一种电子设备壳体的制作方法
1.本实用新型及设备壳体结构,具体涉及一种电子设备壳体。
背景技术:
2.随着计算机技术以及移动通信技术的高速发展,各种智能移动电子设备如笔记本电脑、平板电脑、手机等得到广泛的应用。与此同时,消费者对移动电子设备的便携性要求也逐步升高。由此导致各种移动电子设备的轻薄化技术得到发展。目前的电子设备外壳通常使用碳纤板材与塑胶材料结合的结构,如塑胶材料包裹碳纤板材边缘,由此来减轻壳体重量,并增大壳体的抗击强度。然而,碳纤板材与塑胶材料直接通过模内成型方式结合,成型后的塑胶材料收缩量大,而碳纤板材无收缩,会导致壳体结构变形,影响壳体外观。
技术实现要素:
3.有鉴于此,本实用新型目的在于提供一种电子设备壳体,以解决塑胶材料成型后收缩导致壳体结构变形的技术问题。
4.本实用新型提供一种电子设备壳体。所述电子设备壳体包括壳体框架及复合板材。所述壳体框架为预注塑成型的塑胶结构。所述壳体框架包括支撑边框。所述复合板材粘附在所述支撑边框上。所述支撑边框包括框体与支撑架。所述支撑架由所述框体向内延伸。所述框体位于所述复合板材一侧。所述支撑架位于所述复合板材下方。所述复合板材的底面粘附于所述支撑架上。
5.可选地,所述复合板材通过粘胶层粘附于所述支撑架上。所述粘胶层的材料为环氧胶或a/b胶。
6.可选地,所述粘胶层的厚度范围为0.05-0.2mm。所述粘胶层的宽度范围为1-50mm。
7.可选地,所述支撑架与所述复合板材所述底面粘附的一侧设有开槽。所述粘胶层填充于所述开槽内。
8.可选地,所述框体沿竖直方向延伸。所述支撑架沿水平方向延伸。
9.可选地,所述复合板材与所述框体之间在所述水平方向上具有间隙。
10.可选地,所述电子设备壳体还包括填充块。所述填充块填充于所述间隙中,以将所述复合板材与所述框体连成一体。
11.所述填充块与所述复合板材的宽度比例范围为1:500-1:50。
12.可选地,所述间隙的截面在靠近所述支撑架的位置设有台阶。
13.可选地,所述框体包括位于四边且相互连接的四个框体组件,所述支撑架包括位于四边且相互连接的四个支撑架组件,所述复合板材的所述底面相对应的粘附于所述支撑架的所述四个支撑架组件上。
14.本实用新型提供的一种电子设备壳体,通过使用粘胶层将复合板材粘附于预先注塑成型的壳体边框上,避免因壳体边框成型后收缩而导致电子设备壳体变形。本实用新型的电子设备壳体在壳体边框上提供开槽,以用于填充粘胶层,校准粘胶层的粘附尺寸,确保
粘附效果。本实用新型的电子设备壳体在复合板材与壳体边框之间在水平方向上还提供间隙,并于间隙中填充填充块,以更有效的防止壳体变形的发生,实现壳体的平整性。
附图说明
15.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例的附图作简单地介绍,显而易见地,下面描述中的附图仅仅涉及本实用新型的一些实施例,而非对本实用新型的限制。
16.图1为本实用新型一实施例提供的一种电子设备壳体的结构示意图。
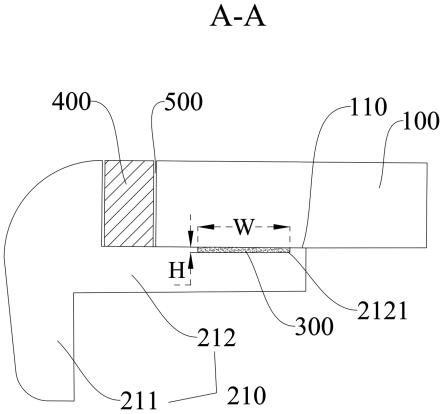
17.图2为图1实施例所述电子设备壳体沿a-a线的剖面图。
18.图3为本实用新型另一实施例提供的一种电子设备壳体的部分剖面结构示意图。
19.图4为本实用新型另一实施例提供的一种电子设备壳体的部分剖面结构示意图。
20.图5为本实用新型另一实施例提供的一种电子设备壳体的部分剖面结构示意图。
21.图6为本实用新型一实施例提供的一种电子设备壳体制造方法的流程示意图。
具体实施方式
22.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例的附图,对本实用新型实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于所描述的本实用新型的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型的保护范围。
23.参看图1及图2,本实用新型一实施例提供的一种电子设备壳体900。电子设备壳体900包括复合板材100、壳体框架200及粘胶层300。复合板材100通过粘胶层300粘附于壳体框架200上,以形成结构稳定的电子设备壳体900。在本实施例中,复合板材100为碳纤板材,抗拉强度高。壳体框架200采用塑胶材料,质量轻且具有可塑性,易于成型,与复合板材100结合形成的电子设备壳体900整体轻便,且具有缓冲减震的效果。粘胶层300的材料为环氧胶或a/b胶。壳体框架200预先注塑成型收缩后,再通过粘胶层300与复合板材100粘结在一起,由此形成的电子设备壳体900结构稳定,不易变形。
24.参看图1及图2,壳体框架200包括四个支撑边框210。四个支撑边框210相互连接,共同围绕成壳体框架200。复合板材100粘附支撑边框210上。四个支撑边框210共包括四个框体211与四个相对应的支撑架212。在本实施例中,框体211包括位于四边且相互连接的四个框体组件,支撑架212包括位于四边且相互连接的四个支撑架组件。框体211与支撑架212为一体成型的塑胶结构。框体211在竖直方向上高于支撑架212,在水平方向上位于支撑架212外侧。框体211从水平方向包裹复合板材100的边缘,支撑架212从竖直方向支撑复合板材100的边缘,以增强复合板材100边缘的抗击强度。四个支撑架组件分别向壳体框架200的内侧延伸。复合板材100的底面110相对应的粘附于支撑架212的四个支撑架组件上。
25.参看图2,支撑架212与复合板材100粘合的一面具有一矩形开槽2121,粘胶层300填充于开槽2121中。粘胶层300的厚度h范围为0.05-0.2mm。若粘胶层300的厚度h小于0.05mm,会导致胶量不足,复合板材100无法稳定粘附于壳体框架200上。若粘胶层300的厚度h大于0.2mm,会导致溢胶,使电子设备壳体900不平整,且影响电子设备壳体900的外观。
粘胶层300的宽度w范围为1-50mm。若粘胶层300的宽度w小于1mm,会导致胶量不足,复合板材100与壳体框架200的粘合强度低。若粘胶层300的宽度w大于50mm,会导致溢胶,使电子设备壳体900不平整,且影响电子设备壳体900的外观。在本实施例中,开槽2121的截面形状为矩形。在其他实施例中,开槽2121的截面形状也可以为其他形状,如梯形等。
26.参看图2,电子设备壳体900还包括填充块400。复合板材100与框体211之间在水平方向上具有间隙500。间隙500的下端面与复合板材的底面110齐平。填充块400填充于间隙500中,以将复合板材100与框体211连成一体,从而增加电子设备壳体900的密封性。填充块400为塑胶材料或与粘胶层300相同的胶水材料,即环氧胶或a/b胶。塑胶材料的填充块400通过模内注塑成型工艺填充入间隙500中成型。胶水材料的填充块400通过点胶工艺填充入间隙500中。填充块400与复合板材100的宽度比例范围为1:500-1:50。在本实施例中,间隙500的截面形状为矩形,可简化加工制程,同时便于填充块400完整地填充入间隙500中。
27.参看图3,本实用新型另一实施例提供的一种电子设备壳体800的部分剖面结构示意图。电子设备壳体800包括复合板材810、壳体边框820、粘胶层830及填充块840。复合板材810通过粘胶层830粘附于壳体边框820上。壳体边框820包括位于水平方向的框体821及位于竖直方向的支撑架822。复合板材810的底面811粘附于支撑架822上。复合板材810与框体821之间在水平方向上具有间隙850。间隙850的下端面与复合板材的底面811齐平。填充块840填充于间隙850中。在本实施例中,间隙850的截面形状为梯形,以增大复合板材810与框体811之间的结合力,同时由于间隙850开口宽度小于内部开口宽度,填充块840填充入间隙850后,不易脱出。
28.参看图4,本实用新型另一实施例提供的一种电子设备壳体700的部分剖面结构示意图。电子设备壳体700包括复合板材710、壳体边框720、粘胶层730及填充块740。复合板材710通过粘胶层730粘附于壳体边框720上。壳体边框720包括位于水平方向的框体721及位于竖直方向的支撑架722。复合板材710的底面711粘附于支撑架722上。复合板材710与框体721之间在水平方向上具有间隙750。填充块740填充于间隙750中,以将复合板材710与框体721连成一体。本实施例的电子设备壳体700与前述实施例电子设备壳体900的区别在于:间隙750的下端面至少部分嵌入支撑架722中,以进一步增大壳体边框720与复合板材710之间的结合力,使电子设备壳体700结构稳定,不易变形。
29.参看图5,本实用新型另一实施例提供的一种电子设备壳体600的部分剖面结构示意图。电子设备壳体600包括复合板材610、壳体边框620、粘胶层630及填充块640。复合板材610通过粘胶层630粘附于壳体边框620上。壳体边框620包括位于水平方向的框体621及位于竖直方向的支撑架622。复合板材610的底面611粘附于支撑架622上。复合板材610与框体621之间在水平方向上具有间隙650。填充块640填充于间隙650中,以将复合板材610与框体621连成一体。本实施例的电子设备壳体600与前述实施例电子设备壳体800的区别在于:间隙650的下端面至少部分嵌入支撑架622中,以进一步增大壳体边框620与复合板材610之间的结合力,使电子设备壳体600结构稳定,不易变形。
30.参看图6,本实用新型一实施例提供的一种电子设备壳体制造方法包括以下步骤902-910。
31.步骤902,预注塑成型一壳体框架,壳体框架包括支撑架与框体,支撑架由框体向内延伸。在本实施例中,通过注塑成型工艺预先制成塑胶材料的壳体框架,使其具备质量轻
且具有可塑性的性能。在具体产品结构上,框体在竖直方向上高于支撑架,在水平方向上位于支撑架外侧。支撑架的一侧设有开槽。
32.步骤904,对预注塑成型后的壳体框架进行收缩处理。
33.步骤906,在复合板材与壳体框架的框体在水平方向上设置间隙。
34.步骤908,在竖直方向上将复合板材的底面粘附到壳体框架的支撑架上。在支撑架的开槽内填充粘胶层,以将支撑架与复合板材的底面粘附在一起。粘胶层的材料为环氧胶或a/b胶,粘胶层的厚度范围为0.05-0.2mm,粘胶层的宽度范围为1-50mm。
35.步骤910,在间隙中填充一填充块,以将复合板材与框体连成一体。填充块与复合板材的宽度比例范围为1:500-1:50。
36.本实用新型提供的一种电子设备壳体,通过使用粘胶层将复合板材粘附于预先注塑成型的壳体边框上,避免因壳体边框成型后收缩而导致电子设备壳体变形。本实用新型的电子设备壳体在壳体边框上提供开槽,以用于填充粘胶层,校准粘胶层的粘附尺寸,确保粘附效果。本实用新型的电子设备壳体在复合板材与壳体边框之间在水平方向上还提供间隙,并于间隙中填充填充块,以更有效的防止壳体变形的发生,实现壳体的平整性。
37.尽管已经给出本实用新型相关实施例的描述和图示,但本领域技术人员应该理解,这些实施例的描述和图示并不构成对本实用新型范围的限制,在不超出本实用新型构思和范围的前提下,可以对本实用新型进行多种形式和细节上变换。因此,本公开的范围不限于上述实施例,而应该由权利要求以及权利要求的等同物来确定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1