复合散热材料、壳体与电子设备的制作方法
1.本技术涉及散热材料技术领域,尤其涉及一种复合散热材料、壳体与电子设备。
背景技术:
2.现有的电子设备越来越多的应用纤维增强树脂基体等复合散热材料制备电子设备的壳体,以达到电子设备更加轻薄且壳体高强度的效果。同时,随着5g电子设备需要进行更多的信号和网络数据传输、及满足用户更高的性能的要求和更加轻薄的设计,使得电子设备内的发热器件、电池、显示部件等结构发热量急剧增大,对电子设备的散热能力提出了更高的要求。
3.目前石墨烯片、氮化硼片等散热片具有面内超高导热性能,并且柔软可弯折、化学稳定性好,是现在广泛应用的电子设备的散热材料。通过将石墨烯、氮化硼等散热材料制备的散热片采用喷涂、黏贴等方式覆盖在电子设备的发热部位进行散热,但是由于散热片容易破损,一般还需要在散热片的表面覆盖一层保护膜,以防止散热片破损影响散热效果,但此种设计会增加电子设备的厚度,由此,在保证散热效果的同时,如何实现电子设备轻薄化是电子设备厂家要考虑的问题。
技术实现要素:
4.鉴于此,本技术提供一种复合散热材料、壳体与电子设备,通过层叠设置的复合散热材料,保证散热能力的同时,减小复合散热材料的厚度。
5.第一方面,本技术提供一种复合散热材料,所述复合散热材料包括依次层叠设置的至少一层第一绝缘纤维层、至少一层散热层及至少一层第二绝缘纤维层,其中,所述第一绝缘纤维层与至少部分的所述第二绝缘纤维层相粘接。
6.在上述方案中,复合散热材料由第一绝缘纤维层、散热层与第二绝缘纤维层制备,第一绝缘纤维层、第二绝缘纤维层、散热层沿复合散热材料的厚度方向层叠设置,使得复合散热材料兼具高刚度与良好的散热效果,由此复合散热材料制备的散热结构件,更加轻薄化。
7.在一些可行的实施方式中,所述第一绝缘纤维层、所述第二绝缘纤维层分别选自玻璃纤维增强树脂层、芳纶纤维增强树脂层、聚乙烯纤维增强树脂层中的任意一种。
8.在上述方案中,选用玻璃纤维增强树脂层、芳纶纤维增强树脂层、超高分子量聚乙烯纤维增强树脂层等作为第一绝缘纤维层与第二纤维层,可以保证第一绝缘纤维层与第二纤维层具备一定的刚度,满足复合散热材料高刚度的需求。
9.在一些可行的实施方式中,所述第一绝缘纤维层与所述第二绝缘纤维层的材质相同。
10.在上述方案中,第一绝缘纤维层与第二绝缘纤维层的材质相同,可保证第一绝缘纤维层与第二绝缘纤维层粘接时,连接更稳定。
11.在一些可行的实施方式中,所述第一绝缘纤维层、所述第二绝缘纤维层的厚度均
为0.05mm~0.3mm。
12.在上述方案中,第一绝缘纤维层与第二绝缘纤维层设置于复合散热材料的两侧,第一绝缘纤维层与第二绝缘纤维层的厚度过大,复合散热材料制备的散热结构件厚度达不到轻量化的需求;第一绝缘纤维层与第二绝缘纤维层的厚度过薄,复合散热材料的刚度降低,影响使用寿命。
13.在一些可行的实施方式中,所述复合散热材料还包括隔热层,所述隔热层夹设于所述散热层与所述第二绝缘纤维层之间。
14.在上述方案中,隔热层设置于散热层与第二绝缘纤维层之间,用于局部隔绝发热元件的热量,使得复合散热材料制备的散热结构件的触感温度不会过高。
15.在一些可行的实施方式中,所述隔热层包括发泡材料层、空心玻璃微珠层及中空玻璃纤维层中的至少一种。
16.在上述方案中,相较于其他隔热材料,采用发泡材料、空心玻璃微珠及中空玻璃纤维制备的隔热层,局部隔热效果好。
17.在一些可行的实施方式中,所述隔热层的厚度为0.1mm~0.3mm。
18.在上述方案中,隔热层用于在复合散热材料的厚度方向进行局部隔热,隔热层的厚度过厚,复合散热材料制备的散热结构件达不到轻薄化的需求;隔热层的厚度过薄,局部隔热效果变差,会导致复合散热材料制备的散热结构件的触感温度过热。
19.在一些可行的实施方式中,所述隔热层与所述散热层之间设置有粘结层,所述粘结层为网格胶层。
20.在上述方案中,通过网格胶的设置,可以改善隔热层与所述散热层的粘接效果,提升连接可靠性。
21.在一些可行的实施方式中,所述粘结层的厚度为0.01mm~0.03mm。
22.在上述方案中,粘结层的厚度过大,会增加复合散热材料的厚度;粘结层的厚度过薄,达不到所需的粘接效果。
23.在一些可行的实施方式中,所述散热层包括石墨烯层、氮化硼层及氧化铝层中的至少一种。
24.在上述方案中,组成不同的散热层具备不同的散热效果,使用石墨烯、氮化硼及氧化铝中至少一种组成的散热层,相较于其他散热材料,散热能力好。
25.在一些可行的实施方式中,所述散热层的厚度为0.05mm~0.3mm。
26.在上述方案中,散热层设置于复合散热材料的内部,将发热元件的热量进行面内散热,散热层的厚度过大,会影响复合散热材料的总厚度;散热层的厚度过小,散热能力差,达不到所需的散热效果。厚度在此范围内,散热层兼具轻薄化的特点及良好的散热效果。
27.在一些可行的实施方式中,所述复合散热材料包括依次层叠设置的两层第一绝缘纤维层、一层散热层及两层第二绝缘纤维层。
28.在一些可行的实施方式中,所述复合散热材料的总厚度为0.35mm~1.6mm。
29.上述方案中,复合材料的厚度在此范围内,满足轻薄化的需求。
30.第二方面,本技术提供一种壳体,所述壳体由第一方面任一项所述的复合散热材料热压成型。
31.在一些可行的实施方式中,所述壳体的厚度为0.3mm~1.5mm。
32.在一些可行的实施方式中,所述壳体还包括纹理膜片层,所述纹理膜片层连接所述第二绝缘纤维层远离所述第一绝缘纤维层的一侧表面,所述纹理膜片层具有纹理图案。
33.在上述方案中,壳体的表面形成纹理膜片层,通过该纹理膜片层能够改善壳体的视觉美感,并且使得壳体能够兼具耐摔、耐磨的特点。
34.第三方面,本技术提供一种电子设备,包括
35.壳体以及设置于所述壳体内部的热源器件;
36.其中,所述壳体为第二方面任一项所述的壳体,所述热源器件的至少一表面与所述壳体的所述第一绝缘纤维层接触。
37.相比于现有技术,本技术的技术方案至少具有以下有益效果:
38.本技术提供的层叠式的复合散热材料,在散热层的两侧分别连接具有高刚度的第一绝缘纤维层与第二绝缘纤维层,在保持散热层良好散热性能的同时,复合散热材料的刚度高且厚度更薄。
附图说明
39.图1是本技术实施例提供的一种电子设备的示意性结构图;
40.图2是本技术实施例提供的一种电子设备的爆炸图;
41.图3是本技术实施例提供的一种电子设备的爆炸图;
42.图4是本技术实施例提供的一种电子设备的后盖的截面示意图;
43.图5是本技术实施例提供的一种电子设备的边框的截面示意图;
44.图6是本技术实施例提供的一种电子设备的显示屏的截面示意图;
45.图7a、图7b、图7c、图7d分别是本技术实施例提供的一种电子设备的后盖的截面图;
46.图8是本技术提供的复合散热材料的截面示意图;
47.图9为本技术提供另一种的复合散热材料的截面示意图;
48.图10为本技术提供的复合散热材料制备的壳体中各层的刚度贡献占比示意图;
49.图11为本技术提供的复合散热材料制备的一种壳体的透视图;
50.图12为本技术提供的复合散热材料制备的另一种壳体的透视图;
51.图13为本技术提供的复合散热材料制备的又一种壳体的透视图;
52.图14a、14b为本技术提供的复合材料制备的一种壳体的截面图;
53.图15为本技术实施例10提供的复合散热材料的结构图。
具体实施方式
54.在本技术的实施方式的描述中,需要理解的是,术语“长度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术的实施方式和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的实施方式的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个特征。在本技术的实施方式的描述中,“多个”的
含义是两个或两个以上,除非另有明确具体的限定。
55.在本技术的实施方式的描述中,需要说明的是,除非另有明确的规定和限定,术语“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接或可以相互通讯;可以是直接连接,也可以通过中间媒介间接连接,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术的实施方式中的具体含义。
56.以下结合本说明书的附图,对本技术的一些实施例予以进一步地详尽阐述。
57.随着5g电子设备需要进行更多的信号和网络数据传输、及满足用户更高的性能的要求和更加轻薄的设计,使得电子设备内的发热器件、电池、显示部件等结构发热量急剧增大,对电子设备的散热能力提出了更高的要求。
58.目前石墨烯片、氮化硼片等散热片具有面内超高导热性能,并且柔软可弯折、化学稳定性好,是现在广泛应用的电子设备的散热材料。通过将石墨烯、氮化硼等散热材料制备的散热片采用喷涂、黏贴等方式覆盖在电子设备的发热部位进行散热,但是由于散热片容易破损,一般还需要在散热片的表面覆盖一层保护膜,以防止散热片破损影响散热效果,但此种设计会增加电子设备的厚度,由此,在保证散热效果的同时,如何实现电子设备轻薄化是电子设备厂家要考虑的问题。
59.鉴于此,本技术提供一种复合散热材料,复合散热材料可用于制备具备散热功能的壳体,壳体可以应用于电子设备。需要说明的是,壳体可应用的电子设备包括但不限于手机、平板电脑、笔记本电脑、车载电脑、显示屏设备(如电视)、可穿戴设备、个人数字助理(personaldigitalassistant,pda)或新开发的电子设备等。图1是本技术实施例提供的一种电子设备的示意性结构图,图2、图3是本技术实施例提供的一种电子设备的爆炸图,如图1、图2及图3所示,本技术提供的电子设备以手机为例,电子设备100包括壳体110及显示屏120,显示屏120安装在壳体110上。
60.具体的,壳体110包括边框111和后盖112,边框111环绕在显示屏120的外周且环绕在后盖112的外周,显示屏120与后盖112间隔设置,后盖112以及显示屏120分别位于边框111的两侧。显示屏120、边框111、后盖112之间形成的空腔用于放置电子器件,如主板242、电池241等。如果将壳体110与显示屏120分离,可以观察到位于电子设备100内部的电子器件。
61.在本技术中,边框111与后盖112分别为壳体110的两个部分。在一种可能的情况,继续参照图2,边框111与后盖112可以是两个不同的部件,通过将边框111与后盖112组装在一起可以形成电子设备100的壳体110。具体的,电子设备100包括显示屏120、后盖112以及中框220,中框220的外周(以下简称中框外周)可以充当电子设备的边框111,即中框外周环绕显示屏120的外周且环绕在后盖112的外周,后盖112以及显示屏120分别位于中框220的两侧。可以看出,后盖112与中框220可以是两个不同的部件,通过将后盖112与中框220组装在一起可以形成电子设备100的壳体110。
62.在另一种可能的情况,继续参照图3,边框111与后盖112相连,且边框111与后盖112一体成型。具体的,电子设备包括显示屏120、壳体110以及中框220,其中壳体110包括边框111以及后盖112,边框111与后盖112分别为壳体110的两个部分,边框111与后盖112一体成型。中框220收容于显示屏120、边框111以及后盖112之间的空腔内。
63.在图2、图3所示的电子设备100中,壳体110的中框220的材料可以包括导电材料,例如金属材料。中框220可以包括用于容纳电池241、主板242的多个凹槽。如图2、图3所示,在第一凹槽231内可以设置有电池241,在第二凹槽232内可以设置有主板242。电池241与主板242电连接,从而电池241可以为主板242供电。
64.图4是本技术实施例提供的一种电子设备的后盖的截面示意图,如图4所示,后盖112中心区域可以被视为具有厚度的平面壳体,仅后盖112的边缘设置有倒角或曲面角。图2所示的后盖112的形状可以属于2.5d(dimension)立体形状。
65.图5是本技术实施例提供的一种电子设备的边框的截面示意图,如图5所示,壳体110包括后盖112与相对于该后盖112垂直设置的边框111,且边框111与后盖112连接形成一个不可分割的整体。图3所示的壳体110的形状属于3d立体形状。
66.图6是本技术实施例提供的一种电子设备的显示屏的截面示意图,如图6所示,显示屏120可以包括屏幕盖板121和显示面板122。屏幕盖板121可以覆盖在显示面板122上,以便隔离和保护显示面板122,避免外界事物或者作用力对显示面板122造成损坏。
67.在本技术实施例中,上述屏幕盖板121和后盖112均可以起到装饰以及机械保护的作用,上述屏幕盖板121和后盖112均可以属于壳体110。
68.本技术以图4所示的壳体110的后盖112为例,阐述本技术提供的复合散热材料散热结构件制得的具有散热功能的后盖112。需要说明的是,本技术提供技术方案除了可以应用于如图2所示的电子设备100的后盖112上,还可以应用在如图2所示的电子设备100的边框111上,如图3(或图5)所示的电子设备100的整个壳体110上,以及如图6所示的电子设备100的屏幕盖板121上。在受益于下述实施例中呈现的指导启示下,本领域技术人员将会想到本技术的许多改进和其他实施例。因此,应理解,本技术不限于所公开的特定实施例。
69.图7a、图7b、图7c、图7d分别是本技术实施例提供的一种电子设备的壳体的截面图,如图7a、图7b、图7c、图7d所示,壳体包括复合散热材料层10与纹理膜片层20,所述纹理膜片层20连接所述第二绝缘纤维层(图中未示出)远离所述第一绝缘纤维层(图中未示出)的一侧表面,所述纹理膜片层20具有纹理图案。本技术提供的壳体110可根据不同电子设备的需求选择不同的形状,但不限于上述公开的形状,也可以为其他的形状,可根据实际需要进行选择。
70.后盖112由复合散热材料直接通过热压成型制备,图8是本技术提供的复合散热材料的截面示意图,如图8所示,本技术提供的复合散热材料包括:
71.所述复合散热材料包括依次层叠设置的至少一层第一绝缘纤维层2、至少一层散热层1及至少一层第二绝缘纤维层3,其中,所述第一绝缘纤维层2与至少部分的所述第二绝缘纤维层3相粘接。
72.在上述方案中,本技术提供的层叠式的复合散热材料,在散热层1的两侧分别连接具有高刚度的第一绝缘纤维层2与第二绝缘纤维层3,在保持散热层良好散热性能的同时,复合散热材料的刚度高且厚度更薄。
73.在一些实施方式中,用于提供散热功能的散热层1设置于复合散热材料的内部,可将热量进行面内散热,本技术使用的散热层1包括石墨烯层、氮化硼层及氧化铝层中的至少一种,即可以为单层石墨烯层、单层氮化硼或单层氧化铝层,也可以为石墨烯层、氮化硼层及氧化铝层中的至少两种复合而成。组成不同的散热层1具备不同的散热效果,可根据实际
需要选择散热层1的材质,在此不做限定。
74.散热层1的厚度为0.05mm~0.3mm,可选的,散热层1的厚度具体可以为0.05mm、0.08mm、0.11mm、0.14mm、0.17mm、0.2mm、0.23mm、0.26mm、0.3mm等,散热层1的厚度过厚,会影响复合散热材料的总厚度,进而复合散热材料制备的壳体的厚度变大,达不到电子设备所需的轻薄化的效果;散热层1的厚度过小,散热能力差,达不到所需的散热效果,可根据实际需要具体选择散热层1的厚度,在此不做限定。
75.为了提高复合散热材料的刚度,延长复合散热材料制备的壳体的使用寿命,散热层1的两侧分别设置有第一绝缘纤维层2与第二绝缘纤维层3,所述第一绝缘纤维层2一侧与发热元件连接,另一侧与所述散热层1的第一侧面连接,可将所述发热元件的热量传递至所述散热层1,再经由所述第二绝缘纤维层3将热量传导至复合散热结构件远离发热元件的一侧。当复合散热结构件制备成壳体时,壳体靠近所述发热元件的一侧为所述第一绝缘纤维层2,所述壳体的远离所述发热元件的一侧为所述第二绝缘纤维层3。
76.需要说明的是,本技术提供的第一绝缘纤维层2与第二绝缘纤维层3不影响电子设备的信号的正常传输,即不会产生电磁屏蔽。本技术使用的第一绝缘纤维层2与第二绝缘纤维层3包括玻璃纤维增强树脂层、芳纶纤维增强树脂层、超高分子量聚乙烯纤维增强树脂层中的至少一种,即第一绝缘纤维层2与第二绝缘纤维层3可以为单层玻璃纤维增强树脂层、单层芳纶纤维增强树脂层或单层超高分子量聚乙烯纤维增强树脂层,也可以为玻璃纤维增强树脂层、芳纶纤维增强树脂层、超高分子量聚乙烯纤维增强树脂层中的至少两种复合。选用玻璃纤维增强树脂层、芳纶纤维增强树脂层、超高分子量聚乙烯纤维增强树脂层等作为第一绝缘纤维层2与第二绝缘纤维层3,可以保证第一绝缘纤维与第二绝缘纤维层3需要具备一定的刚度,满足复合散热材料高刚度的需求。
77.需要说明的是,第一绝缘纤维层2与第二绝缘纤维层3的可以为同种材质,也可以为不同材质,可根据实际需要进行选择,在此不做限定。
78.第一绝缘纤维层2的厚度为0.05mm~0.3mm,可选的,第一绝缘纤维层2的厚度具体可以为0.05mm、0.1mm、0.15mm、0.2mm、0.25mm、0.3mm等,第一绝缘纤维层2的厚度过厚,传热效果差,发热元件的热量不能完全传递至散热层1,由此复合散热材料制备的壳体的散热效果差,不利于散热过程的进行;第一绝缘纤维层2的厚度过薄,复合散热材料的刚度降低,由此复合散热材料制备的壳体的刚度小,使用过程易损坏,影响电子设备的使用寿命,可根据实际需要具体选择第一绝缘纤维层2的厚度,在此不做限定。优选的,第一绝缘纤维层2的厚度为0.1mm~0.2mm,厚度在此范围内,复合散热材料制备的壳体具有较好的刚度及传热效果。
79.第二绝缘纤维层3的厚度为0.05mm~0.3mm,可选的,第二绝缘纤维层3的厚度具体可以为0.05mm、0.1mm、0.15mm、0.2mm、0.25mm、0.3mm等,第二绝缘纤维层3的厚度过厚,复合散热材料制备的壳体达不到轻量化的需求;第二绝缘纤维层3的厚度过薄,复合散热材料的刚度降低,由此复合散热材料制备的壳体的刚度小,使用过程易损坏,影响电子设备的使用寿命,可根据实际需要具体选择第二绝缘纤维层3的厚度,在此不做限定。
80.需要说明的是,第一绝缘纤维层2与第二绝缘纤维层3的厚度可以相同也可以不同,可根据实际需要进行选择,在此不做限定。优选的,第一绝缘纤维层2与第二绝缘纤维层3的厚度保持一致。
81.进一步的,复合散热材料制备壳体时,第二绝缘纤维层3位于壳体的外侧,当电子设备发热量过大时,使用者的触感过高,由此复合散热材料还包括隔热层4,用于降低壳体外侧的触感温度。图9为本技术提供另一种的复合散热材料的截面示意图,如图9所示,隔热层4覆盖所述散热层1远离所述第一绝缘纤维层2的至少部分表面,分别连接所述散热层1与所述第二绝缘纤维层3,所述隔热层4可沿所述复合散热材料的厚度方向局部隔热,降低所述第二绝缘纤维层3的表面温度。
82.本技术使用的隔热层4包括发泡材料层、空心玻璃微珠层及中空玻璃纤维层中的至少一种,即隔热层4可以为单层发泡材料层、单层空心玻璃微珠层或单层中空玻璃纤维层,也可以为发泡材料层、空心玻璃微珠层及中空玻璃纤维层中的至少两种复合,需要说明的是,这里的复合不仅限于层叠复合,还可以是拼接复合,可根据实际需要选择隔热层4的材质,在此不做限定。
83.隔热层4的厚度为0.1mm~0.3mm,可选的,隔热层4的厚度具体可以为散热层1的厚度具体可以为0.1mm、0.12mm、0.14mm、0.16mm、0.18mm、0.2mm、0.22mm、0.24mm、0.26mm、0.28mm、0.3mm等,隔热层4的厚度过厚,复合层厚度变大,由此复合散热材料制备的壳体达不到轻薄化的需求;隔热层4的厚度过薄,局部隔热效果变差,会导致复合散热材料制备的壳体的表面温度过热,影响电子设备的用户体验,可根据实际需要具体选择,在此不做限定。优选的,隔热层4的厚度为0.1mm~0.26mm,厚度在此范围内,隔热层4具有较好的局部散热能力,由此复合散热材料制备的壳体可以达到轻薄化的要求。
84.需要说明的是,为了提高散热层1与隔热层4的连接稳定性,所述隔热层与所述散热层之间设置有粘结层,本技术使用的粘结层为网格胶层。所述粘结层的厚度为0.01mm~0.03mm,可选的,粘接层的厚度具体可以为0.01mm、0.013mm、0.016mm、0.019mm、0.022mm、0.025mm、0.028mm、0.03mm等,粘结层的厚度过大,会增加复合散热材料的厚度;粘结层的厚度过薄,达不到所需的粘接效果。可根据实际需要选择粘结层的厚度,在此不做限定。
85.本技术提供的复合散热材料可用于制备电子设备的壳体,电子设备还包括热源器件,壳体一方面电子设备内部器件的散热过程,另一方面用于保护电子设备内部的器件,防止损坏。在实际应用过程中,可将复合散热材料直接在模具内热压成型,得到所需形状的壳体,以适应不同的电子设备。组装时,所述热源器件的至少一表面与所述壳体的所述第一绝缘纤维层接触。
86.需要说明的是,复合散热材料制备壳体时,复合散热材料内的隔热层4与散热层1可根据实际需要选择覆盖面积与种类。
87.可选的,图11为本技术提供的复合散热材料制备的一种壳体的透视图,如图11所示,所述壳体包括依次层叠设置的第一绝缘纤维层2、散热层1、隔热层4及第二绝缘纤维层3,散热层1与隔热层4与壳体的面积大致相同,即散热层1与隔热层4覆盖第一绝缘纤维层的全部表面。
88.可选的,图12为本技术提供的复合散热材料制备的另一种壳体的透视图,如图12所示,所述壳体包括依次层叠设置的第一绝缘纤维层2、散热层1、隔热层4及第二绝缘纤维层3。其中,当使用者与壳体的外部接触部分不大时,可将隔热层4仅设置于散热层1的部分表面,节省隔热材料的使用,降低成本。
89.可选的,图13为本技术提供的复合散热材料制备的又一种壳体的透视图,如图13
所示,所述壳体包括依次层叠设置的第一绝缘纤维层2、散热层1、隔热层4及第二绝缘纤维层3。其中,当电子设备的发热量集中于主板等局部位置时,可将散热层1与隔热层4仅设置于局部发热处,减少散热材料与隔热材料的使用。
90.可选的,图14a、14b为本技术提供的复合材料制备的一种壳体的截面图,如图14a、14b所示,壳体包括所述壳体包括依次层叠设置的第一绝缘纤维层2、两层散热层1、隔热层4及第二绝缘纤维层3。其中,两层散热层1可沿厚度方向设置;也可分布于不同的发热元件处,即针对不同的发热量采用不同的隔热材料。
91.除上述实施方式,散热层与隔热层还可以为其他的覆盖方式,可根据实际需要具体选择,在此不做限定。
92.壳体的厚度为0.3mm~1.5mm,可选的,壳体的厚度具体可以为0.3mm、0.4mm、0.45mm、0.5mm、0.6mm、0.8mm、1.0mm、1.2mm、1.5mm等,壳体的厚度过厚,达不到所需的轻薄化要求;壳体的厚度过薄,即第一绝缘纤维层2、第二绝缘纤维层3或散热层1的厚度过小,壳体的刚度或散热能力下降,影响电子设备的使用体验。可根据实际需要选择壳体的厚度,在此不做限定。
93.为了延长壳体的保护作用,壳体还具备一定的刚度,刚度由复合散热材料中的第一绝缘层或第二绝缘层决定,图10为本技术提供的复合散热材料制备的壳体中各层的刚度贡献占比示意图,如图10所示,自壳体的隔热层4至壳体的两侧的第一绝缘纤维层2与第二绝缘纤维层3,刚度贡献占比变大。
94.以下结合具体实施例阐述:
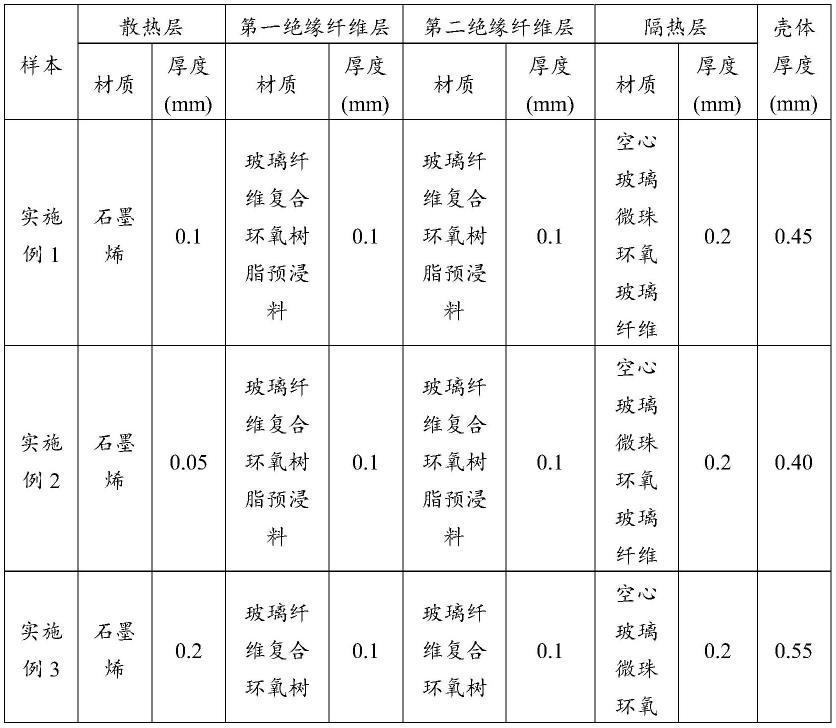
95.实施例1:
96.(1)在模具中依次叠放厚度为0.1mm的玻璃纤维复合环氧树脂预浸料、厚度0.2mm的空心玻璃微珠环氧玻璃纤维层、厚度为0.1mm的石墨烯散热层及厚度0.1mm的玻璃纤维复合环氧树脂预浸料。
97.(2)将模具置于热压机中并加热至130℃,预热一段时间后,升温至160℃并增加压力压合10min,然后冷却降温至常温取出,经过cnc后加工得到特定形状的壳体。
98.实施例1制备的壳体的厚度为0.45mm。
99.实施例2
100.(1)在模具中依次叠放厚度为0.1mm的玻璃纤维复合环氧树脂预浸料、厚度0.2mm的空心玻璃微珠环氧玻璃纤维层、厚度为0.05mm的石墨烯散热层及厚度0.1mm的玻璃纤维复合环氧树脂预浸料。
101.(2)将模具置于热压机中并加热至130℃,预热一段时间后,升温至160℃并增加压力压合10min,然后冷却降温至常温取出,经过cnc后加工得到特定形状的壳体。
102.实施例2制备的壳体的厚度为0.40mm。
103.实施例3
104.(1)在模具中依次叠放厚度为0.1mm的玻璃纤维复合环氧树脂预浸料、厚度0.2mm的空心玻璃微珠环氧玻璃纤维层、厚度为0.2mm的石墨烯散热层及厚度0.1mm的玻璃纤维复合环氧树脂预浸料。
105.(2)将模具置于热压机中并加热至130℃,预热一段时间后,升温至160℃并增加压力压合10min,然后冷却降温至常温取出,经过cnc后加工得到特定形状的壳体。
106.实施例3制备的壳体的厚度为0.55mm。
107.实施例4
108.(1)在模具中依次叠放厚度为0.05mm的玻璃纤维复合环氧树脂预浸料、厚度0.2mm的空心玻璃微珠环氧玻璃纤维层、厚度为0.1mm的石墨烯散热层及厚度0.05mm的玻璃纤维复合环氧树脂预浸料。
109.(2)将模具置于热压机中并加热至130℃,预热一段时间后,升温至160℃并增加压力压合10min,然后冷却降温至常温取出,经过cnc后加工得到特定形状的壳体。
110.实施例4制备的壳体的厚度为0.35mm。
111.实施例5
112.(1)在模具中依次叠放厚度为0.3mm的玻璃纤维复合环氧树脂预浸料、厚度0.2mm的空心玻璃微珠环氧玻璃纤维层、厚度为0.1mm的石墨烯散热层及厚度0.3mm的玻璃纤维复合环氧树脂预浸料。
113.(2)将模具置于热压机中并加热至130℃,预热一段时间后,升温至160℃并增加压力压合10min,然后冷却降温至常温取出,经过cnc后加工得到特定形状的壳体。
114.实施例5制备的壳体的厚度为0.85mm。
115.实施例6
116.(1)在模具中依次叠放厚度为0.1mm的玻璃纤维复合环氧树脂预浸料、厚度0.1mm的空心玻璃微珠环氧玻璃纤维层、厚度为0.1mm的石墨烯散热层及厚度0.1mm的玻璃纤维复合环氧树脂预浸料。
117.(2)将模具置于热压机中并加热至130℃,预热一段时间后,升温至160℃并增加压力压合10min,然后冷却降温至常温取出,经过cnc后加工得到特定形状的壳体。
118.实施例6制备的壳体的厚度为0.35mm。
119.实施例7
120.(1)在模具中依次叠放厚度为0.1mm的玻璃纤维复合环氧树脂预浸料、厚度0.25mm的空心玻璃微珠环氧玻璃纤维层、厚度为0.1mm的石墨烯散热层及厚度0.1mm的玻璃纤维复合环氧树脂预浸料。
121.(2)将模具置于热压机中并加热至130℃,预热一段时间后,升温至160℃并增加压力压合10min,然后冷却降温至常温取出,经过cnc后加工得到特定形状的壳体。
122.实施例7制备的壳体的厚度为0.50mm。
123.实施例8
124.(1)在模具中依次叠放厚度为0.1mm的玻璃纤维复合环氧树脂预浸料、厚度0.2mm的空心玻璃微珠环氧玻璃纤维层、厚度为0.1mm的氮化硼层及厚度0.1mm的玻璃纤维复合环氧树脂预浸料。
125.(2)将模具置于热压机中并加热至130℃,预热一段时间后,升温至160℃并增加压力压合10min,然后冷却降温至常温取出,经过cnc后加工得到特定形状的壳体。
126.实施例8制备的壳体的厚度为0.45mm。
127.实施例9
128.(1)在模具中依次叠放厚度为0.1mm的玻璃纤维复合环氧树脂预浸料、厚度0.2mm的中空玻璃纤维环氧玻璃纤维层、厚度为0.1mm的石墨烯散热层及厚度0.1mm的玻璃纤维复
合环氧树脂预浸料。
129.(2)将模具置于热压机中并加热至130℃,预热一段时间后,升温至160℃并增加压力压合10min,然后冷却降温至常温取出,经过cnc后加工得到特定形状的壳体。
130.实施例9制备的壳体的厚度为0.45mm。
131.实施例10
132.(1)图15为本技术实施例10提供的复合散热材料的结构图,如图15所示,在模具中依次叠放2层厚度为0.1mm的玻璃纤维复合环氧树脂预浸料、厚度为0.1mm的石墨烯散热层及2层厚度0.1mm的玻璃纤维复合环氧树脂预浸料。
133.(2)将模具置于热压机中并加热至130℃,预热一段时间后,升温至160℃并增加压力压合10min,然后冷却降温至常温取出,经过cnc后加工得到特定形状的壳体。
134.实施例10制备的壳体的厚度为0.45mm。
135.对比例1
136.(1)在模具中依次叠放厚度为0.1mm的玻璃纤维复合环氧树脂预浸料、厚度0.2mm的空心玻璃微珠环氧玻璃纤维层及厚度0.1mm的玻璃纤维复合环氧树脂预浸料。
137.(2)将模具置于热压机中并加热至130℃,预热一段时间后,升温至160℃并增加压力压合10min,然后冷却降温至常温取出,经过cnc后加工得到特定形状的壳体。
138.对比例1制备的壳体的厚度为0.35mm。
139.对比例2
140.(1)在模具中依次叠放厚度为0.1mm的铝合金板、厚度0.2mm的空心玻璃微珠环氧玻璃纤维层、厚度为0.1mm的石墨烯散热层及厚度0.1mm的铝合金板。
141.(2)将模具置于热压机中并加热至130℃,预热一段时间后,升温至160℃并增加压力压合10min,然后冷却降温至常温取出,经过cnc后加工得到特定形状的壳体。
142.对比例2制备的壳体的厚度为0.45mm。
143.对比例3
144.(1)在模具中依次叠放厚度为0.1mm的碳纤维复合环氧树脂预浸料、厚度0.2mm的空心玻璃微珠环氧玻璃纤维层、厚度为0.1mm的石墨烯散热层及厚度0.1mm的碳纤维复合环氧树脂预浸料。
145.(2)将模具置于热压机中并加热至130℃,预热一段时间后,升温至160℃并增加压力压合10min,然后冷却降温至常温取出,经过cnc后加工得到特定形状的壳体。
146.对比例3制备的壳体的厚度为0.45mm。
147.对比例4
148.(1)在模具中依次叠放厚度为0.1mm的玻璃纤维复合环氧树脂预浸料、厚度0.2mm的空心玻璃微珠环氧玻璃纤维层、厚度0.1mm的玻璃纤维复合环氧树脂预浸料及厚度为0.1mm的石墨烯散热层。
149.(2)将模具置于热压机中并加热至130℃,预热一段时间后,升温至160℃并增加压力压合10min,然后冷却降温至常温取出,经过cnc后加工得到特定形状的壳体。
150.对比例4制备的壳体的厚度为0.45mm。
151.152.[0153][0154]
测试:
[0155]
将实施例1、对比例1及对比例4制备的壳体进行散热能力测试,将制备好的壳体与热源进行贴合,并进行温度测试。壳体接近热源的外表面温度为t1,远离热源的外表面的触感温度为t2,温度差
△
t:
[0156]
壳体接近热源的外表面温度为t1,远离热源的外表面的触感温度为t2,温度差
△
t:
[0157]
样本t1(℃)t2(℃)
△
t(℃)
实施例140.626.414.2对比例142.124.817.3对比例441.926.814.5
[0158]
本技术的提供的复合散热材料用于制备电子设备的壳体,在复合散热材料的散热层的两侧分别连接具有高刚度的第一绝缘纤维层与第二绝缘纤维层,在保持散热层良好散热性能的同时,使用此种复合散热材料制备的壳体等散热结构件的刚度高且厚度更薄;同时,第一绝缘纤维层与第二绝缘纤维层可避免电磁信号屏蔽现象的发生。
[0159]
由测试结果可知,实施例1层叠设置的复合散热材料制备的壳体散热能力好,同时满足轻薄化的需求。
[0160]
相比较于对比例1,实施例1在满足轻薄化的同时,散热效果更好。
[0161]
相比较于对比例4,实施例1层叠设置的结构将散热层设置于复合散热材料内部,壳体的散热效果更好。
[0162]
最后应说明的是,以上各实施例仅用以说明本实用新型的技术方案,而非对其限制。尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换。而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1