.本实施例所述的一种自动化旋转压合装置包括:旋转机构1、n个压合机构 2、上锁机构3、解锁机构4、搬运机构5、滚筒输送机构6和基座7。上述压合机构2的数量n≥2。
52.旋转机构1,包括转盘101、驱动单元102、载具103。驱动单元102固定于基座7,驱动单元102与转盘101转动连接,转盘101上固定有m个用于放置产品的载具103,其中m=n+2。载具103以转盘101中心为圆心均匀间隔分布,则两个相邻载具103之间的相对于转盘101中心夹角为α,其中为α=360
°
/m。驱动单元102能够驱动转盘101以步长α旋转。优选地,驱动单元102选用调速电机能够实现对旋转角度实现精确控制。
53.优选地,基座7上固定有若干支撑柱8,该支撑柱8上端设有滚珠801。支撑柱8以转盘101中心为圆心均匀间隔分布。每个支撑柱8通过滚珠801与转盘101接触。该支撑柱8的主要作用是防止转盘101受力变形,通过支撑柱8 上的滚珠801与转盘101接触,可以减小支撑柱8与转盘101的摩擦力,防止划伤转盘101。
54.载具103设有若干定位块104和若干定位推头105。定位推头105通过联动机构连接,联动机构上设有一定位开关106,通过定位开关106的运动,定位推头105能够夹紧或者松开产品。通过定位推头105与定位块104配合能够将产品限定在载具103上特定位置。
55.上锁机构3,包括上锁支架301、第一垂直气缸302和第一水平气缸303。上锁支架301固定于基座7且位于转盘101下方,第一垂直气缸302固定于上锁支架301,第一水平气缸303固定在第一垂直气缸302的伸缩轴,使第一水平气缸303能够在竖直方向上下运动。当第一水平气缸303上升到一定的高度时,第一水平气缸303能够推动定位开关106,使定位开关106上锁,此时定位推头 105与定位块104配合夹紧产品,实现对产品的定位,防止产品在压合过程中出现位移,导致产品报废。
56.压合机构2,包括压合支架201、压头202、压力传感器203和压合驱动源 204。压合机构2通过压合支架201固定于基座7且压头202位于转盘101的上方。压力传感器203与压头202连接,压力传感器203能够将压头202施加的压力值反馈给压合驱动源204。压头202与压
合驱动源204滑动连接,压合驱动源204根据反馈的压力值控制压头202的运动输出,使压力值达到并维持在设定值,从而实现压合力的在线可调。
57.解锁机构4,包括解锁支架401、第二垂直气缸402和第二水平气缸403。解锁支架401固定于基座7且位于转盘101下方,第二垂直气缸402固定在解锁支架401,第二水平气缸403固定在第二垂直气缸402的伸缩轴上,使第二水平气缸403能够在竖直方向上下运动。当第二水平气缸403上升到一定高度时,第二水平气缸403能够推动定位开关106,从而实现对定位开关106的解锁,使定位推头105松开产品,从而确保搬运机构5的卡爪501能够取出产品。
58.搬运机构5,包括搬运支架502、固定板503、旋转电机504、升降气缸505、双向伸缩气缸506和卡爪501。其中,旋转电机504、固定板503、升级气缸505 和双向伸缩气缸506构成搬运驱动单元。旋转电机504通过搬运支架502固定于基座7,固定板503与旋转电机504转动连接,升降气缸505固定于固定板 503,双向伸缩气缸506固定于升降气缸505的伸缩轴,而在双向伸缩气缸506 的伸缩轴上固定有卡爪501。通过双向伸缩气缸506,卡爪501能够夹持住产品;通过旋转电机504和升降气缸505,卡爪501能够将夹持的产品从载具103放置到滚筒输送机构6上。
59.解锁机构4、上锁机构3和n个压合机构2中相邻两个机构之间的相对于转盘101中心的夹角为α。
60.本实施例所述的一种自动化旋转压合装置,具体的操作过程如下:第一步,空载具103旋转到上锁机构3的正上方,此时作业员将产品放置到载具103上,然后第一水平气缸303向上运动,使第一水平气缸303能够推动定位开关106 使定位推头105与定位块104匹配夹紧产品;第二步,转盘101旋转一个步长α,装有产品的载具103刚好运动到第一压合机构2正下方,第一个压合机构2对产品进行压合,另一个空载具103正好运动到上锁机构3的正上方,作业员开始安装产品;第三步,转盘101继续旋转一个步长α;此时,第一个装有产品的载具103运动到下一个压合机构2下方,第二个装有产品的载具103运动第一个压合机构2正下方,另一个空载具103正好运动到上锁机构3上方,作业员开始放置产品;第四步,转盘101如此反复旋转,当第一个装有产品的载具103 运动到解锁机构4上方时,第二水平气缸403向上运动并推动定位开关106进行解锁,使定位推头106松开产品;第五步,卡爪501将产品从载具103搬运到滚筒输送机构6上,转盘101继续以步长α旋转,将空载具103输送到上锁机构3上方。本实施例所述的自动化旋转压合装置通过转盘101不停以步长α旋转实现连续生产。
61.以上所述仅是本实用新型的优选实施方式,并不用于限制本实用新型,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1